一种线切割机进给速度控制系统及方法与流程
本发明涉及切割机控制,具体为一种线切割机进给速度控制系统及方法。
背景技术:
1、线切割加工作为精密模具制造和复杂零件加工的核心工艺,能够高效处理高硬度导电材料及多品种小批量生产任务。然而,当前主流线切割机控制系统存在如下问题:
2、首先,现有技术多采用开环或半闭环控制架构,依赖预设工艺参数库运行,面对材料种类和工件厚度频繁变化的场景时,其快速换型能力不足,对材料识别精度有限。其次,由于进给速度的调整存在滞后性,在进行多材料切换作业时,极易引发加工精度的不稳定,尤其是对于复杂轮廓的工件,在高速切割过程中,误差不断累积,进而可能影响最终的加工质量。最后,这些技术在空载和待机状态下,依然维持着较高的能耗水平,未能对加工过程中的能源利用率进行有效优化,而且缺乏针对不同材料以及不同工艺参数的能效优化策略,使得加工过程增加了运行成本。
3、为了提高线切割机在多品种小批量模具加工的效率和精确性,提出一种线切割机进给速度控制系统及方法。
技术实现思路
1、本发明的目的在于提供一种线切割机进给速度控制系统及方法,通过多模态信号识别材料模块利用自适应特征选择技术提取电流与振动信号特征,基于改进的随机森林模型,结合动态权重投票与加权融合法识别加工材料,并支持在线学习与模型更新,以适应不同材料的加工需求。双环自适应控制模块包含外环初始补偿和内环模糊pid调节,依据历史加工记录及双目标误差值,实时优化微调参数,确保加工精度与稳定性,提升了加工质量。能耗管理优化模块通过识别非加工与加工时段,智能调控系统能耗,提高整体能效,实现了节能生产。本发明提高了线切割机在多品种小批量模具加工的效率和精确性。
2、为实现上述目的,本发明提供如下技术方案:
3、一种线切割机进给速度控制系统,包括:
4、多模态信号识别材料模块,包括:信号特征提取单元,用于根据自适应特征选择机制,提取材料电流信号特征和材料振动信号特征;材料分类单元,用于根据所述信号特征提取单元,建立改进的随机森林模型,所述随机森林模型为不同加工阶段设置阶段专属子树集合,使用动态权重投票机制和加权融合法识别加工材料;模型优化单元,用于对所述随机森林模型进行在线学习与模型更新;
5、双环自适应控制模块,包括:外环控制单元,用于对所述加工材料调取基础工艺参数,并根据历史加工记录进行初始补偿;内环控制单元,用于根据双目标误差值,使用模糊pid模型调整实时微调参数;
6、能耗管理优化模块,用于根据触发条件识别非加工时段和加工时段,并使用动态控制策略优化能耗。
7、进一步地,所述自适应特征选择机制包括:
8、设置预设规则,用于判断线切割机的所述加工阶段;
9、建立特征-阶段关联度矩阵,用于根据所述加工阶段,使用皮尔逊相关系数法对所述材料电流信号特征和所述材料振动信号特征,设置特征权重和特征优先级;
10、对所述特征-阶段关联度矩阵,使用特征选择模型筛选材料特征并更新所述特征权重和所述特征优先级。
11、进一步地,所述特征权重更新的过程包括:
12、;
13、其中,为特征i在时刻t+1的所述特征权重,为所述特征i在时刻t的所述特征权重,为所述特征i分类准确率的变化,为所述特征i特征值的变化,为遗忘因子。
14、进一步地,所述材料电流信号特征和所述材料振动信号特征包括:
15、所述材料电流信号特征包括:时域特征,包括波形畸变率、脉冲密度和峰峰值比;频域特征,包括基波能量比、三次谐波幅值和频带能量熵;时频域特征,包括小波能量矩和时频脊线斜率;统计特征,包括峭度系数和波形因子;
