用于物理零件的3D打印的热量感知工具路径重新排序的制作方法
用于物理零件的3d打印的热量感知工具路径重新排序
背景技术:
1.计算机系统可用于创建、使用和管理产品和其它物品的数据。例如,计算机辅助技术(computer-aided technology,cax)系统可以用于辅助产品的设计、分析、模拟或制造。cax系统的示例包括计算机辅助设计(computer-aided design,cad)系统、计算机辅助工程化(computer-aided engineering,cae)系统、可视化和计算机辅助制造(computer-aided manufacturing)系统、产品数据管理(product data management,pdm)系统、产品生命周期管理(product lifecycle management,plm)系统等。这些cax系统可以包括便于产品结构和产品制造的设计和模拟测试的组件(例如cax应用)。
附图说明
2.在以下具体描述中并参考附图描述了某些示例。
3.图1示出了支持用于物理零件的3维(3d)打印的热量感知工具路径重新排序的计算系统的示例。
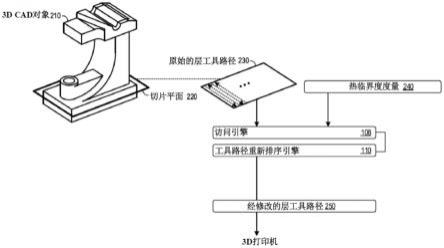
4.图2示出了原始的层工具路径到经修改的层工具路径的示例热量感知工具路径重新排序。
5.图3示出了由工具路径重新排序引擎使用路径优化算法进行的热量感知工具路径重新排序的示例。
6.图4示出了支持用于物理零件的3d打印的热量感知工具路径重新排序的机器学习模型的示例训练。
7.图5示出了机器学习模型支持用于物理零件的3d打印的热量感知工具路径重新排序的示例应用。
8.图6示出了系统可以实施以支持用于物理零件的3d打印的热量感知工具路径重新排序的逻辑的示例。
9.图7示出了支持用于物理零件的3d打印的热量感知工具路径重新排序的计算系统的示例。
具体实施方式
10.增材制造(有时称为3维或3d打印)可以经由可以逐层构造对象的3d打印机来执行。增材制造的示例形式包括多轴3d打印和激光粉末床熔融过程,在多轴3d打印中,3d打印机可以调节(例如倾斜)通过材料沉积执行3d构造所沿着的轴线,在激光粉末床熔融过程中,激光可以用作功率源以烧结/熔化铺在粉末床或构建平台上的粉末材料(例如金属粉末)。3d打印可以涉及通过使用3d打印工具(例如通过用于以有序方式递增地构建3d零件的材料沉积头或能量束)以递增方式连续形成材料。如本文所用的,工具路径可以指由3d打印机使用以通过增材制造来构造3d零件的任何部分的任何途径、路线或路径,无论是作为连续地沉积用于材料沉积3d打印技术的材料的路径,还是作为引导用于通过lpbf型3d打印技术进行的能量施加的激光(或其他能量发射)的路径,等等。
11.现代3d打印系统所面临的一个挑战是处理由3d打印过程引起的发热。例如,多轴3d打印技术可能需要将3d打印材料充分加热成可延展形式(例如金属珠),并且当使用可以积聚、保持和发射热量的金属或其他基板时,这种热量可能被放大。通过lbpf激光器施加能量以烧结金属粉末同样可以使用热量并将热量注入3d打印环境中作为3d打印过程的一部分。过多的热量可能不利地影响3d零件构造,例如,由于引起热量热点中的零件翘曲、不准确的零件构造、零件故障、不足的材料质量、以及由于再涂布系统损坏而导致的打印工作中断。许多当前用于3d打印的工具路径生成算法针对3d打印速度进行优化,而未考虑发热,因此可能面临零件变形增加、打印产量降低或打印效率降低。在零件构造期间暂停3d打印过程的简单解决方案可能试图解决与热量相关的零件问题,但是代价是增加的3d零件构造时间(也称为构建时间)和降低的效率。
12.本文的公开内容可以提供用于物理零件的3d打印的工具路径的热量感知重新排序的系统、方法、设备和逻辑。如本文更详细描述的,各种热量感知工具路径重新排序特征可以支持3d打印工具路径的重新排序,以减少3d零件中基于热量的问题的影响。如本文所述,可重新排序和优化工具路径,以考虑热临界度度量并减少对3d零件构造的热影响。重新排序可以通过使用路径优化算法或机器学习模型、逐点或逐段利用输入热量分析和热临界度度量来执行。因此,本文所述的热量感知工具路径重新排序特征可以减少传统生成的工具路径的热影响,同时还减少构建时间以优化3d零件构造。
13.这些和其它热量感知工具路径重新排序特征以及技术益处在本文中更详细地描述。
14.图1示出了支持用于物理零件的3d打印的热量感知工具路径重新排序的生成的计算系统100的示例。计算系统100可以采取单个或多个计算设备(例如应用服务器、计算节点、台式计算机或膝上型计算机、智能电话或其他移动设备、平板设备、嵌入式控制器等)的形式。在一些实施方式中,计算系统100实施cax工具、应用或程序,以帮助用户设计、分析、模拟或3d制造产品,包括热量感知工具路径重新排序。
