一种使用制造执行系统生产特殊医学用途配方食品的方法与流程
[0001]
本发明涉及特殊医学用途配方食品生产技术领域,尤其涉及一种使用制造执行系统生产特殊医学用途配方食品的方法。
背景技术:
[0002]
相关术语解释:特殊医学用途配方食品(food for special medical purposes,缩写为fsmp),是为了满足进食受限、代谢紊乱、消化吸收障碍等特殊疾病人群对营养膳食的需要,专门加工配制而成的配方食品。目前,特殊医学用途配方食品的生产过程信息传递仍由纸质单据完成,生产执行步骤得不到严格监控,导致批记录数据不全、数据难追溯、质量偏差处理不及时等问题。一旦生产数据无法实时准确地提供给生产管理层,会直接影响到生产计划部门的计划调整和下发,从而导致上游部门无法进行有效的业务管控和风险识别。scada系统:一种数据采集系统;电子批记录:电子版的批生产记录,可执行在线数据自动收集,监视、控制批次生产过程中的每个环节,有效提高整个生产周期的效率。电子批记录:电子版的批生产记录,可执行在线数据自动收集,监视、控制批次生产过程中的每个环节,有效提高整个生产周期的效率。
[0003]
mes系统即制造生产过程执行系统,是一套面向制造企业生产执行层的信息化管理系统,涉及整个生产过程的管理与控制执行。mes系统定位于计划管理层和底层设备层之间,作为企业信息系统与生产设备之间的桥梁,通过整个生产过程的信息传递形成闭环信息流,进而提高企业的生产效益。目前,适用于特殊医学用途配方食品生产制造的管理系统未见报道,虽然有一些制造型企业采用了mes来进行管理,但是这种管理也仅限于自动化设备的控制和数据采集,不能实现产品生产过程全周期的智能化管理。
[0004]
例如,在专利cn109190944a中,公开一种用于药企的生产制造执行系统,可直接收集生产现场数据,从而简化结构,降低成本,便于信息化系统的建设和推广。上述现有方案虽然对药品生产数据的采集方式进行了改进,但是并不能做到定制化产品工艺路线和产品生产全周期的的管控,缺少基于生产数据分析建模的预防性维修功能,也不符合《特殊医学用途配方食品良好生产规范》中对特殊医学用途配方食品生产制造的相关规定要求。
[0005]
鉴于以上所述现有技术的缺点,本发明的目的在于提供使用制造执行系统生产特殊医学用途配方食品的方法,用于解决生产过程中的合规性问题,实现产品生产过程全周期管控、历史数据可追溯,并能有效提高生产效率。
技术实现要素:
[0006]
(一)发明目的
[0007]
为解决背景技术中存在的技术问题,本发明提出一种使用制造执行系统生产特殊医学用途配方食品的方法。
[0008]
(二)技术方案
[0009]
为解决上述问题,本发明提供了一种使用制造执行系统生产特殊医学用途配方食
品的方法,包括以下方法步骤:
[0010]
第一步,在erp系统中生成销售订单,包括用户名称、订单数量、销售合同信息;
[0011]
第二步,根据销售订单制定排产计划,包括以下内容:产品的名称、规格、生产批号、生产数量;
[0012]
第三步,使用企业连接器,将erp中的排产计划传递至mes系统;企业连接器为api接口、消息总线或者中间表;
[0013]
第四步,mes系统同步接收erp系统的排产计划;系统配置自动同步和手动同步两种功能,将第二步中的排产计划同步到mes系统中;
[0014]
第五步,根据产品品名匹配对应的配方;在mes系统工艺配方管理模块进行配方信息的管理,包括了产品所需的所有原辅料及配比,包括产品编码及名称、批量、版本、状态、物料组成、配比;
[0015]
第六步,定制化工艺路径;使用图形化的方式配置工艺路径,关联各个生产操作单元的流程关系,并可以根据需要灵活修改工艺路径;
[0016]
第七步,mes系统创建并自动分解批指令,将批指令下发到各工位终端,操作员通过终端接收、查看批指令信息;批指令信息包括:批指令编码、产品代号、产品名称、产品规格、批号、计划数量、配方号、批指令状态;
[0017]
第八步,批指令执行;各岗位根据接收的批指令来执行生产作业,工艺配方中定义的工艺路径用来控制生产作业执行顺序;mes系统中可以查看到批指令的执行情况,例如:生产执行到哪个工序,每个工序的开始与结束时间,系统可自动计算每个工序的耗时,生成甘特图;
[0018]
第九步,物料称量控制;mes系统指导操作人员称量作业,同时记录称量过程中的批次、品名、重量数据,监控称量过程中的各种偏差;称量模式包括净重称量、减重称量、带皮称量、手动称量模式;
[0019]
第十步,生产过程控制;mes系统对生产过程全周期进行过程控制;
[0020]
