数字化制版方法、装置、计算机设备和存储介质与流程
1.本申请涉及服装制造领域,特别是涉及数字化制版方法、装置、系统、计算机设备和存储介质。
背景技术:
2.随着互联网和电子商务的快速发展,服装市场环境发生了深刻的变化,以客户需求为导向的买方市场开始形成并发展,使得服装生产方式和销售方式也在逐步改变。在人们对服装的功能性需求基础上,美观、个性、定制的需求日益增长。消费者追求个性化的服装设计,对服装合体性的要求越来越高,要求服装穿在人体上不仅使人感到舒适,还能展现和增添人体的美。基于互联网的数字经济的兴起,使得传统的服装生产模式从过去的大批量、少品种向着小批量、多品种乃至量身定制的方向转化。为了满足客户需求的多样化和个性化,服装企业对服装设计、制版的产品大规模定制技术越来越重视,因而对个性化服装定制制版的需求日益突出。
3.传统的服装定制制版过程中,量体师测量客户人体的关键尺寸参数,再由制版师根据尺寸参数制作服装版型裁片,最终缝制加工成衣。由于传统的人工制版的效率较低,难以适应互联网电子商务模式下的大规模定制制版要求。
4.目前针对相关技术中人工制版效率低下的问题,尚未提出有效的解决方案。
技术实现要素:
5.本申请实施例提供了一种数字化制版方法、装置、计算机设备和存储介质,以至少解决相关技术中人工制版效率低下的问题。
6.第一方面,本申请实施例提供了一种数字化制版方法,包括:
7.获取订单数据;
8.根据所述订单数据,获取与所述订单数据匹配的版型数据;
9.基于所述订单数据,对所述版型数据对应的版型尺寸进行缩放处理,生成裁片数据;
10.根据所述裁片数据生成客户版型。
11.在其中一个实施例中,所述订单数据至少包括:商品种类、辅料信息裁剪部位、裁剪工艺以及尺寸数据、特体信息。
12.在其中一个实施例中,所述根据所述订单数据,获取与所述订单数据匹配的版型数据包括:根据所述商品种类与裁剪部位生成版型信息;根据所述版型信息,查询并获取服务器中所述版型信息对应的版型数据。
13.在其中一个实施例中,所述根据所述商品种类与裁剪部位生成版型信息包括:根据所述商品种类和所述裁剪部位生成编号;将所述编号按照预设组合规则进行组合,生成版型信息。
14.在其中一个实施例中,所述基于所述订单数据,对所述版型数据对应的版型尺寸
进行缩放处理,生成裁片数据包括:获取所述版型数据中各个数据点的坐标以及预置的数字化规则;根据所述订单数据中的裁剪工艺和尺寸数据以及所述数字化规则,调整所述版型数据的数据点坐标,对所述版型数据对应的版型尺寸进行缩放,生成裁片数据。
15.在其中一个实施例中,所述根据所述裁片数据生成客户版型包括:获取面料数据,所述面料数据包括面料幅宽和面料布纹线方向;根据所述裁片数据以及面料数据进行排料;若排料结果大于等于预设阈值,则根据所述裁片数据生成客户版型。
16.在其中一个实施例中,所述若排料结果大于等于预设阈值,则根据所述排料结果生成客户版型还包括:若所述排料结果小于预设阈值,则根据所述裁片数据以及面料数据重新进行排料,直至所述排料结果大于等于所述预设阈值。
17.第二方面,本申请实施例提供了一种数字化制版装置,包括:
18.采集模块:用于获取订单数据;
19.匹配模块:用于根据所述订单数据,获取与所述订单数据匹配的版型数据;
20.处理模块:用于基于所述订单数据,对所述版型数据对应的版型尺寸进行缩放处理,生成裁片数据;
21.控制模块:用于根据所述裁片数据生成客户版型。
22.第三方面,本申请实施例提供了一种计算机设备,包括存储器、处理器以及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如上述第一方面所述的数字化制版方法。
23.第四方面,本申请实施例提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如上述第一方面所述的数字化制版方法。
