生成结构化数据的方法、系统以及存储介质与流程
1.本发明涉及箱体零件数字化加工领域,具体而言,涉及生成结构化数据的方法、生成结构化数据的系统以及计算机可读存储介质。
背景技术:
2.目前,大部分的图纸提取和特征工艺匹配工作全部由人工进行。该项工作强度大、易出错;另外,个体工作习惯的不同也导致提取信息的格式可能互不相同,这对后面的工艺规划化也会产生影响。随着产品更新换代速度越来越快,本领域中对工艺开发的速度和质量要求也越来越高,传统的人工提取和工艺匹配方法越来越满足不了当前的需求。因此,设计一种能够自动提取3d数字模型的信息,能够自动进行特征初版工艺匹配并生成结构化数据的技术显得非常有必要。
技术实现要素:
3.本发明提供了一种可以对零件的3d数字模型进行特征信息提取,并自动进行特征初版工艺匹配,最后生成结构化工艺数据的技术,具体而言:根据本发明的一方面,提供一种生成结构化数据的方法,包括:识别零件的原始参数信息中的各特征并生成对应的特征属性信息;对所述特征属性信息按加工约束条件分类生成加工属性信息;根据所述特征属性信息、所述加工属性信息调取相应的刀具信息;以及基于所述刀具信息生成关于所述零件加工的结构化数据。
4.可选地,在本发明的一些实施例中,所述原始参数信息包括:所述零件的尺寸参数、所述零件的标注信息。
5.可选地,在本发明的一些实施例中,所述特征属性信息包括:特征所属的分类以及在该分类下的诸元特征。
6.可选地,在本发明的一些实施例中,特征所属的分类包括:孔、平面、圆弧面、槽。
7.可选地,在本发明的一些实施例中,所述加工约束条件根据以下项目中的至少一者形成:特征所属的分类以及在该分类下的诸元特征。
8.可选地,在本发明的一些实施例中,所述刀具信息包括:进给速度、转速;以及所述特征属性信息包括:刀刃总长、钻尖的角度、分段的直径、分段的长度、最前端肩膀到与夹持部分过渡倒角肩膀的长度、夹持部分直径。
9.根据本发明的另一方面,提供一种生成结构化数据的系统,包括:识别模块,其配置成识别零件的原始参数信息中的各特征并生成对应的特征属性信息;分类模块,其配置成对所述特征属性信息按加工约束条件分类生成加工属性信息;调取模块,其配置成根据所述特征属性信息、所述加工属性信息调取相应的刀具信息;以及生成模块,其配置成基于所述刀具信息生成关于所述零件加工的结构化数据。
10.可选地,在本发明的一些实施例中,所述原始参数信息包括:所述零件的尺寸参数、所述零件的标注信息。
11.可选地,在本发明的一些实施例中,所述特征属性信息包括:特征所属的分类以及在该分类下的诸元特征。
12.可选地,在本发明的一些实施例中,特征所属的分类包括:孔、平面、圆弧面、槽。
13.可选地,在本发明的一些实施例中,所述加工约束条件根据以下项目中的至少一者形成:特征所属的分类以及在该分类下的诸元特征。
14.可选地,在本发明的一些实施例中,所述刀具信息包括:进给速度、转速;以及所述特征属性信息包括:刀刃总长、钻尖的角度、分段的直径、分段的长度、最前端肩膀到与夹持部分过渡倒角肩膀的长度、夹持部分直径。
15.根据本发明的另一方面,提供一种计算机可读存储介质,所述计算机可读存储介质中存储有指令,当所述指令由处理器执行时,使得所述处理器执行如上文所述的任意一种方法。
附图说明
16.从结合附图的以下详细说明中,将会使本发明的上述和其他目的及优点更加完整清楚,其中,相同或相似的要素采用相同的标号表示。
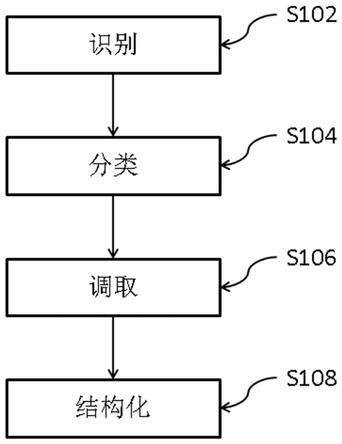
17.图1示出了根据本发明的一个实施例的生成结构化数据的方法的示意图。
18.图2示出了根据本发明的一个实施例的生成结构化数据的系统的示意图。
19.图3示出了根据本发明的一个实施例的生成结构化数据的机制的示意图。
具体实施方式
20.根据本发明的一方面,提供一种生成结构化数据的方法。如图1所示,本发明的生成结构化数据的方法包括如下的步骤。在步骤s102中识别零件的原始参数信息中的各特征并生成对应的特征属性信息。在步骤s104中对特征属性信息按加工约束条件分类生成加工属性信息。在步骤s106中根据特征属性信息、加工属性信息调取相应的刀具信息。在步骤s108中基于刀具信息生成关于零件加工的结构化数据。