第十一步,数据采集;通过scada系统平台实现对生产系统数据及环境系统数据的集中采集和管控,实现了海量过程数据的实时采集和存储,为mes系统提供数据支撑;
[0021]
第十二步,预防性维护;在特殊医学用途配方食品生产过程中,根据第十一步中的采集数据作为训练样本,采用智能算法对可修部件的故障率建立数学模型,实现故障预测并提供维修策略;故障预测与维修策略可通过工位终端与操作者进行交互,指导进行部件的预防性维护;
[0022]
第十三步,生产结束后,mes系统生成完整的电子批记录;电子批记录包括生产过程全周期的数据信息,实现对产品生产过程的工艺参数、报警情况及超限处理情况及操作人员的实时跟踪记录;
[0023]
根据权限查看到任何一批电子批记录的内容,支持pdf格式的电子批记录导出;
[0024]
第十四步,批次分析;mes系统提供批次数据分析、批次对比分析、批次回顾分析的分析功能,能够计算最大值、最小值、平均值、方差、极差;使生产与质量管理人员及时、全面的了解生产情况,充分利用采集到的大量生产过程数据,为发现问题、进行工艺改进提供科学依据;
[0025]
第十五步,设备设施管理;mes系统实现对生产过程中的器具、房间状态、设备进行
管理;
[0026]
第十六步,过程质量控制;mes系统对生产过程中产生的偏差进行处理和管理;
[0027]
第十七步,生产看板;生产管理人员可以通过生产看板了解现场生产状态;
[0028]
第十八步,生产完工后,完工信息通过第三步中的企业连接器传递至erp系统;完工信息包括:产品的名称、规格、生产批号、生产数量、成品率、入库数量、货位信息;
[0029]
第十九步,erp根据完工信息核算生产成本。
[0030]
优选的,所述第九步中,称量流程如下:
[0031]
(1)根据工艺配方物料流转定义自动推荐秤具,根据配方及物料的检验结果自动计算所需称量的数量;
[0032]
(2)称量过程中采用扫描枪快速识别、核对原辅料信息是否正确并控制数量在称量允差范围内,核对原辅料信息包括品名、批号、批次有效期、批次复检期;
[0033]
(3)自动记录称量过程的数据,自动检测称具是否校准、自校、故障、是否具备称量条件;称量过程和结果在称量界面上显示;
[0034]
(4)每次称量完成后自动打印标签,称量完成后能判断是否完成所有称量任务。
[0035]
优选的,所述第十步中,具体包括以下方面:
[0036]
(1)mes系统在工序生产开始前,判断房间的清场状态、设备状态及物料状态和流转;在工序生产结束后,计算物料平衡率;
[0037]
(2)在生产执行过程中,实时采集过程数据,生成运行曲线,便于追溯批次生产过程;实时采集过程数据包括工艺参数、设备状态、运行参数、环境参数;
[0038]
(3)可以根据质量控制要求,监控特定的质量指标是否符合要求,不符合要求时生成报警;
[0039]
(4)电子签名:采用用户名+密码方式进行,保证数据的有效性和可靠性;签名不可复制、不可修改。
[0040]
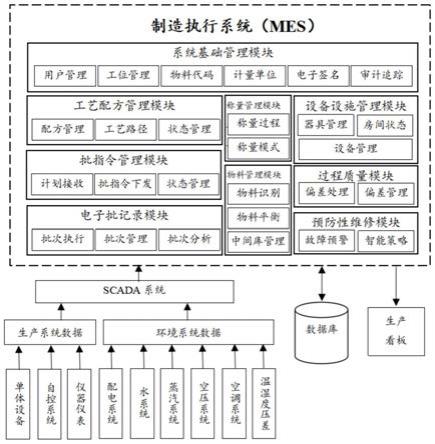
优选的,所述第十一步中,采集公用设施的环境实时数据是指生产过程全周期中的环境因素数据,包括配电系统、水系统、蒸汽系统、空压系统、空调系统和温湿度压差数据;采集生产过程中工艺设备产生的实时数据,工艺设备是plc控制的单体设备或者是带有上位机的自控系统或者是记录工艺指标的仪器仪表。
[0041]
优选的,所述第十二步中,智能算法指的是bp神经网络或者遗传算法;
[0042]
预防性维护包括设备运行状态信息的实时监测、设备运行性能评估、定期维护记录和智能维修策略;
[0043]
(1)采用scada系统实时采集电机的参数信号,建立训练样本库;参数信号是正常使用情况下,电机的功率、电流、电压、轴心温度、震动信号;
[0044]
(2)采用bp神经网络训练样本,建立故障预测模型;
[0045]
(3)当电机性能开始下降时,mes系统通过故障预测模型进行判断,及时显示预警信息,并提供维修策略,指导操作者维护保养;该电机预防性维护模型提高了设备运行的稳定性,降低设备紧急故障停机次数,可有效保证车间的稳定生产。
[0046]
优选的,所述第十五步中,
[0047]
(1)器具管理:mes系统自动记录器具状态变化的整个过程,生成运行履历记录和使用台帐,记录每次使用和校准信息;每个器具自校状态分为:待自校、已自校,只有定义为
“
已自校”状态的器具才能被使用;可以设定有效期,超出有效期,系统自动切换到“待自校”状态;当称量器具执行了自校操作后,状态由“待自校”切换到“已自校”;
