一种基于增材制造工艺的涡轮气冷叶片设计方法与流程
[0001]
本申请属于航空发动机涡轮叶片设计技术领域,特别涉及一种基于增材制造工艺的涡轮气冷叶片设计方法。
背景技术:
[0002]
基于精铸和机加组合常规制造工艺的涡轮气冷叶片设计方法是以理论设计模型为基础,通过cae软件表达叶片结构尺寸及控制条件,实现叶片的生产制造。图形表达过程中需结合特定的加工工艺对叶片理论模型的各结构进行详尽描述,以达到叶片整体的满约束;同时,还需辅助表达公差、位置度等相关技术条件,以满足叶片加工精度的要求。
[0003]
综上,现有基于常规制造工艺的涡轮气冷叶片设计方法至少存在如下不足:
[0004]
1)现有设计方法因需在三维实体模型的基础上进一步详尽描述叶片结构尺寸及控制条件,所需设计周期较长;
[0005]
2)现有设计方法是基于二维的图形表达,对于叶片不规则的曲线曲面存在表达漏洞,即标注方法和尺寸不能与理论三维模型一致;
[0006]
3)设计过程中易发生过约束或缺约束,导致加工过程停止或不受控;
[0007]
4)设计过程中某些冷却结构表达方式不适用于现有加工工艺,需在保证加工工艺实现基础上更改原始模型,导致叶片冷却效果降低。
技术实现要素:
[0008]
为了解决上述技术问题至少之一,本申请提供了一种基于增材制造工艺的涡轮气冷叶片设计方法。
[0009]
本申请公开了一种基于增材制造工艺的涡轮气冷叶片设计方法,基于涡轮气冷叶片的叶片理论模型进行,叶片理论模型中包括气膜孔、尾缘、隔筋以及隔板,所述基于增材制造工艺的涡轮气冷叶片设计方法包括如下步骤:
[0010]
气膜孔设计步骤:
[0011]
将叶片理论模型的气膜孔孔径在理论值基础上增大第一预定值;以及
[0012]
设置叶片理论模型的各气膜孔之间的间距不小于第二预定值;
[0013]
尾缝设计步骤:
[0014]
将叶片理论模型的尾缘径向尺寸在理论值基础上增大第三预定值,以及将叶片理论模型的尾缘横向尺寸在理论值基础上增大第四预定值;以及
[0015]
设置叶片理论模型中相邻两个尾缝间的隔筋径向尺寸不小于第五预定值;以及
[0016]
在尾缘横向尺寸增大位置处,设置盆侧壁厚和背侧壁厚均不小于第六预定值;
[0017]
隔板设计步骤:
[0018]
判断叶片理论模型中隔板是否为悬空型隔板;如果是,将隔板设计成内八字形,使其与盆侧内壁面和背侧内壁面角度分别为45度;
[0019]
叶片增材制造步骤:
[0020]
将经过上述各设计步骤处理后叶片理论模型用于增材制造,以得到涡轮气冷叶片。
[0021]
根据本申请的至少一个实施方式,叶片理论模型中还包括绕流肋,则在所述隔板设计步骤与叶片增材制造步骤之间还包括:
[0022]
绕流肋设计步骤:
[0023]
判断叶片理论模型中绕流肋是否为悬空型绕流肋;如果是,将绕流肋下方设置成倒角形式,倒角尺寸为r0.5。
[0024]
根据本申请的至少一个实施方式,叶片理论模型中还包括绕流肋,则在所述隔板设计步骤与叶片增材制造步骤之间还包括:
[0025]
绕流肋设计步骤:
[0026]
判断叶片理论模型中绕流肋是否为悬空型绕流肋;如果是,将绕流肋的悬空角度设置成大于45度。
[0027]
根据本申请的至少一个实施方式,所述第一预定值为0.3mm;所述第二预定值为0.5mm;所述第三预定值为0.3mm;所述第四预定值为0.2mm;所述第五预定值为0.5mm;所述第六预定值为0.5mm。
[0028]
本申请至少存在以下有益技术效果:
[0029]