21.本发明的生成结构化数据的方法在步骤s102中识别零件的原始参数信息中的各特征并生成对应的特征属性信息。零件的原始参数信息可以呈现为数据表格的形式,数据表格中可以对每个特征的细节信息都配置固定的存储位置,从而为机器识读、后续的特征分类奠定基础。
22.在本发明的一些实施例中,原始参数信息可以包括零件的尺寸参数等可以从数字模型中导出的信息以及零件的标注信息,从而为后面的特征类型识别、工艺方法库、结构化数据生成等提供最基础的数据支持。例如,零件的原始参数信息可以包括诸如起点是否为破面、终点是否为破面、锥面还是圆柱、开口角度、角度上差、角度下差等。
23.进一步地,为了便于特征分类,可以对这些原始参数信息进行预处理,例如,可以根据原始参数信息中的各个特征的具体内容生成对应于该特征的特征属性信息。例如,特征属性信息可以包括特征的大类分类信息、特征的小类代号信息、特征的类别(例如,孔、平面、圆弧面、槽等)信息、特征号信息、特征名称信息、(入口)垂直信息、通(出口)信息、通/盲信息、孔级数信息、最小螺纹信息、最紧直径公差值信息、最紧深度公差值信息、最大深度信息、长径比信息、形状代码信息、总长度信息、最小非零直径信息、所属面信息、最大非零直
径信息等等。这些信息都是通过对原始参数信息的归纳、分类得到的,经过处理的信息便于按照实际物理条件的限制进行分类。
24.在本发明的一些实施例中,特征所属的分类包括孔、平面、圆弧面、槽等。这些分类是构成零件的一般组成部分,换言之,零件一般都可以通过这些特征分类组成。
25.在本发明的一些实施例中,特征属性信息包括:特征所属的分类以及在该分类下的诸元特征。例如,若特征属性信息表明特征属于“孔”这一分类,那么特征属性信息还包括表明“孔”这一分类特点的诸元,例如通(出口)信息、通/盲信息、孔级数信息、最小螺纹信息、最紧直径公差值信息、最紧深度公差值信息、最大深度信息、长径比信息、形状代码信息、总长度信息、最小非零直径信息、所属面信息、最大非零直径信息等等。当然,如果特征属性信息表明特征属于“平面”,那么特征属性信息还包括表明“平面”这一分类特点的诸元,在此不一一枚举。
26.本发明的生成结构化数据的方法在步骤s104中对特征属性信息按加工约束条件分类生成加工属性信息。图3示出了可以对特征属性信息按加工约束条件进行分类的伪代码。其中,若满足函数中定义的条件,则该特征将匹配到加工属性信息“l2”。以上伪代码可以根据不同的特征信息进行调整,从而可以区分不同的特征,因而其具有极大的可拓展性。图3中的part.featuretype部分用于区分特征大类分类,该判断语句可以判断出特征的大致类型,如孔、面、槽等;其余部分为特征的详细判定区域,如判断孔的长径比、最大直径、公差等。需要特别指出的是,图中所示的加工属性信息“l2”及其代表的约束条件是根据实际物理约束条件生成的,例如,加工属性信息“l2”与特定的刀具以及特定的掘进方式是关联的。图中所示的加工属性信息“l2”不是随心所欲地指定的,这体现了本发明的方案的技术性,即,本发明的方案基于实际的技术问题和物理限制,并且采用技术手段来解决这类问题和限制。
27.在本发明的一些实施例中,加工约束条件根据特征所属的分类、在该分类下的诸元特征等信息生成。如图3所示,加工属性信息“l2”是与伪代码函数所代表的加工约束条件生成的。例如,加工属性信息“l2”对应的加工约束条件表明加工属性信息“l2”适合于加工特征“孔”,并且仅在满足函数主体部分的约束条件时才使用加工属性信息“l2”。在一些情况下,虽然也用于加工特征“孔”,但是“孔”的诸元特征不同于图3中所示的函数主体部分的约束条件,那么此时可能使用加工属性信息“l3”(图中未示出)。
28.本发明的生成结构化数据的方法在步骤s106中根据特征属性信息、加工属性信息调取相应的刀具信息。为了给特征匹配具体的工艺方案,可以结合提取的特征属性信息和/或加工属性信息进行特征工艺方案的自动匹配。在一些示例中,例如可以预先建立加工属性信息、特征属性信息、刀具信息的映射关系,然后可以根据其中的二者推定剩余的一者。
