一种通过人工扫描吊具号实现拧紧信息追溯的方法与流程
[0001]
本发明属于汽车技术领域,具体的说是一种通过人工扫描吊具号实现拧紧信息追溯的方法。
背景技术:
[0002]
汽车在交通储运中起着非常重要的作用,它们的更新换代的速度也是非常惊人的。
[0003]
汽车产业是国民经济重要的支柱产业,产业链长、关联度高、就业面广、消费拉动大,在国民经济和社会发展中发挥着重要作用。
[0004]
随着现今产品向个性化、多样化、全球化、小批量方向发展,流水线总装式的大批量生产方式因为其自身的原因(在相对固定生产时间段中进行重复生产的方式)而限制了产品种类的多变性,所以已经不能适应快速反应的市场和商品多样化的需求。
[0005]
为此,有人提出了用户化大批量生产,即采用大量生产的成本生产出满足用户个性化的大量产品。用户化大批量生产模式强调在现有的流水线上进行工位的整合和调整、各工位作业量的均衡工艺的并行设计和物流的顺畅,从而实现敏捷制造和高柔度装配。
[0006]
用户化大批量生产必须从零件装配成产品,所以装配在占有重要的地位。如何有效实现汽车产品装配自动化和柔性化成为汽车行业提高流水线总装效率的关键。
[0007]
车辆在生产线装配过程中,总装拧紧信息需要与vin号进行绑定。目前存在一种普遍的方式为通过扫描随车看板上条码或二维码确认车型vin信息。但总装底盘线整车高度过高,存在扫码困难问题,目前对应方式为在车身上粘贴条码,通过扫描较低位置条码完成整车追溯。
技术实现要素:
[0008]
本发明提供了一种通过人工扫描吊具号实现拧紧信息追溯的方法,该方法解决了底盘线vin号扫描困难问题,避免因额外打印、粘贴、拆除条码造成的人工及辅材成本增加,并且无需增加任何成本,纸质条码长期使用,打印成本可以忽略,解决了总装底盘线整车高度过高,存在扫码困难的问题。
[0009]
本发明技术方案结合附图说明如下:
[0010]
一种通过人工扫描吊具号实现拧紧信息追溯的方法,该方法包括以下步骤:
[0011]
步骤一、对现有产线底盘线吊具进行标号,并在吊具支腿上粘贴条码;
[0012]
步骤二、底盘线接车前通过mes或avi系统获取接取车辆vin信息并将信息与吊具的标号绑定;
[0013]
步骤三、吊具带车身途经操作工位后,操作者扫描吊具的标号并上传至拧紧系统;所述拧紧系统与mes通讯并通过mes系统获取底盘线plc中吊具的标号与vin的绑定关系,将吊具的标号转化为vin号,并通过vin号及销售代码自动选择拧紧程序;
[0014]
步骤四、拧紧结束后拧紧系统将vin与拧紧结果绑定并上传至拧紧系统;
[0015]
步骤五、吊具将车身卸下后,底盘线plc清空吊具的标号与整车vin的绑定关系。
[0016]
步骤一中所述条码与吊具的标号相同。
[0017]
步骤一中所述标号有四位。
[0018]
步骤一中所述标号的第一位是线号用字母表示,第二、三、四位是序号用阿拉伯数字表示。
[0019]
步骤一中所述条码为条形码。
[0020]
步骤一中所述条码为二维码。
[0021]
步骤三中所述拧紧程序由拧紧系统完成。
[0022]
所述拧紧系统用于关联车间所有的拧紧作业,包含工艺程序下发、拧紧作业指导和质量追溯防错。
[0023]
本发明的有益效果为:
[0024]
1)本发明解决了底盘线vin号扫描困难问题;
[0025]
2)本发明避免因额外打印、粘贴、拆除条码造成的人工及辅材成本增加
[0026]
3)本发明可以拓展至总装底盘线其他需追溯工艺并为其他线体追溯需求提供借鉴意义;
[0027]
4)本发明无需增加任何成本,纸质条码长期使用,打印成本可以忽略。
附图说明
[0028]
为了更清楚地说明本发明实施例中的技术方案,下面将对本发明实施例描述中所要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据本发明实施例的内容和这些附图获得其他的附图。
[0029]
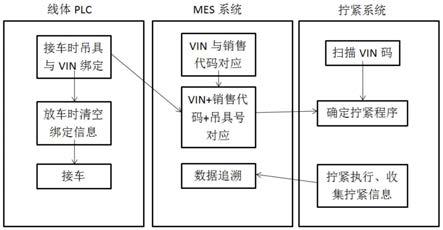
图1为本发明的工作流程图。
具体实施方式
[0030]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0031]
参阅图1,一种通过人工扫描吊具号实现拧紧信息追溯的方法,该方法包括以下步骤:
[0032]
步骤一、对现有产线底盘线吊具进行标号,并在吊具支腿上粘贴条码;
[0033]
所述条码与吊具的标号相同。
[0034]
所述标号有四位。
[0035]
所述标号的第一位是线号用字母表示,第二、三、四位是序号用阿拉伯数字表示。
[0036]
所述条码为条形码或者二维码。
[0037]
所述条码通过扫码枪读取。
[0038]
步骤二、底盘线接车前通过mes或avi系统获取接取车辆vin信息并将信息与吊具的标号绑定;
[0039]
步骤三、吊具带车身途经操作工位后,操作者扫描吊具的标号并上传至拧紧系统;所述拧紧系统与mes通讯并通过mes系统获取底盘线plc中吊具的标号与vin的绑定关系,将吊具的标号转化为vin号,并通过vin号及销售代码自动选择拧紧程序;
[0040]
所述mes是现有系统,mes系统自带吊具号与vin的关联关系。
[0041]
所述拧紧程序由拧紧系统完成。
[0042]
所述拧紧系统用于关联车间所有的拧紧作业,包含工艺程序下发、拧紧作业指导和质量追溯防错。
[0043]
步骤四、拧紧结束后拧紧系统将vin与拧紧结果绑定并上传至拧紧系统;
[0044]
步骤五、吊具将车身卸下后,底盘线plc清空吊具的标号与整车vin的绑定关系。
[0045]
本发明通过人工扫描吊具号实现拧紧信息追溯装置实现,包括
[0046]
条码:条形码、二维码均可,粘贴于吊具支腿上。
[0047]
扫码枪:与条码相匹配。
[0048]
接口:以太网、串口。
[0049]
其余工控机、网络、软件集成在拧紧系统上。
[0050]
实施例
[0051]
以某车为例。
[0052]
一种通过人工扫描吊具号实现拧紧信息追溯的方法,该方法包括以下步骤:
[0053]
步骤一、对现有产线底盘线吊具进行标号,并在吊具支腿上粘贴条码;
[0054]
所述条码与吊具的标号相同。
[0055]
所述标号为a057。
[0056]
所述条码为条形码或者二维码。
[0057]
所述条码通过扫码枪读取。
[0058]
步骤二、底盘线接车前通过mes或avi系统获取接取车辆vin信息并将信息与吊具的标号绑定;
[0059]
vin为lfb1e607xlje41728i。
[0060]
步骤三、吊具带车身途经操作工位后,操作者扫描吊具的标号并上传至拧紧系统;所述拧紧系统与mes通讯并通过mes系统获取底盘线plc中吊具的标号与vin的绑定关系,将吊具的标号转化为vin号,并通过vin号及销售代码自动选择拧紧程序;
[0061]
所述mes是现有系统,mes系统自带吊具号与vin的关联关系。
[0062]
所述拧紧程序由拧紧系统完成。
[0063]
所述拧紧系统用于关联车间所有的拧紧作业,包含工艺程序下发、拧紧作业指导和质量追溯防错。
[0064]
步骤四、拧紧结束后拧紧系统将vin与拧紧结果绑定并上传至拧紧系统;
[0065]
步骤五、吊具将车身卸下后,底盘线plc清空吊具的标号与整车vin的绑定关系。
[0066]
综上,本发明具有以下优点:
[0067]
1)本发明解决了底盘线vin号扫描困难问题;
[0068]
2)本发明避免因额外打印、粘贴、拆除条码造成的人工及辅材成本增加
[0069]
3)本发明可以拓展至总装底盘线其他需追溯工艺并为其他线体追溯需求提供借鉴意义;
[0070]
4)本发明无需增加任何成本,纸质条码长期使用,打印成本可以忽略。
[0071]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下,可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
[0072]
以上结合附图详细描述了本发明的优选实施方式,但是,本发明的保护范围并不局限于上述实施方式中的具体细节,在本发明的技术构思范围内,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,这些简单变型均属于本发明的保护范围。
[0073]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
[0074]
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1