本申请的基于增材制造工艺的涡轮气冷叶片设计方法,可在原始模型预先处理后直接用于增材制造,叶片设计周期可由两个月缩短至一周;此外,此项设计方法应用到增材制造环节后,相比较传统铸造和机加组合加工方法,生产周期由一年缩短至两个月,有效缩短叶片设计及制造周期;同时,该设计方法不受加工工艺对理论模型设计的限制,可在三维理论模型设计中贯彻先进冷却技术,提升叶片冷却效果。
附图说明
[0030]
图1是本申请基于增材制造工艺的涡轮气冷叶片设计方法中气膜孔缩孔示意图;
[0031]
图2是本申请基于增材制造工艺的涡轮气冷叶片设计方法中气膜孔间距示意图;
[0032]
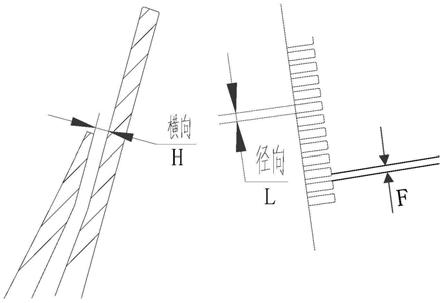
图3是本申请基于增材制造工艺的涡轮气冷叶片设计方法中尾缝示意图;
[0033]
图4是本申请基于增材制造工艺的涡轮气冷叶片设计方法中绕流肋示意图。
具体实施方式
[0034]
为使本申请实施的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。所描述的实施例是本申请一部分实施例,而不是全部的实施例。下面通过参考附图描述的实施例是示例性的,旨在用于解释本申请,而不能理解为对本申请的限制。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。下面结合附图对本申请的实施例进行详细说明。
[0035]
下面结合附图1-图4对本申请的基于增材制造工艺的涡轮气冷叶片设计方法做进一步详细说明。
[0036]
本申请公开了一种基于增材制造工艺的涡轮气冷叶片设计方法,基于涡轮气冷叶
片的叶片理论模型进行,叶片理论模型中可以包括气膜孔、尾缘、隔筋以及隔板;当然,可以理解的是,除了这些结构,叶片理论模型还包括其他部分现有结构,但由于后续改进中未涉及,因此不作重点论述。
[0037]
具体的,本申请基于增材制造工艺的涡轮气冷叶片设计方法包括如下步骤:
[0038]
1)气膜孔设计步骤:
[0039]
涡轮冷却叶片设计中最常用的气膜孔是圆形,所内各型号发动机中,导向叶片叶身气膜孔孔径大约为0.5~0.7mm,转子叶片叶身气膜孔孔径大约为0.25~0.5mm。叶片在3d打印过程中会出现缩孔情况,如图1所示,气膜孔加工理论尺寸为设计要求值;实际加工成品尺寸要求不小于理论尺寸;另外,需考虑3d打印的缩孔率,实际加工模型尺寸需提前放大孔径。
[0040]
具体的,本步骤中,根据3d打印工艺成熟度,在涡轮气冷叶片气膜孔孔径设计范围内,将叶片理论模型的气膜孔孔径在理论值基础上增大第一预定值,以保证加工成品尺寸符合要求;本实施例中,进一步优选第一预定值为0.3mm。
[0041]
以及,由于局部区域叶片各排气膜轴向和径向孔间距较小,因此设置叶片理论模型的各气膜孔之间的间距不小于第二预定值,防止发生通孔现象;本实施例中,如图2所示,进一步优选第二预定值为0.5mm。
[0042]
2)尾缝设计步骤:
[0043]
涡轮气冷叶片尾缘燃气温度较高,需设计尾缝冷却结构对该区域进行冷却。与气膜孔缩孔现象相似,尾缝结构在3d打印加工过程中也会产生缩缝现象,体现在横向和径向两个维度,如图3所示;
[0044]
本步骤中,将叶片理论模型的尾缘径向尺寸l在理论值基础上增大第三预定值,以及将叶片理论模型的尾缘横向尺寸h在理论值基础上增大第四预定值,从而可满足实际加工尺寸在理论设计值的公差范围内。本实施例中,进一步优选第三预定值为0.3mm,第四预定值为0.2mm。