24.相比于相关技术,本申请实施例提供的数字化制版方法,通过获取订单数据;根据所述订单数据,获取与所述订单数据匹配的版型数据;基于所述订单数据,对所述版型数据对应的版型尺寸进行缩放处理,生成裁片数据;根据所述裁片数据生成客户版型,解决了人工制版效率低下的问题,实现了互联网模式下高效定制制版的技术效果。
25.本申请的一个或多个实施例的细节在以下附图和描述中提出,以使本申请的其他特征、目的和优点更加简明易懂。
附图说明
26.此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
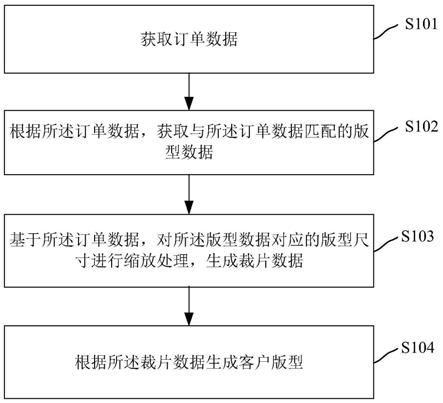
27.图1是根据本申请实施例的数字化制版方法的流程图;
28.图2是根据本申请实施例的裁片示意图;
29.图3是根据本申请优选实施例的数字化制版方法的示意图;
30.图4是根据本申请实施例的数字化制版装置的结构框图;
31.图5为根据本申请实施例的计算机设备的硬件结构示意图。
具体实施方式
32.为了使本申请的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本申请进行描述和说明。应当理解,此处所描述的具体实施例仅仅用以解释本申请,并不用
于限定本申请。基于本申请提供的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本申请保护的范围。
33.显而易见地,下面描述中的附图仅仅是本申请的一些示例或实施例,对于本领域的普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图将本申请应用于其他类似情景。此外,还可以理解的是,虽然这种开发过程中所作出的努力可能是复杂并且冗长的,然而对于与本申请公开的内容相关的本领域的普通技术人员而言,在本申请揭露的技术内容的基础上进行的一些设计,制造或者生产等变更只是常规的技术手段,不应当理解为本申请公开的内容不充分。
34.在本申请中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本申请的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域普通技术人员显式地和隐式地理解的是,本申请所描述的实施例在不冲突的情况下,可以与其它实施例相结合。
35.除非另作定义,本申请所涉及的技术术语或者科学术语应当为本申请所属技术领域内具有一般技能的人士所理解的通常意义。本申请所涉及的“一”、“一个”、“一种”、“该”等类似词语并不表示数量限制,可表示单数或复数。本申请所涉及的术语“包括”、“包含”、“具有”以及它们任何变形,意图在于覆盖不排他的包含;例如包含了一系列步骤或模块(单元)的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可以还包括没有列出的步骤或单元,或可以还包括对于这些过程、方法、产品或设备固有的其它步骤或单元。本申请所涉及的“连接”、“相连”、“耦接”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电气的连接,不管是直接的还是间接的。本申请所涉及的“多个”是指两个或两个以上。“和/或”描述关联对象的关联关系,表示可以存在三种关系,例如,“a和/或b”可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。本申请所涉及的术语“第一”、“第二”、“第三”等仅仅是区别类似的对象,不代表针对对象的特定排序。