[0048]
(2)房间状态:mes系统关联房间的状态,自动记录房间状态变化并设定相应的管理内容;“禁用”时不允许发送物料至该房间并且此房间不允许进行生产活动;
[0049]
当执行清场操作时,状态由“待清场”切换到“已清场”;
[0050]
当房间收到生产指令时,状态由“已清场”切换到“生产中”;
[0051]
超出清场有效期时,房间状态自动从“已清场”变为“待清场”;
[0052]
设备管理:生产过程中,设备运行数据来源于与scada系统集成,在mes系统设备管理模块中可以配置具体设备各运行数据的采集点;生产批次执行过程中直接获取设备运行数据,显示并自动生成在电子批记录中,保证了生产过程中数据的及时性、完整性、可靠性。
[0053]
优选的,所述第十六步中,偏差处理流程如下:
[0054]
首先,在生产配方中进行偏差定义,mes系统在生产指令执行过程中,自动识别超限情况,形成偏差记录;
[0055]
其次,mes系统可以推送偏差信息给质量管理人员进行查看和审核,质量管理人员能够快速定位偏差并记录相应的处理意见。
[0056]
优选的,所述第十六步中,偏差管理如下:偏差管理同时支持创建偏差、查看偏差详情、记录偏差处理过程、关闭偏差功能。
[0057]
优选的,所述第十七步中,看板包括但不限于的如下内容:
[0058]
产品信息:产品代码、产品名称、产品规格、批号、批量、生产/包装状态
[0059]
执行步骤:岗位名、生产/结束时间、状态、执行步骤;
[0060]
生产数据图表:生产数量、周产量、收益率统计;
[0061]
报警信息汇总:故障报警、偏差信息。
[0062]
本发明的上述技术方案具有如下有益的技术效果:
[0063]
(1)实现特殊医学用途配方食品生产过程全周期管控。本发明中的mes系统适用于特殊医学用途配方食品生产制造,符合相关法律法规要求,实现产品各生产环节的管控。mes系统实现功能包括基础管理、工艺配方管理、批指令管理、电子批记录、称量管理、物料管理、设备设施管理、过程质量、预防性维护。
[0064]
(2)实现数据的实时采集,历史数据可追溯。在特殊医学用途配方食品生产制造过程中,mes系统实时采集生产过程参数、关键工艺参数、设备状态、环境参数、偏差报警信息,可生成运行曲线,便于追溯批次生产过程。
[0065]
(3)规范和指导车间标准化作业。mes系统自动生成满足sop要求和《特殊医学用途配方食品良好生产规范》的电子批记录,指导生产操作员按照规范进行作业操作。生产过程中及时生成各类报表和交互看板,传递产量、质量、生产进度等信息,实现无纸化传递信息的要求。
[0066]
(4)实现基于生产数据分析建模的预防性维修功能。在特殊医学用途配方食品生产过程中,根据scada系统的大量实时数据作为训练样本,采用智能算法对可修部件的故障率建立数学模型,实现故障预测并提供维修策略。
[0067]
(5)调高生产效率,降低产值能耗。通过定制化的生产工艺流程控制和信息管理,减少人员误操作及不合理生产造成的物料和能源损耗,最大化产品生产率。
附图说明
[0068]
图1为本发明中特殊医学用途配方食品制造执行系统的功能架构图;
[0069]
图2为本发明中生产看板参考图;
[0070]
图3为本发明中工艺路径示意图;
[0071]
图4为本发明中批指令管理模块示意图;
[0072]
图5为本发明中电子批记录示意图;
[0073]
图6为本发明中生产数据追溯参考图;
[0074]
图7为本发明中称量模块示意图;
[0075]
图8为本发明中物料标签示意图;
[0076]
图9为本发明中偏差处理示意图;
[0077]
图10为本发明中预防性维护示意图;
[0078]
图11为本发明中特殊医学用途配方食品生产制造系统的信息流程图。
[0079]
图中:1-销售订单;2-排产计划;3-企业连接器;4-同步接收;5-配方选择;6-工艺路线设定;7-批指令下发;8-批指令执行;9-物料称量控制;10-生产过程控制;11-数据采集;12-预防性维护;13-电子批记录;14-批次分析;15-设备设施管理;16-过程质量控制;17-生产看板;18-生产完工;19-成本控制。
具体实施方式
[0080]
为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
[0081]