15.作为支持本文描述的热量感知工具路径重新排序特征的任何组合的示例实施方式,图1所示的计算系统100包括访问引擎108和工具路径重新排序引擎110。计算系统100可以以各种方式实施引擎108和110(包括其组件),例如作为硬件和编程。用于引擎108和110的编程可以采取存储在非瞬态机器可读存储介质上的处理器可执行指令的形式,并且用于引擎108和110的硬件可以包括执行这些指令的处理器。处理器可以采取单处理器或多处理器系统的形式,并且在一些示例中,计算系统100使用相同的计算系统特征或硬件组件(例如公共处理器或公共存储介质)来实施多个引擎。
16.在操作中,访问引擎108可以访问3d cad对象的切片的原始的层工具路径。如本文所用的,cad对象(包括3d cad对象)可以包括与零件设计、模拟、分析或制造相关的任何类型的cax对象数据。cad对象因此可以包括3d对象设计、模型、模型切片、工具路径等。3d cad对象可以表示物理零件,切片可以表示用于物理零件的3d打印的物理层,并且原始的层工具路径可以控制物理层的3d打印,并且包括原始的层工具路径的多个工具路径段的3d打印顺序。原始工具路径可以指在应用或用作本文描述的热量感知工具路径重新排序特征的输入之前所访问的任何3d打印工具路径。在操作中,访问引擎108还可以访问原始的层工具路径的热临界度度量。热临界度度量可以指明针对原始的层工具路径的多个工具路径段上的
不同点的热影响,以用于使用原始的层工具路径进行物理零件的3d打印。
17.在操作中,工具路径重新排序引擎110可以将原始的层工具路径的多个工具路径段重新排序为经修改的层工具路径。经修改的层工具路径可以具有与原始的层工具路径不同的3d打印顺序和与原始的层工具路径的热临界度度量相比对物理零件的热影响更小的热临界度度量。工具路径重新排序引擎110还可以提供经修改的层工具路径以支持物理零件的3d打印。
18.接下来更详细地描述这些和其它热量感知工具路径重新排序特征。
19.图2示出了原始的层工具路径到经修改的层工具路径的示例热量感知工具路径重新排序。图2中的示例是经由实施访问引擎108和工具路径重新排序引擎110的计算系统来例示的。然而,本文中设想了各种其它实施方式。
20.访问引擎108可以访问与3d打印工具路径的生成、重新排序、分析或处理相关的任何cax数据。本文所述的热量感知工具路径重新排序特征可产生热量感知工具路径。如本文所用的,热量感知工具路径可以指考虑物理零件的3d打印中的热影响的任何工具路径,包括本文所述的已从传统生成的非热量感知或任何其他输入或原始工具路径重新排序的经修改的工具路径。在一些实施方式中,热量感知工具路径重新排序是在每层基础上执行的。在这样的示例中,访问引擎108可以访问3d cad对象的任何数量的切片,以支持热量感知工具路径重新排序。
21.访问引擎108可以访问3d cad对象210的各种切片的层工具路径,并且切片可以通过切片平面220生成,该切片平面沿着被支持用于3d cad对象210所表示的物理零件的3d打印的任何构建轴与cad对象210相交。在图2中,访问引擎108访问原始的层工具路径230,其可以表示用于3d cad对象210的给定切片的物理制造的工具路径。在一些实施方式中,访问引擎108本身可以对3d cad对象210执行相交操作,以获得零件切片并生成零件切片的原始的层工具路径。在其他示例中,访问引擎108可以以其他方式获得由其他路径逻辑(例如传统的层工具路径生成工具)生成的3d cad对象210的切片的原始的层工具路径。
22.原始的层工具路径可以指为3d cad对象切片生成的任何初始的、预定的或非热量感知的工具路径。因此,原始的层工具路径可以采取不考虑其路线中的热量的任何传统生成的工具路径的形式(本文中称为非热量感知工具路径)。传统生成的工具路径的示例包括针对3d打印速度优化的工具路径,例如连续线扫描材料沉积路线、传统激光影线跟踪或由传统3d打印系统生成的路径向量。传统生成的工具路径也可包括拓扑依赖的局部工具参数(例如激光功率、写入速度),其适用于拓扑依赖的要求(例如悬垂策略等)。
23.如本文所述,工具路径(包括层工具路径)可以包括工具路径段。工具路径段可以是工具路径的任何子段,并且可以是影线向量的形式(因此具有起点和终点)。在这一点上,给定工具路径的工具路径段的组合可以形成3d打印机穿过以打印3d零件的一部分(例如3d零件的物理层)的有序路径。
24.访问引擎108可以支持分析任何类型的工具路径(包括如本文所述的原始的层工具路径和经修改的层工具路径)的能力。特别地,访问引擎108可以访问原始的层工具路径230的热临界度度量240。热临界度度量可以包括指明使用给定工具路径对物理零件的3d打印的热影响的任何分析、度量、数据、统计或其他评估。在一些实施方式中,访问引擎108本身可以计算层工具路径的热临界度度量。在其他实施方式中,访问引擎108可以依据被配置
