一种压铸模具内顶针孔的半自动设计方法与流程
1.本发明涉及模具设计领域,尤其是涉及一种压铸模具内顶针孔的半自动设计方法。
背景技术:
2.顶针分为圆顶针和扁顶针两种,具体需求得根据产品的结构位置来拟定,在模具压铸过程中,模具型腔注满合金熔液开始脱模的时候,依靠模具后模推板顶出顶针到预设位置,顶针把产品顶出来实现产品与模具的脱离。
3.现有的采用软件进行的模具设计中,零件库不可以满足压铸模具顶针设计需要,现有功能不可以实现所有顶针模型批量导入设计装配体内,不可以批量区别零件模型的特殊性,同时也不可以批量对已设定的压铸模具顶针孔进行自动模型开孔。
技术实现要素:
4.本发明主要解决的技术问题是提供一种压铸模具内顶针孔的半自动设计方法,能够对顶针孔进行半自动的设计。
5.为解决上述技术问题,本发明采用的一个技术方案是:一种压铸模具内顶针孔的半自动设计方法,包括将从压铸产品形状上提取或创建的顶针直径为设计依据,经由编写的软件程序,将提取或创建的所述顶针直径自动批量导入顶针基础模型,并且可以进行顶针式样和顶针套设定与否的切换,最终设定完成后,在对象零件模型上自动批量模型开孔。
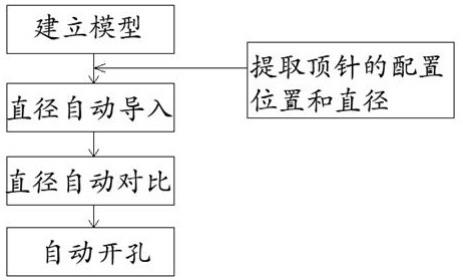
6.在本发明一个较佳实施例中,具体步骤包括1)建立模型:在软件程序内建立所述顶针基础模型,并写入所述顶针设计标准及尺寸要求;2)直径自动导入:将步骤1)中所述顶针基础模型按照提取或创建的所述顶针的配置位置和直径一次性导入软件内的压铸模具装配体内,并保持上下层链接关系;3)直径自动对比:自动识别步骤2)中已导入的压铸模具装配体内的顶针模型,所述顶针模型包括顶针和顶针孔,判定所述顶针头部形状是否是平面;4)自动开孔:批量将所述步骤3)中已设定的所述顶针孔在对象零件模型上开孔。
7.在本发明一个较佳实施例中,所述步骤2)中所述上下层链接关系为当所述顶针直径发生变化时,其余与所述顶针直径有关的参数也会随之变化。
8.在本发明一个较佳实施例中,所述步骤3)中当所述顶针头部形状不是平面时,设计者以此为设定依据,变更所述顶针模型。
9.在本发明一个较佳实施例中,变更所述顶针模型的方法为改变所述顶针的结构以便现场人员识别。
10.在本发明一个较佳实施例中,所述步骤2)中所述顶针的配置位置确定的方式包括由产品而定和人为经验判断而定。
11.本发明的有益效果是:本发明一种压铸模具内顶针孔的半自动设计方法,该设计
方法在现有catia软件基础上,将压铸模具顶针设计标准编写进软件程序中,结合创建的顶针基础模型,可准确高效地完成压铸模具顶针孔的半自动的设计。
附图说明
12.图1为一种压铸模具内顶针孔的半自动设计方法的工作流程图。
具体实施方式
13.下面对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
14.根据图1,一种压铸模具内顶针孔的半自动设计方法,包括将从压铸产品形状上提取的顶针直径为设计依据,经由编写的软件程序,将提取或创建的所述顶针直径自动批量导入顶针基础模型,并且可以进行顶针式样和顶针套设定与否的切换,最终设定完成后,在对象零件模型上自动批量模型开孔。
15.本实施例中采用catia软件进行的压铸模具顶针设定,顶针建模、顶针设定调整以及顶针孔作成的半自动化作业。
16.具体步骤包括1)建立模型:在软件程序内建立所述顶针基础模型,并写入所述顶针设计标准及尺寸要求,各顶所述针基础模型内可实现不同规格、各参数尺寸的任意切换功能。
17.通过建立所述顶针基础模型,可以识别压铸产品形状自动做成与之相匹配的所述顶针模型,设计作业者无需再每次建立所述顶针模型,另外,因所述顶针基础模型由外部数据做成,可通过数据追加、删除或变更来实现所述顶针基础模型的变化。
18.2)直径自动导入:将步骤1)中所述顶针基础模型按照提取或创建的所述顶针的配置位置和直径一次性导入软件内的压铸模具装配体内,并保持上下层链接关系,所述上下层链接关系为当所述顶针直径发生变化时,其余与所述顶针直径有关的参数也会随之变化。
19.所述顶针的配置位置确定的方式包括由产品而定和人为经验判断而定。
20.通过具有编程个的所述软件程序可识别压铸产品形状的所述顶针基础模型,参照指示的设定位置,一次性地批量导入所述压铸模具装配体内,从而实现了所述顶针及相关零件、所述顶针孔等的效率化半自动导入作业,即可保证所述顶针设定严格按照设计标准,又可以提高所述顶针设计作业的效率。
21.3)直径自动对比:自动识别步骤2)中已导入的压铸模具装配体内的顶针模型,所述顶针模型包括顶针和顶针孔,判定所述顶针头部形状是否是平面,当所述顶针头部形状不是平面时,设计者以此为设定依据,变更所述顶针模型,变更所述顶针模型的方法为改变所述顶针的结构以便现场人员识别。
22.4)自动开孔:批量将所述步骤3)中已设定的所述顶针孔在对象零件模型上开孔,可以将已设定的所有顶针孔在一个或多个对象零件模型上自动进行模型开孔作业,在保证正确性的基础上实现了自动化作业。
23.与现有技术相比,本发明一种压铸模具内顶针孔的半自动设计方法,该设计方法在现有catia软件基础上,将压铸模具顶针设计标准编写进软件程序中,结合创建的顶针基
础模型,可准确高效地完成压铸模具顶针孔的半自动的设计。
24.该方法在程序中写入压铸模具顶针设计标准,不管设计者的能力高低,都可以保证设计品质的稳定性,创建顶针基础模型,满足设计者对顶针模型的需求,无需每次设计时再追加制作模型,利用程序追加的编写功能,使得顶针设定作业中的各步骤明确,通过一键执行程序即可消除顶针设计中的重复作业内容,确保了顶针设定的高效性。
25.在本发明的描述中,需要说明的是,部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规试验方法获知,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
26.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1