36.伴随着经济社会的不断发展,人们开始追求服装的个性化,希望能够穿着出满足自己体型特征和审美需求的服装,在传统服装的定制过程中,一种是制版师根据客户身体的关键尺寸,依据自己的经验制作服装各个部件的展开图,根据展开图制作裁片形成客户定制的服装版型。另一种是服装生产厂家按照服装尺码对照表进行大批量生产。然而由于每个人的身材体态不同,根据服装尺码对照表生产的服装难以做到完美契合用户的体态特征,由制版师人工操作,进行服装制版效率较低,难以实现规模生产;此外,制版师制版水平的差异也是难以实现量体裁衣大规模生产的重要因素。在服装工厂实际进行生产时需要依据客户的身材数据自动生成服装裁片进行生产,因此,如何实现服装制版的自动化从而提高制版效率是目前亟待解决的重要问题。
37.本实施例提供了一种数字化制版方法。图1是根据本申请实施例的数字化制版方法的流程图,如图1所示,该流程包括如下步骤:
38.步骤s101,获取订单数据。
39.在其中一个实施例中,所述订单数据至少包括:商品种类、辅料信息、裁剪部位、裁剪工艺以及尺寸数据、特体信息。具体的,商品种类指各种人们日常穿搭的各种服装种类,
例如,男式衬衫、男式西服、男式运动服、女式连衣裙、女式衬衫、女式毛衣等等。辅料信息是指辅料的种类。辅料是指服装、鞋、包、帽子等个人穿着用品上,除主面料以外的辅助材料,辅料一般起到连接、装饰、功能等作用。辅料的种类很多,主要分类有烫图贴钻、热转印材料、蕾丝花边、珠管亮片、五金配件、线带衬料、里料、填料以及衬料等等。在其中一个实施例中,里料包括棉布类、丝绸类、化纤类、毛织品类以及毛皮类等;填料也可叫做填充材料,是指服装面料与里料之间起填充作用的材料;填料包括絮类和材类;絮类包括棉絮(棉花)、丝绵(蚕丝)以及羽绒,材类包括人造毛皮和人造棉;衬料分为衬和衬垫。裁剪部位是指组成服装的各个部位,例如衣领、衣袖,裙身和裙摆等等。裁剪工艺是指服装裁剪缝纫过程中使用的各种制衣工艺,例如在制作衣领时可能会运用到的整烫上级领,包烫下级领,连上、下级领,整烫领等等。尺寸数据是指客户的身材关键尺寸数据,例如:胸围、腰围、臀围、身高和体重等等。该身材尺寸数据可由专业量体师进行测量,也可基于三维扫描技术进行获得,也可由客户自行提供,本发明对此不作限定。特体信息是指用户订单中的特体标识,用于指明该订单是否需要制成特体服装。特体服装是指为体型发育不成正常比例的客户所裁制的服装。最常见的特体包括胖体、驼背、肉肚等体型特征。特殊体型的工艺设计制作一般包括有两种手法,一种是量体裁衣,按特体做成合适的服装;另一种是增添充垫物,遮盖体型缺陷,从而显现标准体型。以斜肩体为例,既可以按斜肩程度,裁斜肩缝制成合体服装;也可以加装垫肩,使得穿着该服装的客户与正常体型相符。通过互联网获取客户下单的数据并存储在指定的存储空间内,该存储空间可以是硬盘,也可以是云存储服务。
40.步骤s102,根据所述订单数据,获取与所述订单数据匹配的版型数据。
41.在其中一个实施例中,所述根据所述订单数据,获取与所述订单数据匹配的版型数据包括:根据所述商品种类与裁剪部位生成版型信息;根据所述版型信息,查询并获取服务器中所述版型信息对应的版型数据。具体的,版型数据是指预先制作好的版型文件,该版型文件由裁片组成,由于该版型文件的裁片尺寸是预先设定的或者为预置的几种尺寸,因此无法直接满足用户的身材尺寸需求。裁片形状由商品种类和裁剪部位决定,根据商品种类和裁剪部位对版型文件命名并预先保存在服务器中。在获取到客户的订单数据后,根据订单数据中,客户指定的服装款式和服装裁剪部位,按照版型文件的命名方法生成客户指定的版型文件名称,根据该名称查询服务器中的对应的版型文件名称,并下载该版型文件名称对应的版型文件。
42.在其中一个实施例中,所述根据所述商品种类与裁剪部位生成版型信息包括:根据所述商品种类和所述裁剪部位生成编号;将所述编号按照预设组合规则进行组合,生成版型信息。具体的,预先设置商品种类以及裁剪部位的与编号的对照关系,以商品种类为衬衫为例,设置衬衫的商品编号为p001,组成衬衫的裁剪部位包括领型、口袋、门襟、下摆。对该部位设置编号,例如:领型