来处理层工具路径并生成热临界度度量的单独的分析逻辑访问计算出的热临界度度量。
25.本文中设想了各种形式的热临界度度量,包括根据在于2019年11月18日递交的第pct/ep2019/085918号国际专利申请中描述的任何热分析、过程、实施方式或特征,该申请的发明人为daniel reznik、frank heinrichsdorff、darya kastsian和katharina eissing,以引用的方式全文并入本文。
26.例如,所访问的热临界度度量可以逐点地指明针对特定工具路径的热影响,并且可以将点描绘为特定工具路径或包括该特定工具路径的工具路径段(例如向量)的任何划分、描绘或其它子部分。以在激光床粉末熔融(lbpf)3d打印过程中为切片生成的影线向量形式的层工具路径为例进行说明,热临界度度量可以指明各个影线向量上的多个点的逐点热临界度。热临界度度量可利用积分,该积分计算给定点下方和附近(例如客观确定的周围区域)的质量和施加到给定点的能量的量以及在有序影线向量中给定点之前和/或之后的预定数量的点3d的历史。
27.在一些示例中,由访问引擎108生成或以其他方式访问的热临界度度量可以指明特定点、在某一客观测量的邻域中的多个点、工具路径段、层工具路径的另一子部分或整个层工具路径超过物理零件的3d打印的临界温度的梯度。这种临界温度可以针对给定的构建环境通过实验确定,并且可以根据3d零件材料(例如沉积珠、金属粉末或其他构造材料)、3d打印过程参数、构建环境温度、3d打印机特性等而变化。临界温度可以指3d零件将燃烧、氧化、变形或以其他方式受到不利影响以改变3d打印零件的质量或设计的阈值温度。例如,临界温度可以采取在产生超过lbpf型的或其它3d打印技术的临界尺寸时熔体池处的阈值温度的形式。访问引擎108或其它实体可在确定工具路径的热临界度度量时配置临界温度值。
28.在一些示例中,热临界度度量可以采取相对于临界温度的梯度值的形式。例如,图2中的热临界度度量240可以(例如逐点地)指明原始的层工具路径230的多个工具路径段上的不同点中的每一者的3d零件温度超过(或低于)物理零件的3d打印的临界温度的程度/量。在计算热临界度度量时,访问引擎108(或其他分析逻辑)可以利用有限元分析(fea)、机器学习(ml)或其他处理技术的组合来计算给定工具路径中的各个点的构建温度,并且确定所计算的构建温度与3d打印的临界温度的差异程度。访问引擎108可以例如以第pct/ep2019/085918号国际专利申请中描述的任何方式这样做。梯度(例如温差的量/程度)可客观地测量为给定工具路径的各个点的所计算的构建温度与一个或多个对应临界温度的差。
29.在构造3d打印零件的整个工具路径上进行fea分析可能是不切实际或不可行的。在一些情况下,整个3d零件工具路径的长度可能超过几十或几百英里,并且fea计算可能需要数天、数周、或者甚至数年的计算时间,这取决于相关计算资源的能力和可用性。访问引擎108可以利用机器学习模型来提高热临界度度量计算的速度和效率,例如,通过利用层工具路径的代表性(例如小的或所选择的)部分的详细fea输入数据来训练机器学习模型。这些代表性部分可被提供用于针对一致的3d打印参数进行训练,并且可包括从整个3d零件工具路径采样的不同长度和位置的影线向量或其它工具路径段的代表性fea数据,并且在一些实施方式中,具有重新排序的向量的假想代表性体积元素也可用作训练数据。通过这样的训练,访问引擎108所利用的机器学习模型可以支持以提高的速度和效率来计算和确定热临界度度量。
30.因此,所访问的热临界度度量可识别工具路径(以及所制造的3d零件的对应部分)
中可能超过临界温度并因此导致零件变形和/或由局部过热引起的其它问题的点。
31.为了解决对于给定层工具路径可能发生的3d零件过热,工具路径重新排序引擎110可以生成与给定层工具路径相比具有减小的热影响的经修改的层工具路径(这可以因此产生提高的零件质量)。在图2所示的示例中,工具路径重新排序引擎110可以对原始的层工具路径230中的工具路径段的3d打印顺序进行重新排序,以获得经修改的层工具路径250。与原始的层工具路径230相比,经修改的层工具路径可以具有减小的热影响,并且减小的热影响可以由工具路径重新排序引擎110通过经修改的层工具路径250的热临界度度量与原始的层工具路径230的热临界度度量240之间的比较来确定。
32.为了构造经修改的层工具路径250,工具路径重新排序引擎110可以应用任意数量的优化技术来重新排序工具路径段,以满足任意数量的预定目标,例如通过配置的目标函数定义的那样。工具路径重新排序引擎110可考虑的示例目标包括使工具路径构建时间(其可针对给定工具路径作为层工具路径的长度(也称为距离)的函数来测量,该长度可包括通过工具路径段的有效打印距离和连续工具路径段之间的3d打印机的行进距离和延迟/暂停)、热临界度度量的阈值降低或热临界度度量的上限等最小化。在确定经修改的层工具路径250时由工具路径重新排序引擎110应用的约束和目标可以是相互依赖的,例如以优化原始的层工具路径230的工具路径段的3d打印顺序,使得在受到经修改的层工具路径250的热临界度度量被降低到至少低于阈值热临界度度量的约束下,将经修改的层工具路径250的构建时间最小化。
