一种气泡纺纳米纤维生产中气泡可控性研究方法与流程
[0001]
本发明涉及气泡纺纳米纤维生产技术领域,更具体地说,本发明涉及一种气泡纺纳米纤维生产中气泡可控性研究方法。
背景技术:
[0002]
气泡纺是指利用外加气流或静电场克服气泡表面张力进行纺丝。该过程中,气泡大小取决于气泡生长与破裂过程,其影响因素有气泡产生方式、进气速度、进气口直径、进气密度等,是一个非常复杂的过程。而在气泡生长过程中气泡膜表面积增大,气泡壁厚减小,此外气泡壁在内外压力差的作用下向外排液,也使气泡壁厚逐渐变小。
[0003]
但现有技术中的气泡纺纳米纤维生产中气泡大小可控性较差,具体表现为:
[0004]
(1)随气泡的长大,气泡壁厚减小,气泡壁破裂后越容易被牵伸至纳米尺度,但是大气泡破裂后易形成小气泡,小气泡可能被气流直接吹至接收装置,小气泡也可能后来气泡合并形成大气泡,使纺丝质量不均匀,纺丝过程不稳定;
[0005]
(2)稳定的气泡处于表面张力和内外压力平衡的状态,当气泡膜厚度达到极限值或者气泡受到外力干扰时,气泡破裂后形成大量气泡碎片,气泡壁厚和气泡膜碎片形状对产品的形貌有较大影响;
[0006]
(3)气泡的产生是间歇性的,必然造成气泡纺纳米纤维生产中的不连续性。
[0007]
在所述背景技术部分公开的上述信息仅用于加强对本公开的背景的理解,因此它可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现要素:
[0008]
为了克服现有技术的上述缺陷,本发明的实施例提供一种气泡纺纳米纤维生产中气泡可控性研究方法,本发明所要解决的技术问题是:如何提高气泡纺纳米纤维生产中气泡大小可控性。
[0009]
为实现上述目的,本发明提供如下技术方案:一种气泡纺纳米纤维生产中气泡可控性研究方法,具体包括如下操作步骤:
[0010]
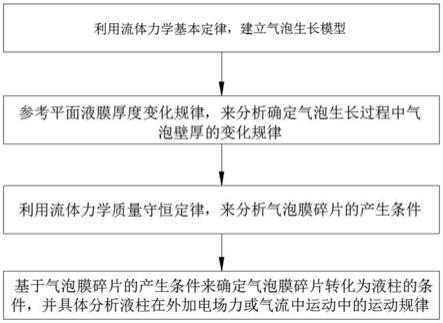
步骤一:利用流体力学基本定律,建立气泡生长模型;
[0011]
步骤二:参考平面液膜厚度变化规律,来分析确定气泡生长过程中气泡壁厚的变化规律;
[0012]
步骤三:利用流体力学质量守恒定律,来分析气泡膜碎片的产生条件;
[0013]
步骤四:基于气泡膜碎片的产生条件来确定气泡膜碎片转化为液柱的条件,并具体分析液柱在外加电场力或气流中运动中的运动规律。
[0014]
在一个优选地实施方式中,上述步骤一中,气泡生长模型具体包括自由液面下产生气泡和液膜产生气泡两种。
[0015]
在一个优选地实施方式中,所述自由液面下产生气泡的模型为
[0016]
在一个优选地实施方式中,所述液膜产生气泡的模型为
[0017]
在一个优选地实施方式中,上述步骤二中,气泡壁厚的变化规律为δp=p
g-p
l-π。
[0018]
在一个优选地实施方式中,上述步骤三中,气泡膜碎片的产生条件为
[0019]
在一个优选地实施方式中,上述步骤四中,气泡膜碎片转化为液柱的条件为aπr2=a2h,且液柱在外加电场力或气流中运动中的运动规律为auρ
l
=a0u0ρ
l
。
[0020]
本发明的技术效果和优点:
[0021]
本发明通过利用流体力学基本定律,建立气泡生长模型,并参考平面液膜厚度变化规律,分析气泡生长过程中气泡壁厚的变化规律,为气泡大小和气泡壁厚的有效控制提供了理论基础,同时,利用流体力学质量守恒定律,研究气泡膜碎片的产生条件,进而确立气泡膜碎片转化为液柱的条件,并研究液柱在外加电场力或气流中运动中的运动规律,为气泡纺产品形貌可控性提供理论基础,使得现有技术中的气泡纺纳米纤维生产中气泡大小的可控性大大提高。
附图说明
[0022]
附图用来提供对本发明技术方案的进一步理解,构成本发明的一部分,本发明的实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
[0023]
图1为本发明的气泡可控性研究流程图。
[0024]
图2为本发明的自由液面下产生气泡装置示意图。
[0025]
图3为本发明的液膜产生气泡装置示意图。
[0026]
图4为本发明的平面液膜示意图。
[0027]
图5为本发明的气泡膜排液示意图。
[0028]
图6为本发明的气泡膜破裂排气示意图。
[0029]
图7为本发明的气泡膜碎片转变为液柱示意图。
具体实施方式
[0030]
现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形