‑
3、口袋
‑
4、门襟
‑
5以及下摆
‑
2。将以上编号进行组合得到版型信息p001
‑
3452,即对应包含了该领型、口袋、门襟以及下摆的衬衫,将此版型文件保存在oss(object storage service,简称oss,即对象存储服务)服务器中,文件名即版型信息p001
‑
3452。若根据客户的订单数据,客户指定的也是包括该样式的领型、口袋、门襟以及下摆的衬衫,则根据订单数据生成该版型信息p001
‑
3452,在oss服务器中查找文件名为p001
‑
3452的文件,即可找到该订单数据对应的版型文件,将该版型文件下载到制版系统中进行进一步操作。oss(object storage service,简称oss,即对象存储服务)服务器,对象存储
服务,是一种高存储量、安全、低成本、高可靠性的云存储服务,对象存储适合存放任意类型的文件。对象存储服务器的容量和处理能力可弹性扩展,因此使用对象存储服务适合存储海量的版型数据。
43.步骤s103,基于所述订单数据,对所述版型数据对应的版型尺寸进行缩放处理,生成裁片数据。
44.具体的,将订单数据中的客户定制信息与下载到制版系统中的版型文件进行匹配关联,根据预置的数字化计算规则对版型文件中的版型尺寸进行缩放,生成裁片数据。裁片数据即是客户的定制数据进行处理后生成的数字化服装裁片。
45.在其中一个实施例中,所述基于所述订单数据,对所述版型数据对应的版型尺寸进行缩放处理,生成裁片数据包括:获取所述版型数据中各个数据点的坐标以及预置的数字化规则;根据所述订单数据中的裁剪工艺和尺寸数据以及所述数字化规则,调整所述版型数据的数据点坐标,对所述版型数据对应的版型尺寸进行缩放,生成裁片数据。具体的,在所述版型文件中建立坐标系,根据该坐标系确定该版型文件中各点的坐标。根据预设的数字化规则确定裁片的裁片形状、刀口参数、点位数据。所有的裁片都是一种由线段组成的几何形状。图2是根据本申请实施例的裁片示意图。如图2所示,裁片abc是一个扇形形状,其形状是由直线ab、直线bc和曲线ac组成的。直线ab由a、b两点确定。知道了a、b两点的坐标后,连接a、b两点,即可确定直线ab。又例如,曲线ac是由起点a点、终点c点、控制点a
′
点,控制点c
′
点共同确定的;在获得a点、c点、a
′
点以及c
′
点的坐标后,移动a
′
点和c
′
点控制曲线的曲率,根据a点、c点、a
′
点以及c
′
点的坐标进行曲线拟合,即可得到曲线ac。将客户数据导入预设计算规则进行计算,即可对a相关点位进行重新定位。例如,若该裁片abc为胸部裁片,以a点为放码点,则a点坐标的计算规则为(x=胸围/2+1.24,y=胸围/4
‑
4.2),放码点b点和放码点c点的计算规则与a点的计算规则相同。服装尺寸的放缩,是靠一些关键点来进行的,当对裁片形状进行放大或缩小时,会控制这些关键点移动,这些关键点就是放码点,比如衣片上的肩点、侧颈点等,即是放码点。在获得放码点的位置之后,还有其他的一些点,如图2中的a
′
点和c
′
点,这些点称为跟随点。对于跟随点,在进行裁片的缩放时无需计算跟随点变动的数值,只要将跟随点跟随着放码点以及相似的形状画下来即可。对于不同的裁片,需要设置不同的计算规则。刀口参数是指裁片切割刀口的数据。由于裁片存在缝边,裁片的缝边用于裁片之间的缝合,因此需要在裁片上标记处切割刀口,便于生产时裁片的裁剪处理。刀口参数即是用于在裁片上标记切割刀口。如图2所示:图中p点为刀口的位置可以基于线段ab的长度进行取点,也可以根据服装生产过程中的实际需要,根据p点到a点或b点的距离获取p点位置,例如根据线段ap的长度,预先设置刀口的计算公式为ap=ab/2,又例如根据线段p点到b点的距离,设置刀口的计算公式为ap=ab