33.在一些实施方式中,工具路径重新排序引擎110可以通过使用路径优化算法迭代地优化候选层工具路径来将原始的层工具路径230的多个工具路径段重新排序成经修改的层工具路径250,该路径优化算法被应用以优化热临界度度量和候选层工具路径的总体构建时间,以便确定经修改的层工具路径250。经修改的层工具路径250对物理零件的热影响可比原始的层工具路径230更小,工具路径重新排序引擎110可以以各种方式客观地比较层工具路径之间的热影响。
34.作为说明性示例,工具路径重新排序引擎110可以在数值上比较原始的层工具路径230中和经修改的层工具路径250中的点超过用于3d cad对象210所表示的物理零件的3d打印的临界温度的总量。作为另一个示例,工具路径重新排序引擎110可以比较原始的层工具路径230中和经修改的层工具路径250中的最大超过临界温度逐点梯度,并相应地确定经修改的层工具路径250的减小的热量度量。
35.作为又一示例,工具路径重新排序引擎110可在每工具路径段基础上测量热临界度度量(例如基于向量的热临界度度量),其在本文中可被称为段热临界度度量。工具路径重新排序引擎110可通过例如以下方式来确定段热临界度度量:对工具路径段上的逐点临界度(例如每影线向量)求平均,通过给定工具路径段中的多个高临界度点来定义干预阈值(例如其中高临界度是通过超过临界温度至少临界度阈值(例如超过10℃)的逐点构建温度来测量的),通过相邻样本点上的平均值来定义工具路径段的临界度等。工具路径重新排序引擎110可以使用这种每工具路径段热临界度度量作为又一种度量,以比较原始的层工具路径230与经修改的层工具路径250之间的热影响,或者经由段重新排序来优化经修改的层工具路径250的热临界度度量。
36.工具路径重新排序引擎110可以提供经修改的层工具路径,以支持由3d cad对象
表示的物理零件的3d打印。例如,工具路径重新排序引擎110可以将经修改的层工具路径250作为控制数据传输到3d打印机,使得沉积工具、激光器或其他能量源、或其他3d打印仪器遍历经修改的层工具路径250,以物理地制造由3d cad对象210表示的3d零件的切片的物理层。在一些实施方式中,工具路径重新排序引擎110在本地被实施为3d打印机本身的一部分,因此热量感知工具路径重新排序可以在与物理零件的3d打印相同的物理机器或计算环境上发生。在其他实施方式中,工具路径重新排序引擎110可以远离3d打印机实施(例如通过远程cad系统或在云计算环境中实施),并且经修改的层工具路径250可以跨通信网络传输到3d打印机。
37.因此,原始工具路径(例如传统生成的工具路径)可以经由本文所述的各种热量感知工具路径重新排序特征而被重新排序成经修改的层工具路径。通过使用经修改的层工具路径(与原始的层工具路径相比)构造的物理零件可以具有减小的热影响和提高的零件质量。因此,本文所述的热量感知工具路径重新排序特征可以提高使用3d打印的3d零件构造的质量,并且可以在减少、最小化或以其他方式优化构建时间的同时这样做,以控制、平衡和考虑构建效率和零件质量。接下来参考图3至图5描述工具路径重新排序引擎110可以应用的重新排序技术的一些示例。
38.图3示出了由工具路径重新排序引擎110使用路径优化算法进行的热量感知工具路径重新排序的示例。在图3所示的示例中,工具路径重新排序引擎110实施路径优化算法310,该算法可以是工具路径重新排序引擎110可以应用以重新排序输入工具路径的工具路径段的任何优化算法。例如,工具路径重新排序引擎110可以将原始的层工具路径330和原始的层工具路径330的热临界度度量340(其每一者可以分别与图2中描述的原始的层工具路径230和热临界度度量240一致)作为输入。工具路径重新排序引擎110可以将路径优化算法310应用于原始的层工具路径330和热临界度度量340,并且确定与原始的层工具路径330相比具有减小的热影响的经修改的层工具路径350。
39.路径优化算法310的应用可以是迭代的,使得生成并评估候选层工具路径,直到满足一组算法约束。如本文所述,作为示例,可在将受阈值热临界度度量影响的构建时间最小化方面指定算法约束。对于路径优化算法310的应用中的给定迭代,工具路径重新排序引擎110可以访问从路径优化算法310的先前迭代确定的输出层工具路径,作为候选层工具路径。对于路径优化算法310的初始迭代,工具路径重新排序引擎110可以将原始的层工具路径330识别为第一候选层工具路径。