式实施,且不应被理解为限于在此阐述的范例;相反,提供这些示例实施方式使得本公开的描述将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。附图仅为本公开的示意性图解,并非一定是按比例绘制。图中相同的附图标记表示相同或类似的部分,因而将省略对它们的重复描述。
[0031]
此外,所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多示例实施方式中。在下面的描述中,提供许多具体细节从而给出对本公开的示例实施方式的充分理解。然而,本领域技术人员将意识到,可以实践本公开的技术方案而省略所述特定细节中的一个或更多,或者可以采用其它的方法、组元、步骤等。在其它情况下,不详细示出或描述公知结构、方法、实现或者操作以避免喧宾夺主而使得本公开的各方面变得模糊。
[0032]
本发明提供了如图1所示的一种气泡纺纳米纤维生产中气泡可控性研究方法,具体包括如下操作步骤:
[0033]
步骤一:利用流体力学基本定律,建立自由液面下产生气泡和液膜产生气泡的两种气泡生长模型;
[0034]
步骤二:参考平面液膜厚度变化规律,来分析确定气泡生长过程中气泡壁厚的变化规律;
[0035]
步骤三:利用流体力学质量守恒定律,来分析气泡膜碎片的产生条件;
[0036]
步骤四:基于气泡膜碎片的产生条件来确定气泡膜碎片转化为液柱的条件,并具体分析液柱在外加电场力或气流中运动中的运动规律。
[0037]
进一步的,所述自由液面下产生气泡的模型为
[0038]
进一步的,所述液膜产生气泡的模型为
[0039]
进一步的,上述步骤二中,气泡壁厚的变化规律为δp=p
g-p
l-π。
[0040]
进一步的,上述步骤三中,气泡膜碎片的产生条件为
[0041]
进一步的,上述步骤四中,气泡膜碎片转化为液柱的条件为aπr2=a2h,且液柱在外加电场力或气流中运动中的运动规律为auρ
l
=a0u0ρ
l
。
[0042]
参考说明书附图2-3,具体采用两种方式产生气泡
[0043]
a、自由液面下产生气泡
[0044]
当进气流量低且进气孔较小时,气泡逐渐膨胀,当浮力与表面张力达到平衡时,气泡最大,随后脱离进气孔,气泡脱离半径可由式(1)表示
[0045][0046]
始终r
b
为气泡脱离半径,r0为进气口半径,ρ
l
为液体密度,ρ
g
为气体密度,σ为表面张力,公式(1)的适用条件为
[0047][0048]
式中u0为进气速度,μ
l
为液体的动态粘度。
[0049]
当进气孔较大时,实验表明气泡脱离半径可以修正为
[0050][0051]
式中c为常数。当气泡上升至自由液面上时,稳定的气泡呈半球形,当进气口的深度h较小时,可忽略气泡内气体体积变化,稳定于液面上的气泡半径r’b为
[0052][0053]
当进气流量较小时,气泡半径受进气口内径、表面张力和气体密度的影响。进气口内径越大,脱离气泡半径越大,最终在自由液面上形成的气泡半径越大。
[0054]
此外进气口的深度h也会对气泡生长产生影响,当h<2r
b
时气泡高度比液面高,气泡上端压力减小,提前脱离进气孔,气泡脱离半径减小,最终在自由液面上形成的气泡半径越小。当h较大时,产生的气泡在上升过程中可能会破裂,气泡尺寸难以控制。
[0055]
b、由液膜产生气泡
[0056]
先在圆圈框架上形成液膜,然后利用与圆圈框架半径相等的进气管以恒定速度吹送气体,使液膜形成气泡。当进气流速较小时,忽略气流的惯性力,气泡以球缺的形式生长,该过程中忽略进气口与薄膜外框之间的气体流出,进气口进气量与气泡长大的气体量符合质量守恒
[0057]
u0πr
02
ρ
g
dt=ρ
g
sdr
b
ꢀꢀꢀ
(5)
[0058]
球缺面积为
[0059][0060]
式中r
b
为气泡直径,r0为进气管半径,ρ
g
为气体密度。
[0061]
气泡的生长过程可以描述为
[0062]
[0063]
气泡容积的影响因素进气流速和圆形框架半径,可以通过调节进气流速和圆形框架半径来控制气泡生长。
[0064]
参考说明书附图4-5,气泡壁厚的变化规律如下:
[0065]
前期研究发现由液膜产生气泡可以有效改善子气泡和皇冠型水冢问题,适合气泡纺纳米纤维批量生产。以下主要以由液膜产生的气泡为研究对象。
[0066]
具体如图4所示平面液膜是处于两层气体之间的液体,由于平面液膜内外存在压力差,液膜内部液体会从边缘排出,所以平面液膜厚度随时间推移,逐渐减小。