如图1-11所示,本发明提出的一种使用制造执行系统生产特殊医学用途配方食品的方法,如图1所示,首先,通过scada系统平台实现对生产系统数据及环境系统数据的集中采集和管控,实现了海量过程数据的实时采集和存储,为mes系统提供数据支撑。这里的生产系统数据指的是生产过程中工艺设备产生的实时数据,工艺设备可以是plc控制的单体设备,也可以是带有上位机的自控系统,或者是记录工艺指标的仪器仪表。环境系统数据为公用设施的实时数据,具体地说是指生产过程全周期中的环境因素数据,包括配电系统、水系统、蒸汽系统、空压系统、空调系统和温湿度压差数据。
[0082]
其次,mes系统可以在特殊医学用途配方食品生产过程中提供包括系统基础管理模块、工艺配方管理模块、批指令管理模块、电子批记录模块、称量管理模块、物料管理模块、设备设施管理模块、过程质量模块、预防性维护模块等功能模块。
[0083]
再次,生产过程的实时数据存储在数据库中,生产全过程数据可追溯。如图2所示,生产看板用于接收生产过程数据及系统分析数据,生产管理人员可以通过生产看板了解现场生产状态,实现生产调度、生产进度监控、生产统计。生产看板内容包括:产品信息、执行步骤、生产数据图表、报警信息汇总。
[0084]
以下对mes系统各模块功能进行详细论述:
[0085]
(1)系统基础管理模块
[0086]
包括用户管理、工位管理、物料代码、计量单位、电子签名、审计追踪等六部分。
[0087]
用户管理:
[0088]
可以对系统使用者进行管理,实现包括查询、新增、编辑、重置、锁定、解锁、失效等功能;可以对用户角色的分组和权限的分配,功能包括用户组查询、新增、编辑、重置、锁定、解锁、失效、用户组权限分配。通过拖拉的方式将用户放到不同的用户组里,从而使用户获得相应的权限。
[0089]
工位管理:
[0090]
工位是生产过程最基本的生产单元,操作人员在所属的工位操作终端上登录系统并进行操作。工位管理可以设定操作终端,终端与工位之间存在关联关系,通常情况下设定一个正常使用工位和一个或若干备用终端。
[0091]
物料代码:
[0092]
mes系统内的物料代码定义与特殊医学用途配方食品生产活动相关的所有物品,如:原料、辅料、内包材、外包材、中间品、成品等。物料代码在mes系统中具有唯一性,一种物料不能有多个物料代码,一个物料代码不能对应多种物料。
[0093]
计量单位:
[0094]
管理生产过程数据基本需要计量单位,如重量、体积、密度等,可以在mes系统中进行计量单位的配置,且同类计量单位之间可以相互转换。
[0095]
电子签名:
[0096]
电子签名是电子批记录的重要组成部分,电子签名设计符合《特殊医学用途配方食品良好生产规范》的要求,采用用户名+密码方式进行,保证数据的有效性和可靠性。签名不可复制、不可修改。
[0097]
审计追踪:
[0098]
任何针对系统的登录、登出、参数设置及数据修改等操作事件都会被记录在审计追踪模块中,并提供多种检索方式,以确保信息的可追溯性。
[0099]
mes系统的审计追踪实现了对以下信息的记录:
[0100]
用户登录名、登录/登出时间、登陆次数、登录后的运行内容;
[0101]
对数据修改,系统自动会保留数据修改前后的数据、修改理由、修改人、修改时间;
[0102]
用户在终端中执行的操作。
[0103]
(2)工艺配方管理模块
[0104]
mes系统的工艺配方包含了产品生产过程中的配方管理、工艺路径、状态管理等信息,是指导生产过程的重要数据。可以定制各个产品的配方和工艺路径,设定原辅料、中间产品和最终成品在各工位之间流转的流程,并能根据生产需要进行及时调整。
[0105]
配方管理:
[0106]
配方描述了成品所需的所有原辅料及配比,基本信息包括产品编码及名称、批量、版本、状态、物料组成、配比等信息。
[0107]
采用所见即所得的可视化方式对配方元素进行配置,其中包括产品的生产路径定义,路径中每个工位的操作步骤定义,操作步骤中批记录模板、所要采集的数据等页面资源的定义。
[0108]
工艺路径:
[0109]
以工作流的方式定义工艺路径,并通过图形化的方式在系统中进行配置。工艺路
径包括了生产过程操作的执行流程,以及生产操作过程用到的资源及程序。工艺路径由多个生产操作单元组成,通过定义各个生产操作单元之间的关联关系,实现工艺路径的定制化操作。
[0110]
3)状态管理:
[0111]
如图3所示,用于管理工艺配方、工艺路径在制定、审批过程中不同的状态,包括初始、编辑、确认、生效、归档和废弃。
[0112]
(3)批指令管理模块
[0113]
批指令是生产过程的核心环节,各工序均围绕批指令开展,mes系统根据批指令,对生产执行过程进行控制和追踪。批生产指令管理包括计划接收、批指令下发和状态管理。
[0114]
1)计划接收:
[0115]