‑
2,本发明对此不作限定。点位数据是指裁片上标记点的位置。在服装生产过程中,往往需要在裁片上打上标记点,便于系统对该位置进行特殊工艺处理。标记点的位置可以基于预先建立好的平面坐标系,根据预设的计算规则确定标记点的坐标即可。该预设计算规则可由用户自定义,例如q点为胸部裁片的标记点,其坐标的计算规则可以是(x=胸围/2+2.24,y=胸围/4
‑
5.2)。
46.在其中一个实施例中,根据订单数据可获得对象存储中的原始版型,每个原始版包括多个部位,每个部位包括多种样式的裁片或者每个部位可由多个裁片组成,该裁片可在版型数字化软件中进行数字化和规则集处理,生成数字化后的裁片及其对应的规则集。
该规则集即是预置的数字化规则,例如胸部裁片的标记点可以为(x=胸围/2+2.24,y=胸围/4
‑
5.2)。例如:某个原始版型包括部位a、部位b以及部位c;每个部位根据样式不同,部位a可包括裁片1、裁片2以及裁片3,部位b可包括裁片1、裁片2以及裁片3,部位c可包括裁片1、裁片2或裁片3。即根据这三个部位以及这三种样式,可生成9种裁片如下:a1、a2、a3、b1、b2、b3、c1、c2、c3。通过裁片组合工具将多个部位的多个裁片进行组合,可得到多个原始版型及其对应的规则集如下:a1b1c1、a1b1c2、a1b1c3、a1b2c1、a1b2c2、a1b2c3、a1b3c1、a1b3c2、a1b3c3、a2b1c1、a2b1c2、a2b1c3、a2b2c1、a2b2c2、a2b2c3、a2b3c1、a2b3c2、a2b3c3、a3b1c1、a3b1c2、a3b1c3、a3b2c1、a3b2c2、a3b2c3、a3b3c1、a3b3c2、a3b3c3。将裁片自由组合为原始版型后,裁片a1、裁片a2、裁片a3、裁片b1、裁片b2、裁片b3、裁片c1、裁片c2、裁片c3对应的规则集也随之进行合并。用户订单到达系统后,根据用户订单信息中选择的裁片,将对应的裁片以及规则集进行组合,生成客户定制的原始母版。
47.在其中一个实施例中,还可根据裁片建立裁片库及规则集库。当定制服务提供商针对某个部位制作出新的裁片后,只需将新的裁片加入裁片库,将裁片对应的规则集加入规则集库,即可根据裁片库以及规则集库中的数据,组合出更多的原始版型。
48.步骤s104,根据所述裁片数据生成客户版型。
49.具体的,根据生成的裁片数据进行排料,根据排料结果生成符合客户需求的客户定制版型。排料是服装生产中铺料开裁前的准备工序。将服装样板按省料合理的原则进行套牌。排料的规律是先大后小、先主后次、平直对平直、凹形对凸形、纬向填满、经向缩短。排料时应使一篇丝绺保持顺子,不能片面追求省料而将一篇丝绺歪斜或随意拼接。还需注意有条格的衣料应当对条对格;有毛绒的植物要注意倒顺毛,所有衣片上按全部顺毛或倒毛进行排料;衣料上有倒顺图案时,应当全部正置。随着服装生产技术的发展,大多数服装生产企业采用计算机进行辅助排料从而提高工作效率。
50.在其中一个实施例中,所述根据所述裁片数据生成客户版型包括:获取面料数据,所述面料数据包括面料幅宽和面料布纹线方向;根据所述裁片数据以及面料数据进行排料;若排料结果大于等于预设阈值,则根据所述裁片数据生成客户版型。具体的,本发明采用计算机辅助进行排料,首先根据订单数据获取客户订单所采用的面料,然后获取系统中该面料的幅宽,即面料的长度和宽度,还需获取面料的布纹线方向,即条纹或格子的方向,布纹线的方向为0
°
~360
°
,取90
°
方向作为水平向右的方向。根据裁片形状及尺寸对裁片进行排料。若排料结果即服装排料利用率大于等于预设阈值则排料成功,则根据排料的裁片生成客户定制的版型文件。预设阈值可由用户自定义,例如预设阈值设置为面料的70%。