40.各个候选层工具路径可以包括多个工具路径段(例如原始的层工具路径330的相同工具路径段,但是顺序不同)的特定3d打印顺序以及对应的热临界度度量。各个候选层工具路径的热临界度度量实际上可以提供候选层工具路径的评估,并且工具路径重新排序引擎110可以通过路径优化算法310在各种候选层工具路径上迭代,以优化层工具路径,从而满足算法约束,并确定最佳工具路径,以作为经修改的层工具路径输出。在收敛到(如经由例如最小构建时间和阈值热临界度度量的算法约束评估的)最佳工具路径之后,工具路径重新排序引擎110可以识别并产生经修改的层工具路径350。在原始的层段中的工具路径段的数量相对较大(例如在阈值数量以上,例如150、2000或任何其它可配置的阈值)的一些情况下,工具路径重新排序引擎110可以将层划分为一组区域/子层(例如将该层的工具路径段分配到不同的区域/子层中)。在这种情况下,工具路径重新排序引擎110可以确定各个区
域/子层的经修改的工具路径,并且将经修改的层工具路径350生成为针对给定层的各个区域/子层确定的经修改的工具路径的组合。
41.在一些示例中,工具路径重新排序引擎110可以应用蚁群优化算法作为路径优化算法310,在该算法中,蚁群优化算法的信息素参数被指定为针对候选层工具路径的工具路径段计算的段热临界度度量的倒数。在应用蚁群优化算法(或任何其它路径优化算法310)时,工具路径重新排序引擎110可以基于段热临界度度量来单独评估工具路径段,段热临界度度量可以指在每工具路径段基础上指定的任何热临界度度量。段工具路径热临界度度量的示例形式包括对工具路径段上的逐点临界度(例如每影线向量)求平均、通过具有超过临界温度临界梯度阈值(例如超过10℃)的构建温度的给定工具路径段中的多个高临界度点来定义干预阈值、通过相邻样本点的临界度度量的平均值来定义工具路径段的临界度、等等。
42.通常,工具路径重新排序引擎110可以应用优化流程,该优化流程通过随机分布在候选工具路径上迭代,并且测量信息素参数值的变化,以评估最佳路径。蚁群优化可被设计成经由信息素分布来识别加权图中的“最短”路径,并且在这种情况下,“最短”路径准则可根据构建时间和/或段热临界度度量来指定。特别地,工具路径重新排序引擎110可以通过逐段(例如逐向量)热临界度度量的倒数来测量信息素踪迹。在测试不同的候选层工具路径时,“蚂蚁”前进通过如经由加权图表示的可能路径(在这种情况下是工具路径段),并且在这样做时相应地沉积信息素和权重边缘。
43.利用这些信息素参数配置,工具路径重新排序引擎110可以进一步将另一启发因素配置为第k只蚂蚁从点i到点j遵循给定工具路径段或一组工具路径段的概率,如下:
[0044][0045]
在该示例中,工具路径重新排序引擎110可以将参数τ配置为信息素参数,在本示例中是段临界度度量的倒数(并且因此具有与临界温度相比减小的热影响/梯度的热度量临界度充当正指标,并且将蚁群路径遍历移向较小的段热临界度度量)。
[0046]
工具路径重新排序引擎110可以将参数η配置为要由路径优化算法310(在该示例中为蚁群优化算法)求解/优化的启发项。在特定示例中,工具路径重新排序引擎110可以设置其中,工具路径重新排序引擎110可以将这样的行进时间项定义为在已遍历的路径中从给定工具路径段的终点遍历到后续工具路径段的起点所需的非3d打印时间(实际上,测量3d打印机在连续工具路径段的终点与起点之间的非3d打印遍历时间)。因此,工具路径重新排序引擎110可以将层工具路径的总暴露时间优化为t=∑iti(其中ti作为给定工具路径的3d打印顺序中第i个工具路径段之后的行进时间,其可以取决于后续工具路径段之间的距离)。如本文所述,工具路径重新排序引擎110可以利用层工具路径(或包括的工具路径段)的热临界度度量满足关于阈值热临界度度量的算法约束的约束来优化构建时间t。
[0047]
为了进一步解释,工具路径重新排序引擎110可以设置指数α和β作为信息素参数值的权重并构建关于蚂蚁遍历概率的时间启发项。对于初始迭代,工具路径重新排序引擎110可使用原始的层工具路径330的热临界度度量340来计算段热临界度度量,然后计算各
个工具路径段的信息素参数值(作为计算或访问的段热临界度度量的倒数),其可包括来自原始的层工具路径330的工具路径段中从一个工具路径段到另一个工具路径段的一些或所有可能转变的信息素参数值。
[0048]
根据所计算的信息素参数值以及启发值η,工具路径重新排序引擎110可以确定工具路径段之间的所有允许的转变的概率。在这样做时,工具路径重新排序引擎110可以通过应用于3d打印过程的任何物理、技术或过程特定的边界条件(例如零件边界等)来限制(例如排除或以其他方式约束)工具路径段之间的转变。这样,工具路径重新排序引擎110可以跨蚁群优化算法的加权图迭代,并且相应地确定工具路径段的最佳3d打印顺序。在限制工具路径段的热临界度度量的约束(例如所有段热临界度度量低于阈值、段热临界度度量的总和低于阈值、或任何其它可配置算法约束)下,所确定的最佳3d打印顺序可以使构建时间最小化。然后,工具路径重新排序引擎110可以重新计算所确定的候选层工具路径(和对应的3d打印顺序)的临界度,这可以允许工具路径重新排序引擎110更新信息素参数值,直到热临界度度量尽可能地减小,从而限制了构建时间。