首先,同步接受来自计划层系统下发的含有产品名称、规格、产量、批次号信息的生产计划;
[0116]
其次,mes系统根据产品名称及产量创建批指令。
[0117]
2)批指令下发:
[0118]
批指令主要包括下面信息:批指令编码、产品代号、产品名称、产品规格、批号、计划数量、配方号、批指令状态。
[0119]
批指令生效后,mes系统自动分解到各工位,并在工序生产开始前,判断房间的清场状态、设备状态及物料状态和流转,在工序生产结束,计算物料平衡率。
[0120]
可在系统中查看到批指令的执行情况,例如:生产执行到哪个工序,每个工序的开始与结束时间,系统可自动计算每个工序的耗时,生成甘特图。
[0121]
3)状态管理:
[0122]
如图4所示,图4批指令管理模块示意图,用于管理批指令的状态,包括审批中、生效、生产中、生产结束和终止。
[0123]
(4)电子批记录模块
[0124]
电子批记录模块根据产品批生产记录配置,执行在线数据自动收集,监视、控制批次生产过程中的每个环节,有效提高整个生产周期的效率。
[0125]
mes系统通过生成电子批记录,实现对产品生产过程的工艺参数、报警情况及超限处理情况及操作人员的实时跟踪记录。
[0126]
1)批次执行
[0127]
每个工位自动接收本工位的生产批记录,根据工艺配方中定义的工艺路径,控制生产操作执行顺序。每个工位操作人员严格按照生产操作的程序定义进行生产。
[0128]
在批次执行过程中,通过扫码对各工序的物料领用、称量、暂存、发放、投料、产出等环节进行控制,避免因人为因素造成的物料使用错误,保证产品质量。
[0129]
在批次执行过程中,实时采集过程数据(工艺参数、设备状态、运行参数、环境参数,特别是关键工艺参数(cpp)),生成运行曲线,便于追溯批次生产过程。
[0130]
同时,可以根据质量控制要求,监控特定的质量指标是否符合要求,不符合要求时生成报警。
[0131]
2)批次管理
[0132]
每批次生产结束之后,按照定制的批记录模板生成批次生产记录报告。批次管理
对批次相关数据进行查询、分析、归档等操作,批次相关数据包括批记录、设备基础数据、生产报警等数据。
[0133]
可在系统中,根据权限查看到任何一批电子批记录的内容。
[0134]
可导出/打印完整的、包含导出/打印人信息的pdf格式的批记录。
[0135]
3)批次分析
[0136]
如图5、图6所示,图5为电子批记录示意图,图6为生产数据追溯参考图,mes系统提供批次数据分析、批次对比分析、批次回顾分析等分析功能,能够计算最大值、最小值、平均值、方差、极差等。使生产与质量管理人员及时、全面的了解生产情况,充分利用采集到的大量生产过程数据,为发现问题、进行工艺改进提供科学依据。
[0137]
(5)称量管理模块
[0138]
称量管理模块对特殊医学用途配方食品生产的称量过程进行系统化、规范化的管理,指导操作人员称量作业,同时记录称量过程中的批次、品名、重量等数据,监控称量过程中的各种偏差。
[0139]
1)称量流程
[0140]
可以根据工艺配方物料流转定义自动推荐秤具,根据配方及物料的检验结果自动计算所需称量的数量。
[0141]
称量过程中采用扫描枪快速识别、核对原辅料信息(品名、批号、批次有效期、批次复检期等)是否正确并控制数量在称量允差范围内
[0142]
自动记录称量过程的数据,自动检测称具是否校准、自校、故障、是否具备称量条件。称量过程和结果在称量界面上显示。
[0143]
每次称量完成后自动打印标签,称量完成后能判断是否完成所有称量任务。
[0144]
2)称量模式
[0145]
如图7所示,称量模式是为适应不同规格的物料及不同的容器而归纳出的模式。模式中对这些不同的称量过程定义了不同的步骤,用于指导实际称量过程。
[0146]
称量模式包括批指令称量、无批指令称量;多批称量方式;净重称量、减重称量、带皮称量、手动称量模式。
[0147]
(6)物料管理模块
[0148]
包括物料识别、物料平衡、中间库管理。
[0149]
1)物料识别:mes系统通过扫描称量标签上的条码获取物料信息,如图8所示,图8为物料标签示意图,自动对比识别所操作的物料是否与工单物料清单的物料名称、批号相匹配,对于不匹配的物料会及时给出报警提示。
[0150]
物料识别功能的主要内容包括:检查物料是否和工单匹配;检查物料质量状态是否在检验有效期内;复核重量,超出误差自动报警。
[0151]
物料平衡:mes系统中会记录各个工序物料领用数量、消耗数量、退库数量、取样数量、废品数量等,自动计算收率和物料平衡率,如果超出误差范围,给予异常报警,提醒相关人员并生成相应报表。