[0067]
manev,tsekov&radoev研究表明平面液膜厚度减小的速度
[0068][0069]
式中v为液膜厚度减小速度,h为液膜厚度,δp为液膜内外压差,r
f
为液膜半径。当液膜较薄时应考虑液膜内部产生的分离压力(disjoining pressure)a为哈梅克常数(hamaker constant)。
[0070]
δp=p
g-p
l-π
ꢀꢀꢀ
(9)
[0071]
气泡膜内外存在压力差,具体如图5所示气泡膜要向边缘排液,气泡壁厚减小。在气泡生长过程中随气泡表面积变大,气泡壁厚也将减小。本项目将参考平面液膜厚度变化规律,在考虑气泡生长模型的前提下,推导气泡生长过程中液膜厚度变化规律。
[0072]
在manev,tsekov&radoev的研究中,当气泡厚度达到极限值时,气泡膜内部分子运动将导致气泡破裂。在气泡纺中气泡受到外加气流和电场力的影响,气泡破裂条件更为复杂,拟采用理论与实验结合的方式研究气泡破裂条件。
[0073]
参考说明书附图6,气泡膜碎片的产生条件如下:
[0074]
假设气泡膜从顶端开始破裂,由于表面张力的作用,破裂处气泡膜迅速收缩,可以得到其收缩速度
[0075][0076]
式中u为气泡膜收缩速度,σ为液体表面张力,ρ
l
为液体密度,h为气泡膜厚度,气泡通常在几毫秒内完全破裂,可以认为气泡破裂过程中气泡膜厚度不变。
[0077]
假设气泡为半球形,从气泡破裂开始到气泡壁完全收缩需要时间为
[0078][0079]
式中r
b0
为气泡初始半径。
[0080]
气泡破裂后,气泡开始向外排气,由bernoulli方程
[0081][0082]
式中v为排气速度,p0为气泡外压力,p
i
为气泡内压力,ρ
g
为气体密度。
[0083]
气泡的表面张力和气泡内外压差的关系可以用young-laplace方程表示
[0084][0085]
由公式(11)和公式(12)可以得到排气速度
[0086][0087]
由公式(14)可知,当气泡直径较大时,气泡破裂后排气速度慢,气泡薄膜难以被气流吹散,不利于纺丝。临界状态为气泡壁完全收缩时气泡内部气体刚好完全释放。具体如图5所示,假设气泡膜始终保持半球状,由气泡减小的体积与排出气体体积相等可得
[0088][0089]
由公式(11)和公式(15)可以推导出有利于气泡膜碎片产生的最大气泡尺寸,但是推导过程中一些假设是否合理还需要进一步的实验验证。
[0090]
参考说明书附图7,气泡膜碎片转变为液柱的运动规律如下:
[0091]
具体的,假设气泡破裂后产生一边长为a厚度为h的正方形碎片,由表面张力作用转变为半径为r的液柱,由质量守恒
[0092]
aπr2=a2h
ꢀꢀꢀ
(16)
[0093]
假设表面积保持不变
[0094]
2a2=2πra
ꢀꢀꢀ
(17)
[0095]
由公式(16)和公式(17)可得
[0096]
h=r
[0097]
a=2πh
ꢀꢀꢀ
(18)
[0098]
当正方形气泡膜碎片满足a>2πh时,该碎片容易转化为半径为h长度为a的液柱,如果碎片为长方形,当其较短的一边a>2πh时,该碎片容易转化为液柱。
[0099]
液柱在外加电场力或气流中运动时,遵守质量守恒定律
[0100]
auρ
l
=a0u0ρ
l
ꢀꢀꢀ
(19)
[0101]
式中a为液柱截面积,a0为液柱初始截面积,u为液柱速度,u0为液柱初始速度,ρ
l
为液柱密度。若受到外加气流或者电场力的作用,运动速度加快,可形成更细长的液柱。气泡膜碎片除了转化为液柱以外,还有球形、卷曲状、串珠状等,项目拟采用理论分析结合实验验证的方式研究气泡碎片形状对产品形貌的影响。
[0102]
以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所
描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
[0103]
最后应说明的几点是:首先,本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
[0104]
其次:虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明的基础上,以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1