[0049]
以本文所述的这种方式,工具路径重新排序引擎110可以通过路径优化算法310迭代地优化候选层工具路径,并因此根据指定的算法约束(例如构建时间和热临界度度量)将原始的层工具路径330重新排序。路径优化算法310的输出可以包括针对算法约束优化的重新排序的一组工具路径段,其可以因此形成经修改的层工具路径350。
[0050]
在一些实施方式中(例如如图3中的示例所示的那样),工具路径重新排序引擎110可以针对作为输入接收的各个原始的层工具路径(以及对应的热临界度度量)单独应用路径优化算法310。在其它实施方式中,工具路径重新排序引擎110不需要针对各个单独的原始的层工具路径单独应用优化算法来重新排序,而是可以替代地训练机器学习模型以控制用于所接收的原始的层工具路径的工具路径段重新排序。接下来参考图4和图5描述用于热量感知工具路径重新排序的示例机器学习模型的训练和应用。
[0051]
图4示出了支持用于物理零件的3d打印的热量感知工具路径重新排序的机器学习模型的示例训练。在图4中,工具路径重新排序引擎110可以实施或以其他方式访问机器学习模型410,机器学习模型可以根据机器学习技术、过程或算法的任意组合来训练。机器学习模型410可以实施或提供任何数量的机器学习技术来分析和解释用于3d打印的工具路径。例如,机器学习模型410可以实施任何数量的监督的、半监督的、无监督的或增强的学习模型,以解释原始的层工具路径和/或对应的热临界度度量。机器学习模型410可以包括马尔可夫链、上下文树、支持向量机、神经网络、贝叶斯网络或各种其它机器学习组件。在一些情况下,机器学习模型410可应用任何数量的用于模型训练的强化学习技术,以支持本文所述的热量感知工具路径重新排序特征。
[0052]
工具路径重新排序引擎110可以通过配置在物理零件的3d打印中考虑多个参数的参数化重新排序算法420来训练机器学习模型410。参数化重新排序算法420可以采用任何函数、技术、热量感知标准、或可以应用以对输入层工具路径(例如传统上从3d cad对象的切片生成的原始的层工具路径)的工具路径段进行重新排序的其他逻辑的形式。在一些实施方式中,参数化重新排序算法420也可以采用输入层工具路径的热临界度度量作为输入。参数化重新排序算法的示例包括为工具路径段指定重新排序标准的逻辑,例如,基于规则的工具路径交织方案、基于距离的工具路径段重新排序方案、随机分布等,该基于规则的工
具路径交织方案将输入层工具路径重新排序为以原始3d打印顺序中的每三(3)个工具路径段进行交替。
[0053]
工具路径重新排序引擎110可以将参数化重新排序算法420进行配置以包括任何数量的参数,这些参数可以用于控制输入层工具路径中的工具路径段的重新排序。参数化重新排序算法420的可参数化属性的一些示例包括工具路径段长度(例如影线向量长度)、段热临界度度量、逐点热临界度度量、层或层工具路径中的感兴趣区域或热点(例如如经由输入工具路径的热临界度度量所标识的那样)、3d打印过程参数(例如沉积工具、lbpf参数)、3d打印材料特性、限制工具路径段的物理打印或排序的任何几何和边界约束、跳跃或交织方向的限制等。可以客观测量的物理零件的3d打印过程的任何方面可以由工具路径重新排序引擎110参数化,作为参数化重新排序算法420的组成部分。
[0054]
为了基于参数化重新排序算法420来训练机器学习模型410,工具路径重新排序引擎110可以提供参数化重新排序算法420的多个参数的试验参数值作为训练的输入。工具路径重新排序引擎110可以基于实际的先前3d打印配置随机地确定试验参数,作为通过用户输入配置的预定的一组参数值,或者以各种其他方式来确定。作为训练的输入,工具路径重新排序引擎110还可以接收初始层工具路径,该初始层工具路径具有针对该初始层工具路径计算的对应的热临界度度量。在图4的示例中,工具路径重新排序引擎110提供初始层工具路径431、初始层工具路径431的热临界度度量432、以及试验参数值433,作为用于训练机器学习模型410的输入。
[0055]
通过训练,工具路径重新排序引擎110(例如经由机器学习模型410)可以利用对应的热临界度度量在候选层工具路径上迭代,以基于热临界度度量和候选层工具路径的总体构建时间来优化参数化重新排序算法420。优化可以通过调节参数化重新排序算法420的参数值并通过训练的当前迭代的候选层工具路径的热临界度度量来评估对应生成的候选层工具路径而发生。在给定迭代中,机器学习模型410可以生成候选层工具路径441,以及计算或以其他方式访问用于候选层工具路径441的热临界度度量442。工具路径重新排序引擎110可以实施如本文所述的任何热临界度度量计算或确定能力。