[0152]
中间库管理:结合现场实际情况建立车间的中间库存储体系,可以根据台账配置进入中间库的原材料、辅料以及包装材料。在批生产指令生效后,mes系统可自动核对中间库的物料库存情况,若中间库相应物料库存不足时,系统会提示物料管理人员进行领料。
[0153]
(7)设备设施管理模块
[0154]
包括器具管理、房间状态、设备管理。
[0155]
器具管理:mes系统自动记录器具状态变化的整个过程,生成运行履历记录和使用台帐,记录每次使用和校准信息。每个器具自校状态分为:待自校、已自校,只有定义为“已自校”状态的器具才能被使用。可以设定有效期,超出有效期,系统自动切换到“待自校”状态;当称量器具执行了自校操作后,状态由“待自校”切换到“已自校”;
[0156]
房间状态:mes系统可以关联房间的状态(可用、待清场、在生产、禁用等),自动记录房间状态变化并设定相应的管理内容。例如:“禁用”时不允许发送物料至该房间并且此房间不允许进行生产活动;
[0157]
当执行清场操作时,状态由“待清场”切换到“已清场”;
[0158]
当房间收到生产指令时,状态由“已清场”切换到“生产中”;
[0159]
超出清场有效期时,房间状态自动从“已清场”变为“待清场”。
[0160]
设备管理:生产过程中,设备运行数据来源于与scada系统集成,在mes系统设备管理模块中可以配置具体设备各运行数据的采集点。生产批次执行过程中直接获取设备运行数据,显示并自动生成在电子批记录中,保证了生产过程中数据的及时性、完整性、可靠性。
[0161]
(8)过程质量控制模块
[0162]
面向车间的偏差处理流程,满足特殊医学用途配方食品生产过程管控要求,提高产品质量和生产效率。
[0163]
满足特殊医学用途配方食品生产批记录完整、合规、信息及时、透明的要求,实现快速查阅批次履历,及时响应过程和售后投诉的处置,提高质量管理工作效率的需要。
[0164]
偏差处理流程
[0165]
图9为偏差处理示意图,首先,在生产配方中进行偏差定义,mes系统在生产指令执行过程中,自动识别超限情况,形成偏差记录。
[0166]
其次,mes系统可以推送偏差信息给质量管理人员进行查看和审核,质量管理人员能够快速定位偏差并记录相应的处理意见。
[0167]
2)偏差管理
[0168]
偏差管理同时支持创建偏差、查看偏差详情、记录偏差处理过程、关闭偏差等功能。
[0169]
(9)预防性维护模块
[0170]
图10为预防性维护示意图预防性维护是以故障预防为目的,通过对设备的日常检测发现故障征兆,在设备故障发生之前对其进行各种维护活动。预防性维护包括设备运行状态信息的实时监测、设备运行性能评估、定期维护记录和智能维修策略。
[0171]
在特殊医学用途配方食品生产过程中,根据scada系统的大量实时数据作为训练样本,采用智能算法对可修部件的故障率建立数学模型,实现故障预测并提供维修策略。具体的讲,这里的智能算法指的是神经网络或者遗传蚁群算法。
[0172]
实例:对某生产设备的电机建立预防性维护模型
[0173]
首先,采用scada系统实时采集电机的参数信号,建立训练样本库。这里的参数信号指的是正常使用情况下,电机的功率、电流、电压、轴心温度、震动信号。
[0174]
其次,采用bp神经网络训练样本,建立故障预测模型。
[0175]
再次,当电机性能开始下降时,mes系统通过故障预测模型进行判断,及时显示预警信息,并提供维修策略,指导操作者维护保养。
[0176]
该电机预防性维护模型提高了设备运行的稳定性,降低设备紧急故障停机次数,可有效保证车间的稳定生产。
[0177]
如图11所示,举例描述特殊医学用途配方食品生产制造系统的信息流程实现方式。为了描述方便,构建符合《特殊医学用途配方食品良好生产规范》的信息化三层架构,实现信息传递互通,这里的信息化三层架构指的是计划管理层/生产执行层/设备底层。其中,计划管理层以erp系统为例进行说明,生产执行层以本发明中的mes系统为例进行说明,设备底层指的是生产特殊医学用途配方食品使用的生产设备。
[0178]
第一步,在erp系统中生成销售订单,具体来讲,包括用户名称、订单数量、销售合同信息。
[0179]
第二步,根据销售订单制定排产计划,具体来讲,包括以下内容:产品的名称、规格、生产批号、生产数量。
[0180]
第三步,使用企业连接器,将erp中的排产计划传递至mes系统。这里的企业连接器可以是api接口、消息总线或者中间表。
[0181]
第四步,mes系统同步接收erp系统的排产计划。系统配置自动同步和手动同步两种功能,可以将第二步中的排产计划同步到mes系统中。