29.在本发明的一些实施例中,特征属性信息可以包括刀刃总长、钻尖的角度、分段的直径、分段的长度、最前端肩膀到与夹持部分过渡倒角肩膀的长度、夹持部分直径。刀具信息包括:进给速度、转速。
30.本发明的生成结构化数据的方法在步骤s108中基于刀具信息生成关于零件加工的结构化数据。本发明中的结构化数据是指形式上规整的(例如,构造成矩阵形式)、便于机器识读的(例如,存储格式一致)数据类型。虽然结构化数据的构造是基于刀具信息的,但是在构造过程中并不排除其他原始数据和中间过程数据,例如,可以基于原始参数信息、特征
属性信息、加工属性信息或者刀具信息。
31.在一些示例中,当机器读取根据本发明的方法构造的机构化数据时可以立刻推演出加工零件所需的各种刀具类型以及各个阶段的加工工艺细节。这种构造出来的机构化数据可以大大节省劳动力,且形成的加工方案在格式上更加统一。
32.根据本发明的另一方面,提供一种生成结构化数据的系统。如图2所示,系统20包括识别模块202、分类模块204、调取模块206以及生成模块208。
33.系统20的识别模块202被配置成识别零件的原始参数信息中的各特征并生成对应的特征属性信息。零件的原始参数信息可以呈现为数据表格的形式,数据表格中可以对每个特征的细节信息都配置固定的存储位置,从而为机器识读、后续的特征分类奠定基础。
34.在本发明的一些实施例中,原始参数信息可以包括零件的尺寸参数等可以从数字模型中导出的信息以及零件的标注信息。从而为后面的特征类型识别、工艺方法库、结构化数据生成等提供最基础的数据支持。例如,零件的原始参数信息可以包括诸如起点是否为破面、终点是否为破面、锥面还是圆柱、开口角度、角度上差、角度下差等。
35.进一步地,为了便于特征分类,可以对这些原始参数信息进行预处理,例如,识别模块202可以根据原始参数信息中的各个特征的具体内容生成对应于该特征的特征属性信息。例如,特征属性信息可以包括特征的大类分类信息、特征的小类代号信息、特征的类别(例如,孔、平面、圆弧面、槽等)信息、特征号信息、特征名称信息、(入口)垂直信息、通(出口)信息、通/盲信息、孔级数信息、最小螺纹信息、最紧直径公差值信息、最紧深度公差值信息、最大深度信息、长径比信息、形状代码信息、总长度信息、最小非零直径信息、所属面信息、最大非零直径信息等等。这些信息都是通过对原始参数信息的归纳、分类得到的,经过处理的信息便于按照实际物理条件的限制进行分类。
36.在本发明的一些实施例中,特征所属的分类包括:孔、平面、圆弧面、槽。这些分类是构成零件的一般组成部分,换言之,零件一般都可以通过这些特征分类组成。
37.在本发明的一些实施例中,特征属性信息包括:特征所属的分类以及在该分类下的诸元特征。例如,若特征属性信息表明特征属于“孔”这一分类,那么特征属性信息还包括表明“孔”这一分类特点的诸元,例如通(出口)信息、通/盲信息、孔级数信息、最小螺纹信息、最紧直径公差值信息、最紧深度公差值信息、最大深度信息、长径比信息、形状代码信息、总长度信息、最小非零直径信息、所属面信息、最大非零直径信息等等。当然,如果特征属性信息表明特征属于“平面”,那么特征属性信息还包括表明“平面”这一分类特点的诸元,在此不一一枚举。
38.系统20的分类模块204被配置成对特征属性信息按加工约束条件分类生成加工属性信息。图3示出了可以对特征属性信息按加工约束条件进行分类的伪代码。其中,若满足函数中定义的条件,则分类模块204将该特征匹配到加工属性信息“l2”。以上伪代码可以根据不同的特征信息进行调整,从而可以区分不同的特征,因而其具有极大的可拓展性。图3中的part.featuretype部分用于区分特征大类分类,该判断语句可以判断出特征的大致类型,如孔、面、槽等;其余部分为特征的详细判定区域,如判断孔的长径比、最大直径、公差等。需要特别指出的是,图中所示的加工属性信息“l2”及其代表的约束条件是根据实际物理约束条件生成的,例如,加工属性信息“l2”与特定的刀具以及特定的掘进方式是关联的。图中所示的加工属性信息“l2”不是随心所欲地指定的,这体现了本发明的方案的技术性,