[0056]
候选层工具路径441可以由机器学习模型410使用经由机器学习模型410(例如经由强化学习技术)针对给定迭代应用的、确定的或以其他方式调节的一组候选参数值443来生成。通过经由对应的热临界度度量442对候选层工具路径441进行工具路径评估,机器学习模型410可以继续迭代、学习、处理和确定调节的参数值,以向例如通过热临界度度量测量和评估的任意数量的配置目标或约束收敛。收集输入数据和输入特征以及各个迭代所产生的工具路径段的重新排序可允许机器学习模型410找到用于工具路径段的重新排序的适当的重新排序策略(例如表示为参数化重新排序算法420的参数值)。
[0057]
在一些实施方式中,工具路径重新排序引擎110可以配置机器学习模型410以根据目标度量来优化参数化重新排序算法420的参数值,目标度量可以被指定为通过候选层工具路径的总体构建时间和/或热临界度度量阈值评估的目标函数。本文所述的各种构建时间和热临界度度量约束中的任何一者可同样地应用于经由机器学习模型410来优化参数化重新排序算法420的参数值。例如,机器学习模型410学习参数化重新排序算法420的参数值,参数值可以使重新排序的工具路径段的总体构建时间最小化,这保持重新排序的层工具路径的热临界度度量低于阈值(无论是作为合计、最大段或逐点热临界度度量来测量,还
是根据如本文所述的任何其它可配置评估标准来测量)。
[0058]
机器学习模型训练的输出可以是参数化重新排序算法420的一组优化参数值(或者在一些示例中,基于经由输入层工具路径的3d打印的变化参数值的多个组)。因此,工具路径重新排序引擎110可以从迭代和模型训练中获得经训练的模型(例如训练之后的机器学习模型410),该经训练的模型为参数化重新排序算法420的多个参数指定学习的参数值,学习的参数值可以应用于输入层工具路径。在训练之后,工具路径重新排序引擎110可以使用经训练的机器学习模型来重新排序用于输入层工具路径的工具路径段,如接下来参考图5描述的。
[0059]
图5示出了机器学习模型支持用于物理零件的3d打印的热量感知工具路径重新排序的示例应用。在图5的示例中,工具路径重新排序引擎110可以使用利用输入数据训练的机器学习模型410,用于如图4所述的参数化重新排序算法420。
[0060]
在应用经训练的机器学习模型时,工具路径重新排序引擎110可以提供原始的层工具路径530和针对原始的层工具路径530确定的热临界度度量540作为机器学习模型410的输入。机器学习模型410可以确定用于原始的层工具路径530的适当的重新排序策略(进一步考虑热临界度度量540),如经由从输入数据的训练所学习的。因此,机器学习模型410可以设置参数化重新排序算法420的学习的参数值,将参数化重新排序算法420应用于原始的层工具路径430,并且获得经修改的层工具路径550作为机器学习模型410的输出。
[0061]
通过机器学习模型410的预先训练,工具路径重新排序引擎110不需要为每个单个输入层工具路径解决优化问题,而是依赖于经训练的机器学习模型410来优化输入层工具路径的工具路径段的重新排序。因此,本文描述的ml训练和应用特征可以改善热量感知工具路径重新排序的效率。
[0062]
虽然许多热量感知工具路径重新排序特征已通过各种附图呈现的说明性示例在本文中描述,但是访问引擎108和工具路径重新排序引擎110可实施本文描述的热量感知工具路径重新排序特征的任何组合。
[0063]
图6示出了系统可以实施以支持用于物理零件的3d打印的热量感知工具路径重新排序的逻辑600的示例。例如,计算系统100可以将逻辑600实施为硬件、存储在机器可读介质上的可执行指令、或两者的组合。计算系统100可以经由访问引擎108和工具路径重新排序引擎110实施逻辑600,通过这些引擎,计算系统100可以执行或实行逻辑600,作为支持用于物理零件的3d打印的热量感知工具路径重新排序的方法。使用访问引擎108和工具路径重新排序引擎110作为示例来提供逻辑600的以下描述。然而,系统的各种其他实施选项是可能的。
[0064]
在实施逻辑600时,访问引擎108可以访问3d cad对象的切片的原始的层工具路径(602)。3d cad对象可以表示物理零件,切片可以表示用于物理零件的3d打印的物理层,并且原始的层工具路径可以控制物理层的3d打印,并且包括原始的层工具路径的多个工具路径段的3d打印顺序。在实施逻辑600时,访问引擎108还可以访问原始的层工具路径的热临界度度量(604)。热临界度度量可以指明针对原始的层工具路径的多个工具路径段上的不同点的热影响,以用于使用原始的层工具路径进行物理零件的3d打印。