[0045]
此外,由于径向尺寸l的扩大,导致相邻两个尾缝间的隔筋径向尺寸f缩小,为保证隔筋加工尺寸的完整性,本步骤中,设置叶片理论模型中相邻两个尾缝间的隔筋径向尺寸不小于第五预定值;本实施例中,进一步优选第五预定值为0.5mm。
[0046]
进一步,由于横向尺寸h的扩大,该区域的局部壁厚值会缩小,同样会导致加工缺陷,因此,本步骤中,在尾缘横向尺寸增大位置处,设置盆侧壁厚和背侧壁厚均不小于第六预定值;本实施例中,进一步优选第六预定值为0.5mm。
[0047]
3)隔板设计步骤:
[0048]
涡轮冷却叶片隔板可将叶片内腔分隔成若干冷气通道,使冷气能够充分换热,同时支撑盆、背侧的气动载荷,起到增加强度储备的作用。由于内腔冷气通道形式不同,可将隔板分为悬空型和连通型,对于连通型的隔板,根据3d打印的分层增材模式,可逐层填料打印;对于悬空隔板,由于底部没有支撑结构,叶片增材打印方向无法进行加工,故该位置的隔板需进行结构适应性修改。
[0049]
本步骤中,当叶片理论模型中隔板为悬空型隔板时,将隔板设计成内八字形,使其与盆侧内壁面和背侧内壁面角度分别为45度,可以依靠盆、背侧内壁面进行3d打印。
[0050]
4)叶片增材制造步骤:
[0051]
将经过上述各设计步骤处理后叶片理论模型用于增材制造,以得到涡轮气冷叶片。
[0052]
进一步的,绕流肋结构普遍应用于涡轮气冷叶片设计,与悬空隔板类似,绕流肋也存在悬空状态,如图4中a所示,由于绕流肋尺寸较小,不适合采用“内八字”结构解决方式,根据研制工程经验,对于悬臂结构可采用外支撑、倒圆角和改变悬空角的解决方案。
[0053]
具体的,当叶片理论模型中还包括绕流肋时,则在上述隔板设计步骤与叶片增材制造步骤之间还包括如下两种并列方案步骤:
[0054]
方案一、绕流肋设计步骤:
[0055]
判断叶片理论模型中绕流肋是否为悬空型绕流肋;如果是,将绕流肋下方设置成倒角形式,倒角尺寸为r0.5,参见图4中c所示。
[0056]
方案二、绕流肋设计步骤:
[0057]
判断叶片理论模型中绕流肋是否为悬空型绕流肋;如果是,将绕流肋的悬空角度设置成大于45度,参见图4中d所示。
[0058]
综上所述,本申请基于增材制造工艺的涡轮气冷叶片设计方法,无需对理论模型进行任何结构尺寸表达,三维实体模型建成后可直接进行增材制造;此外,通过研究增材制造工艺特点,提前预判烧结变形和无支撑导致加工偏离的情况,对理论模型进行预先处理,以保证制造产品满足设计要求。
[0059]
另外,本申请的基于增材制造工艺的涡轮气冷叶片设计方法,可在原始模型预先处理后直接用于增材制造,叶片设计周期可由两个月缩短至一周。此外,此项设计方法应用到增材制造环节后,相比较传统铸造和机加组合加工方法,生产周期由一年缩短至两个月,有效缩短叶片设计及制造周期。同时,该设计方法不受加工工艺对理论模型设计的限制,可在三维理论模型设计中贯彻先进冷却技术,提升叶片冷却效果。
[0060]
以上所述,仅为本申请的具体实施方式,但本申请的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本申请揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本申请的保护范围之内。因此,本申请的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1