51.在其中一个实施例中,所述若排料结果大于等于预设阈值,则根据所述排料结果生成客户版型还包括:若所述排料结果小于预设阈值,则根据所述裁片数据以及面料数据重新进行排料,直至所述排料结果大于等于所述预设阈值。对裁片进行排料的目的主要是为了提高面料的利用率,节约资源,并且由于裁片的排列方式有多种,因此,若排料结果未达到预设阈值,则重新进行排料直至满足生产需求。
52.通过上述步骤,本发明首先将客户订单数据与预先存储的版型数据进行匹配,获取客户所选的基础版型款式;然后将客户的身材尺寸数据根据基础版型中的坐标系以及数字化计算规则进行关联,对基础版型数据进行缩放从而达到贴合人体的效果,并进一步根据缩放后生成的裁片数据进行排料从而生成客户定制版型的版型文件。与传统制版师人工
制版相比,预先设置好的数字化计算规则保证了裁片处理的标准化,有效的避免了制版师人工制版时,由于经验水平的高低,导致根据客户数据进行基础版型缩放时产生的差异。通过设置合理的计算规则,即可保证高质量的制版工艺。同时由于采用数字化的生产工艺,由计算机代替人工处理客户数据,整个制版流程通过计算机自动完成,实现了制版工艺的自动化,极大提高了定制版型制作的效率,实现了大规模生产个性化定制服装的技术效果。
53.下面通过优选实施例对本申请实施例进行描述和说明。
54.图3是根据本申请优选实施例的数字化制版方法的示意图。如图3所示,通过互联网获取客户商品订单,该订单包括用户订单数据。若该订单包括云裁剪标识,则将订单数据发送至数字化制版系统。该系统根据订单数据中的客户定制的商品选项和工艺选项,合成款式编码,例如商品选项为衬衫
‑
p001,工艺选项包括领型
‑
3、口袋
‑
4、门襟
‑
5以及下摆
‑
2,合成款式编码p001
‑
3452。根据该款式编码在oss服务器上查找p001
‑
3452,查找成功后,将p001
‑
3452对应的基础版型文件下载至数字化制版系统中。根据订单数据中客户的身材尺寸数据进行推板,推板即根据客户的身材尺寸数据以及基础版型文件,对版型文件进行缩放,生成推板文件,推板文件包括客户定制的裁片数据。身材尺寸数据包括:胸围、中腰围以及臀围等一系列数据,将身材尺寸数据与预置的数字化计算规则进行关联匹配,得出的裁片数据包括裁片形状、刀口以及点位数据。此时推板文件还是零散的裁片。根据裁片数据进行排料,排料即是根据裁片数据将裁片排在一起得出所需面料量的结果,若料率大于等于面料的70%,则根据排料结果将裁片合成客户定制的版型文件。若料率小于70%,则调节et系统的排料接口,重新进行排料,直到获得料率大于等于70%的排料结果。料率是指面料的使用率,即裁片面积与使用面料的面积,一块布若裁片紧密排放,则料率高,面料浪费少。et系统是服装行业常用的排料系统,通过调节et排料接口,可对裁片进行重新排料。
55.在其中一个实施例中,客户定制的版型文件生成后,可以通过射频识别技术(radio frequency identification)或扫描枪下载排料后生成的客户定制版型,根据客户定制版型进行制衣生产。
56.需要说明的是,在上述流程中或者附图的流程图中示出的步骤可以在诸如一组计算机可执行指令的计算机系统中执行,并且,虽然在流程图中示出了逻辑顺序,但是在某些情况下,可以以不同于此处的顺序执行所示出或描述的步骤。
57.本实施例还提供了一种数字化制版装置,该装置用于实现上述实施例及优选实施方式,已经进行过说明的不再赘述。如以下所使用的,术语“模块”、“单元”、“子单元”等可以实现预定功能的软件和/或硬件的组合。尽管以下实施例所描述的装置较佳地以软件来实现,但是硬件,或者软件和硬件的组合的实现也是可能并被构想的。
58.图4是根据本申请实施例的数字化制版装置的结构框图,如图4所示,该装置包括:
59.采集模块10:用于获取订单数据。
60.匹配模块20:用于根据所述订单数据,获取与所述订单数据匹配的版型数据。
61.处理模块30:用于基于所述订单数据,对所述版型数据对应的版型尺寸进行缩放处理,生成裁片数据。