[0065]
在实施逻辑600时,工具路径重新排序引擎110可以将原始的层工具路径的多个工具路径段重新排序为经修改的层工具路径(606),以本文描述的任何方式这样做。经修改的
层工具路径可以具有与原始的层工具路径不同的3d打印顺序和与原始的层工具路径的热临界度度量相比对物理零件的热影响更小的热临界度度量。在实施逻辑600时,工具路径重新排序引擎110还可以提供经修改的层工具路径,以支持由3d cad对象表示的物理零件的3d打印(608)。
[0066]
图6所示的逻辑600提供了说明性示例,计算系统100可通过其支持用于物理零件的3d打印的热量感知工具路径重新排序。本文设想逻辑600中的附加的或可替代的步骤,包括根据本文针对访问引擎108、工具路径重新排序引擎110或其任意组合描述的各个特征中的任一者。
[0067]
图7示出了支持用于物理零件的3d打印的热量感知工具路径重新排序的计算系统700的示例。计算系统700可以包括处理器710,其可以采取单个或多个处理器的形式。一个或多个处理器710可以包括中央处理单元(cpu)、微处理器或适于执行存储在机器可读介质上的指令的任意硬件设备。系统700可以包括机器可读介质720。机器可读介质720可以采取存储可执行指令的任意非瞬态电子、磁性、光学或其他物理存储设备的形式,可执行指令例如为图7所示的访问指令722和工具路径重新排序指令724。因此,机器可读介质720可以是例如随机存取存储器(ram)(例如动态ram(dram))、闪速存储器、自旋扭矩存储器、电可擦除可编程只读存储器(eeprom)、存储驱动器、光盘等。
[0068]
计算系统700可以通过处理器710执行存储在机器可读介质720上的指令。执行指令(例如访问指令722和/或工具路径重新排序指令724)可使得计算系统700执行本文所述的任一热量感知工具路径重新排序特征,包括根据访问引擎108、工具路径重新排序引擎110或两者的组合的任一特征。
[0069]
例如,处理器710对访问指令722的执行可以使得计算系统700访问3d cad对象的切片的原始的层工具路径,并且访问原始的层工具路径的热临界度度量。3d cad对象可以表示物理零件,切片可以表示用于物理零件的3d打印的物理层,并且原始的层工具路径可以控制物理层的3d打印,并且包括原始的层工具路径的多个工具路径段的3d打印顺序。原始的层工具路径的热临界度度量可以指明针对原始的层工具路径的多个工具路径段上的不同点的热影响,以用于使用原始的层工具路径进行物理零件的3d打印。
[0070]
处理器710对工具路径重新排序指令724的执行可以使得计算系统700将原始的层工具路径的多个工具路径段重新排序为经修改的层工具路径,以本文描述的任何方式这样做。经修改的层工具路径可以具有与原始的层工具路径不同的3d打印顺序和与原始的层工具路径的热临界度度量相比对物理零件的热影响更小的热临界度度量。处理器710对工具路径重新排序指令724的执行还可以使得计算系统700提供经修改的层工具路径以支持物理零件的3d打印。
[0071]
如本文所述的任何附加的或可替代的热量感知工具路径重新排序特征可经由访问指令722、工具路径重新排序指令724或两者的组合来实施。
[0072]
上述系统、方法、设备和逻辑,包括访问引擎108和工具路径重新排序引擎110,可以以硬件、逻辑、电路和存储在机器可读介质上的可执行指令的许多不同组合以许多不同方式实施。例如,访问引擎108、工具路径重新排序引擎110或其组合可以包括控制器、微处理器或专用集成电路(asic)中的电路,或者可以利用分立逻辑或组件或其他类型的模拟或数字电路的组合来实施,这些分立逻辑或组件或电路组合在单个集成电路上或分布在多个
集成电路之间。产品(例如计算机程序产品)可以包括存储介质和存储在介质上的机器可读指令,当在终端、计算机系统或其他设备中执行时,机器可读指令使得设备执行根据以上描述中的任意一者(包括根据访问引擎108、工具路径重新排序引擎110或其组合的任意特征)的操作。
[0073]
本文描述的系统、设备和引擎(包括访问引擎108和工具路径重新排序引擎110)的处理能力可以分布在多个系统组件之间,例如分布在多个处理器和存储器之间,可选地包括多个分布式处理系统或云/网络元件。参数、数据库和其它数据结构可以被分开存储和管理,可以被结合到单个存储器或数据库中,可以以许多不同的方式在逻辑上和物理上组织,并且可以以许多方式实施,包括例如链表、散列表或隐式存储机制的数据结构。程序可以是单个程序的部分(例如子例程)、单独的程序、跨若干存储器和处理器分布、或者以许多不同方式实施,例如在库(例如共享库)中。
[0074]
虽然以上描述了各种示例,但是更多的实施方式是可能的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1