16、所述材料振动信号特征包括:频域分析特征,包括主频带能量比和谐波衰减率;时频分析特征,包括小波包节点能量和瞬时频率方差;非线性特征,包括李雅普诺夫指数和分形维数;统计特征,包括零交叉率和峰度偏度联合因子。
17、进一步地,所述模型优化单元包括:
18、若存在新样本,检查所述新样本是否分类错误;若分类错误,则将所述新样本放入缓冲池中,用于定期更新所述阶段专属子树集合;
19、若所述阶段专属子树集合的错误率大于预设阈值以及所述阶段专属子树集合的分类准确率连续n次降低超过m%的任意一种,则替换子树。
20、进一步地,所述实时微调参数的调整过程包括:
21、计算表面粗糙度偏差和材料去除率;
22、对每个所述加工阶段,分配所述表面粗糙度偏差和所述材料去除率的加工权重,使用加权求和法得到所述双目标误差值;
23、若所述双目标误差值小于优化目标值,则使用所述模糊pid模型调整所述实时微调参数;否则,维持所述实时微调参数。
24、进一步地,所述模糊pid模型包括:
25、计算所述双目标误差值的变化率,得到材料误差变化率;
26、将所述材料误差变化率和所述双目标误差值设置为材料输入变量,材料比例系数调整量、材料积分系数调整量和材料微分系数调整量设置为参数输出变量;
27、将所述材料输入变量和所述参数输出变量模糊化,得到材料模糊输入变量和材料模糊输出变量;
28、设置材料模糊规则表,用于根据所述材料模糊输入变量,得到所述材料模糊输出变量;
29、使用重心法将所述模糊输出变量解模糊化,并调整pid参数,得到所述实时微调参数。
30、一种线切割机进给速度控制方法,包括:
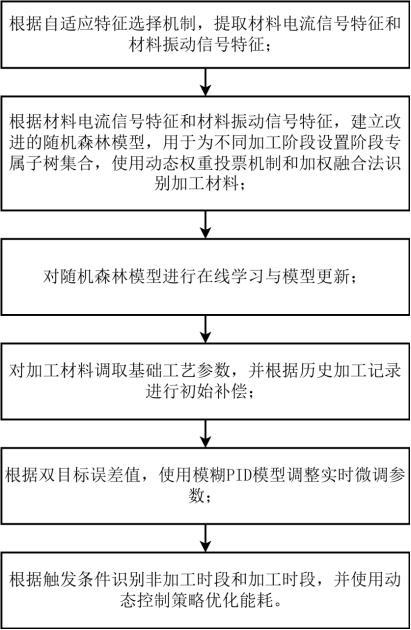
31、根据自适应特征选择机制,提取材料电流信号特征和材料振动信号特征;
32、根据所述材料电流信号特征和所述材料振动信号特征,建立改进的随机森林模型,所述随机森林模型为不同加工阶段设置阶段专属子树集合,使用动态权重投票机制和加权融合法识别加工材料;
33、对所述随机森林模型进行在线学习与模型更新;
34、对所述加工材料调取基础工艺参数,并根据历史加工记录进行初始补偿;
35、根据双目标误差值,使用模糊pid模型调整实时微调参数;
36、根据触发条件识别非加工时段和加工时段,并使用动态控制策略优化能耗。
37、与现有技术相比,本发明的有益效果为:
38、1、本发明利用多模态信号识别材料模块,通过自适应特征选择机制提取线切割加工中的材料电流信号与振动信号特征。基于改进的随机森林模型构建阶段专属子树集合,并结合动态权重投票机制与加权融合法,能够精准识别加工材料。此模块有效提高了线切割机在不同材料、工艺阶段下的识别精度,增强了系统对复杂工件材料的适应性,提升了加工的稳定性和一致性。
39、2、本发明采用双环自适应控制模块,在外环控制中调取基础工艺参数并结合历史记录进行初始补偿。在内环控制中,基于双目标误差值,运用模糊pid控制算法动态调整实时微调参数,确保进给速度和脉冲参数等关键工艺参数在多种材料切换时保持最优加工状态。此模块提升了加工质量的稳定性与尺寸精度,进而提高了线切割机在多品种、小批量模具的加工效率。
40、3、本发明通过能耗管理优化模块,基于放电信号状态、伺服电机运动状态、工艺任务队列及环境传感器信号等触发条件,智能识别非加工时段与加工时段,并采用动态能耗优化策略,包括工作液流量自适应调整和脉冲电源间隙调压等节能手段,从而降低空载能耗与无效功耗,使线切割机在长时间运行与复杂工况条件下仍能保持节能和稳定的加工表现。
- 还没有人留言评论。精彩留言会获得点赞!