62.控制模块40:用于根据所述裁片数据生成客户版型。
63.所述采集模块10,还用于所述订单数据至少包括:商品种类、辅料信息、裁剪部位、裁剪工艺以及尺寸数据、特体信息。
64.所述匹配模块20,还用于根据所述商品种类与裁剪部位生成版型信息;根据所述版型信息,查询并获取服务器中所述版型信息对应的版型数据。
65.所述匹配模块20,还用于根据所述商品种类和所述裁剪部位生成编号;将所述编号按照预设组合规则进行组合,生成版型信息。
66.所述处理模块30,还用于获取所述版型数据中各个数据点的坐标以及预置的数字化规则;根据所述订单数据中的裁剪工艺和尺寸数据以及所述数字化规则,调整所述版型数据的数据点坐标,对所述版型数据对应的版型尺寸进行缩放,生成裁片数据。
67.所述控制模块40,还用于获取面料数据,所述面料数据包括面料幅宽和面料布纹线方向;根据所述裁片数据以及面料数据进行排料;若排料结果大于等于预设阈值,则根据所述裁片数据生成客户版型。
68.所述控制模块40,还用于若所述排料结果小于预设阈值,则根据所述裁片数据以及面料数据重新进行排料,直至所述排料结果大于等于所述预设阈值。
69.需要说明的是,上述各个模块可以是功能模块也可以是程序模块,既可以通过软件来实现,也可以通过硬件来实现。对于通过硬件来实现的模块而言,上述各个模块可以位于同一处理器中;或者上述各个模块还可以按照任意组合的形式分别位于不同的处理器中。
70.另外,结合图1描述的本申请实施例数字化制版方法可以由计算机设备来实现。图5为根据本申请实施例的计算机设备的硬件结构示意图。
71.计算机设备可以包括处理器51以及存储有计算机程序指令的存储器52。
72.具体地,上述处理器51可以包括中央处理器(cpu),或者特定集成电路(application specific integrated circuit,简称为asic),或者可以被配置成实施本申请实施例的一个或多个集成电路。
73.其中,存储器52可以包括用于数据或指令的大容量存储器。举例来说而非限制,存储器52可包括硬盘驱动器(hard disk drive,简称为hdd)、软盘驱动器、固态驱动器(solid state drive,简称为ssd)、闪存、光盘、磁光盘、磁带或通用串行总线(universal serial bus,简称为usb)驱动器或者两个或更多个以上这些的组合。在合适的情况下,存储器52可包括可移除或不可移除(或固定)的介质。在合适的情况下,存储器52可在数据处理装置的内部或外部。在特定实施例中,存储器52是非易失性(non
‑
volatile)存储器。在特定实施例中,存储器52包括只读存储器(read
‑
only memory,简称为rom)和随机存取存储器(random access memory,简称为ram)。在合适的情况下,该rom可以是掩模编程的rom、可编程rom(programmable read
‑
only memory,简称为prom)、可擦除prom(erasable programmable read
‑
only memory,简称为eprom)、电可擦除prom(electrically erasable programmable read
‑
only memory,简称为eeprom)、电可改写rom(electrically alterable read
‑
only memory,简称为earom)或闪存(flash)或者两个或更多个以上这些的组合。在合适的情况下,该ram可以是静态随机存取存储器(static random
‑