即,本发明的方案基于实际的技术问题和物理限制,并且采用技术手段来解决这类问题和限制。
39.在本发明的一些实施例中,加工约束条件根据特征所属的分类、在该分类下的诸元特征等信息生成。如图3所示,加工属性信息“l2”是与伪代码函数所代表的加工约束条件生成的。例如,加工属性信息“l2”对应的加工约束条件表明加工属性信息“l2”适合于加工特征“孔”,并且仅在满足函数主体部分的约束条件时才使用加工属性信息“l2”。在一些情况下,虽然也用于加工特征“孔”,但是“孔”的诸元特征不同于图3中所示的函数主体部分的约束条件,那么此时可能使用加工属性信息“l3”(图中未示出)。
40.系统20的调取模块206被配置成根据特征属性信息、加工属性信息调取相应的刀具信息。为了给特征匹配具体的工艺方案,可以结合提取的特征属性信息和/或加工属性信息进行特征工艺方案的自动匹配。在一些示例中,例如可以预先建立加工属性信息、特征属性信息、刀具信息的映射关系,然后可以根据其中的二者推定剩余的一者。
41.在本发明的一些实施例中,特征属性信息可以包括刀刃总长、钻尖的角度、分段的直径、分段的长度、最前端肩膀到与夹持部分过渡倒角肩膀的长度、夹持部分直径。刀具信息包括:进给速度、转速。
42.系统20的生成模块208被配置成基于刀具信息生成关于零件加工的结构化数据。本发明中的结构化数据是指形式上规整的(例如,构造成矩阵形式)、便于机器识读的(例如,存储格式一致)数据类型。虽然结构化数据的构造是基于刀具信息的,但是在构造过程中并不排除其他原始数据和中间过程数据,例如,可以基于原始参数信息、特征属性信息、加工属性信息或者刀具信息。
43.在一些示例中,当机器读取根据本发明的系统20构造的机构化数据时可以立刻推演出加工零件所需的各种刀具类型以及各个阶段的加工工艺细节。这种构造出来的机构化数据可以大大节省劳动力,且形成的加工方案在格式上更加统一。
44.根据本发明的另一方面,提供一种计算机可读存储介质,计算机可读存储介质中存储有指令,其特征在于,当所述指令由处理器执行时,使得处理器执行如上文所述的任意一种方法。本发明中所称的计算机可读介质包括各种类型的计算机存储介质,可以是通用或专用计算机能够存取的任何可用介质。举例而言,计算机可读介质可以包括ram、rom、eprom、e2prom、寄存器、硬盘、可移动盘、cd-rom或其他光盘存储器、磁盘存储器或其他磁存储设备、或者能够用于携带或存储具有指令或数据结构形式的期望的程序代码单元并能够由通用或特定用途计算机、或者通用或特定用途处理器进行存取的任何其他临时性或者非临时性介质。如本文所使用的,盘(disk)和碟(disc)包括紧致碟(cd)、激光碟、光碟、数字多用途光碟(dvd)、软盘和蓝光碟,其中盘通常磁性地复制数据,而碟则用激光来光学地复制数据。上述的组合也应当包括在计算机可读介质的保护范围之内。示例性存储介质耦合到处理器以使得该处理器能从/向该存储介质读写信息。在替换方案中,存储介质可以被整合到处理器。处理器和存储介质可驻留在asic中。asic可驻留在用户终端中。在替换方案中,处理器和存储介质可作为分立组件驻留在用户终端中。
45.以上例子主要说明了本发明的生成结构化数据的方法、生成结构化数据的系统以及计算机可读存储介质。本发明通过结构化重组可以对零件的每个特征进行精细化描述,并对每个特征进行可选加工方案的自动匹配,为后续的工艺编排提供结构化数据,同时通
过对不同类型特征对象的分类,可以应用于各种不同的箱体零件。尽管只对其中一些本发明的实施方式进行了描述,但是本领域普通技术人员应当了解,本发明可以在不偏离其主旨与范围内以许多其他的形式实施。因此,所展示的例子与实施方式被视为示意性的而非限制性的,在不脱离如所附各权利要求所定义的本发明精神及范围的情况下,本发明可能涵盖各种的修改与替换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1