[0182]
第五步,根据产品品名匹配对应的配方。在mes系统工艺配方管理模块进行配方信息的管理,包括了产品所需的所有原辅料及配比,包括产品编码及名称、批量、版本、状态、物料组成、配比。
[0183]
第六步,定制化工艺路径。使用图形化的方式配置工艺路径,关联各个生产操作单元的流程关系,并可以根据需要灵活修改工艺路径。
[0184]
第七步,mes系统创建并自动分解批指令,将批指令下发到各工位终端,操作员通过终端接收、查看批指令信息。批指令信息包括:批指令编码、产品代号、产品名称、产品规格、批号、计划数量、配方号、批指令状态。
[0185]
第八步,批指令执行。各岗位根据接收的批指令来执行生产作业,工艺配方中定义的工艺路径用来控制生产作业执行顺序。mes系统中可以查看到批指令的执行情况,例如:生产执行到哪个工序,每个工序的开始与结束时间,系统可自动计算每个工序的耗时,生成甘特图。
[0186]
第九步,物料称量控制。mes系统指导操作人员称量作业,同时记录称量过程中的批次、品名、重量等数据,监控称量过程中的各种偏差。称量模式包括净重称量、减重称量、带皮称量、手动称量模式。
[0187]
称量流程如下:
[0188]
(1)可以根据工艺配方物料流转定义自动推荐秤具,根据配方及物料的检验结果自动计算所需称量的数量。
[0189]
(2)称量过程中采用扫描枪快速识别、核对原辅料信息(品名、批号、批次有效期、批次复检期等)是否正确并控制数量在称量允差范围内
[0190]
(3)自动记录称量过程的数据,自动检测称具是否校准、自校、故障、是否具备称量条件。称量过程和结果在称量界面上显示。
[0191]
(4)每次称量完成后自动打印标签,称量完成后能判断是否完成所有称量任务。
[0192]
第十步,生产过程控制。mes系统对生产过程全周期进行过程控制,具体包括以下几方面:
[0193]
(1)mes系统在工序生产开始前,判断房间的清场状态、设备状态及物料状态和流转;在工序生产结束后,计算物料平衡率。
[0194]
(2)在生产执行过程中,实时采集过程数据(工艺参数、设备状态、运行参数、环境参数,特别是关键工艺参数(cpp)),生成运行曲线,便于追溯批次生产过程。
[0195]
(3)可以根据质量控制要求,监控特定的质量指标是否符合要求,不符合要求时生成报警。
[0196]
(4)电子签名:采用用户名+密码方式进行,保证数据的有效性和可靠性。签名不可复制、不可修改。
[0197]
第十一步,数据采集。通过scada系统平台实现对生产系统数据及环境系统数据的集中采集和管控,实现了海量过程数据的实时采集和存储,为mes系统提供数据支撑。
[0198]
(1)采集公用设施的环境实时数据,具体地说是指生产过程全周期中的环境因素数据,包括配电系统、水系统、蒸汽系统、空压系统、空调系统和温湿度压差数据。
[0199]
(2)采集生产过程中工艺设备产生的实时数据,工艺设备可以是plc控制的单体设备,也可以是带有上位机的自控系统,或者是记录工艺指标的仪器仪表。
[0200]
例如,与本专利相关的特殊医学用途配方食品生产设备包括:进口灌封机、机器人码垛-包装自动生产线、智能配料系统站、自控灭菌线、自动化精洗机、粗洗机、称量称具。
[0201]
第十二步,预防性维护。在特殊医学用途配方食品生产过程中,根据第十一步中的采集数据作为训练样本,采用智能算法对可修部件的故障率建立数学模型,实现故障预测并提供维修策略。故障预测与维修策略可通过工位终端与操作者进行交互,指导进行部件的预防性维护。具体的讲,这里的智能算法指的是bp神经网络或者遗传算法。
[0202]
预防性维护包括设备运行状态信息的实时监测、设备运行性能评估、定期维护记录和智能维修策略。
[0203]
例如:对某生产设备的电机建立预防性维护模型
[0204]
(1)采用scada系统实时采集电机的参数信号,建立训练样本库。这里的参数信号指的是正常使用情况下,电机的功率、电流、电压、轴心温度、震动信号。
[0205]
(2)采用bp神经网络训练样本,建立故障预测模型。
[0206]
(3)当电机性能开始下降时,mes系统通过故障预测模型进行判断,及时显示预警信息,并提供维修策略,指导操作者维护保养。
[0207]
该电机预防性维护模型提高了设备运行的稳定性,降低设备紧急故障停机次数,可有效保证车间的稳定生产。
[0208]
第十三步,生产结束后,mes系统生成完整的电子批记录。电子批记录包括生产过程全周期的数据信息,实现对产品生产过程的工艺参数、报警情况及超限处理情况及操作人员的实时跟踪记录。