access memory,简称为sram)或动态随机存取存储器(dynamic random access memory,简称为dram),其中,dram可以是快速页模式动态随机存取存储器(fast page mode dynamic random access memory,简称为fpmdram)、扩展数据输出动态随机存取存储器(extended date out dynamic random access memory,简称为edodram)、同步动态随机存取内存(synchronous dynamic random
‑
access memory,简称sdram)等。
74.存储器52可以用来存储或者缓存需要处理和/或通信使用的各种数据文件,以及处理器51所执行的可能的计算机程序指令。
75.处理器51通过读取并执行存储器52中存储的计算机程序指令,以实现上述实施例中的任意一种数字化制版方法。
76.在其中一些实施例中,计算机设备还可包括通信接口53和总线50。其中,如图5所示,处理器51、存储器52、通信接口53通过总线50连接并完成相互间的通信。
77.通信接口53用于实现本申请实施例中各模块、装置、单元和/或设备之间的通信。通信端口53还可以实现与其他部件例如:外接设备、图像/数据采集设备、数据库、外部存储以及图像/数据处理工作站等之间进行数据通信。
78.总线50包括硬件、软件或两者,将计算机设备的部件彼此耦接在一起。总线50包括但不限于以下至少之一:数据总线(data bus)、地址总线(address bus)、控制总线(control bus)、扩展总线(expansion bus)、局部总线(local bus)。举例来说而非限制,总线50可包括图形加速接口(accelerated graphics port,简称为agp)或其他图形总线、增强工业标准架构(extended industry standard architecture,简称为eisa)总线、前端总线(front side bus,简称为fsb)、超传输(hyper transport,简称为ht)互连、工业标准架构(industry standard architecture,简称为isa)总线、无线带宽(infiniband)互连、低引脚数(low pin count,简称为lpc)总线、存储器总线、微信道架构(micro channel architecture,简称为mca)总线、外围组件互连(peripheral component interconnect,简称为pci)总线、pci
‑
express(pci
‑
x)总线、串行高级技术附件(serial advanced technology attachment,简称为sata)总线、视频电子标准协会局部(video electronics standards association local bus,简称为vlb)总线或其他合适的总线或者两个或更多个以上这些的组合。在合适的情况下,总线50可包括一个或多个总线。尽管本申请实施例描述和示出了特定的总线,但本申请考虑任何合适的总线或互连。
79.该计算机设备可以基于获取到的计算机程序指令,执行本申请实施例中的数字化制版方法,从而实现结合图1描述的数字化制版方法。
80.另外,结合上述实施例中的数字化制版方法,本申请实施例可提供一种计算机可读存储介质来实现。该计算机可读存储介质上存储有计算机程序指令;该计算机程序指令被处理器执行时实现上述实施例中的任意一种数字化制版方法。
81.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
82.以上所述实施例仅表达了本申请的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本申请构思的前提下,还可以做出若干变形和改进,这些都属于本申请的保护范围。因此,本申请专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1