[0209]
可根据权限查看到任何一批电子批记录的内容,支持pdf格式的电子批记录导出。
[0210]
第十四步,批次分析。mes系统提供批次数据分析、批次对比分析、批次回顾分析等分析功能,能够计算最大值、最小值、平均值、方差、极差等。使生产与质量管理人员及时、全
面的了解生产情况,充分利用采集到的大量生产过程数据,为发现问题、进行工艺改进提供科学依据。
[0211]
第十五步,设备设施管理。mes系统实现对生产过程中的器具、房间状态、设备进行管理:
[0212]
(1)器具管理:mes系统自动记录器具状态变化的整个过程,生成运行履历记录和使用台帐,记录每次使用和校准信息。每个器具自校状态分为:待自校、已自校,只有定义为“已自校”状态的器具才能被使用。可以设定有效期,超出有效期,系统自动切换到“待自校”状态;当称量器具执行了自校操作后,状态由“待自校”切换到“已自校”;
[0213]
(2)房间状态:mes系统可以关联房间的状态(可用、待清场、在生产、禁用等),自动记录房间状态变化并设定相应的管理内容。例如:“禁用”时不允许发送物料至该房间并且此房间不允许进行生产活动;
[0214]
当执行清场操作时,状态由“待清场”切换到“已清场”;
[0215]
当房间收到生产指令时,状态由“已清场”切换到“生产中”;
[0216]
超出清场有效期时,房间状态自动从“已清场”变为“待清场”。
[0217]
(3)设备管理:生产过程中,设备运行数据来源于与scada系统集成,在mes系统设备管理模块中可以配置具体设备各运行数据的采集点。生产批次执行过程中直接获取设备运行数据,显示并自动生成在电子批记录中,保证了生产过程中数据的及时性、完整性、可靠性。
[0218]
第十六步,过程质量控制。mes系统对生产过程中产生的偏差进行处理和管理。
[0219]
(1)偏差处理流程
[0220]
首先,在生产配方中进行偏差定义,mes系统在生产指令执行过程中,自动识别超限情况,形成偏差记录。
[0221]
其次,mes系统可以推送偏差信息给质量管理人员进行查看和审核,质量管理人员能够快速定位偏差并记录相应的处理意见。
[0222]
(2)偏差管理
[0223]
偏差管理同时支持创建偏差、查看偏差详情、记录偏差处理过程、关闭偏差等功能。
[0224]
第十七步,生产看板。生产管理人员可以通过生产看板了解现场生产状态,看板包括但不限于的如下内容:
[0225]
产品信息:产品代码、产品名称、产品规格、批号、批量、生产/包装状态
[0226]
执行步骤:岗位名、生产/结束时间、状态、执行步骤
[0227]
生产数据图表:生产数量、周产量、收益率统计
[0228]
报警信息汇总:故障报警、偏差信息
[0229]
第十八步,生产完工后,完工信息通过第三步中的企业连接器传递至erp系统。完工信息包括:产品的名称、规格、生产批号、生产数量、成品率、入库数量、货位信息。
[0230]
第十九步,erp根据完工信息核算生产成本。
[0231]
本发明提出的一种使用制造执行系统生产特殊医学用途配方食品的方法,有益效果为以下几个方面:
[0232]
(1)实现特殊医学用途配方食品生产过程全周期管控。本专利中的mes系统适用于
特殊医学用途配方食品生产制造,符合相关法律法规要求,实现产品各生产环节的管控。mes系统实现功能包括基础管理、工艺配方管理、批指令管理、电子批记录、称量管理、物料管理、设备设施管理、过程质量、预防性维护。
[0233]
(2)实现数据的实时采集,历史数据可追溯。在特殊医学用途配方食品生产制造过程中,mes系统实时采集生产过程参数、关键工艺参数、设备状态、环境参数、偏差报警信息,可生成运行曲线,便于追溯批次生产过程。
[0234]
(3)规范和指导车间标准化作业。mes系统自动生成满足sop要求和《特殊医学用途配方食品良好生产规范》的电子批记录,指导生产操作员按照规范进行作业操作。生产过程中及时生成各类报表和交互看板,传递产量、质量、生产进度等信息,实现无纸化传递信息的要求。
[0235]
(4)实现基于生产数据分析建模的预防性维修功能。在特殊医学用途配方食品生产过程中,根据scada系统的大量实时数据作为训练样本,采用智能算法对可修部件的故障率建立数学模型,实现故障预测并提供维修策略。
[0236]
(5)调高生产效率,降低产值能耗。通过定制化的生产工艺流程控制和信息管理,减少人员误操作及不合理生产造成的物料和能源损耗,最大化产品生产率。
[0237]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1