一种基于互联网平台的板状建材加工工艺的制作方法
1.本发明涉及板材加工领域,尤其是指一种基于互联网平台的板状建材加工工艺。
背景技术:
2.板状建材是指形态大致呈平板状的玻璃、石板、木板、预制板等建筑材料,其表面不要求十分光滑,但至少在一个大致的平面上。
3.现有板状建材传统销售渠道,多以采购者到建材市场进行考察,或通过电商销售渠道以常用摄像方式呈现板状建材图像供购买者阅览等,该传统销售方式无法精确对应板状建材的轮廓及纹路图像,后续加工出材及排版信息。
4.此外,现有板状建材加工流程各环节,以人工操作居多,无统一数据化管理,效率低下。
技术实现要素:
5.本发明提供一种基于互联网平台的板状建材加工工艺,其主要目的在于克服现有板状建材的加工效率较低,及成品无法精确对应客户所需的缺陷。
6.为解决上述技术问题,本发明采用如下技术方案:
7.一种基于互联网平台的板状建材加工工艺,包括以下步骤:
8.1)导入客户订单;
9.2)采集待加工板状建材的板面图像的信息;
10.3)将所述板面图像的外轮廓与背景分离,提取该板状建材的最大边缘轮廓以计算出最小外接矩形,并进行数字化存储,该最大边缘轮廓为可裁切的轮廓范围;
11.4)根据所述客户订单获得所需要切片的各个尺寸;
12.5)按照所述最小外接矩形的区域将该最小外接矩形划分为多个象限小区域,并处理每个所述象限小区域内的板面图像,以套取有效的最大可使用面积区域;
13.6)利用采集到的所述板面图像的信息,控制各个切片动作,直至获得所有客户所需的切片,得到最终的虚拟规划排版结果;
14.7)自动生成切片编号及计算板状建材加工量和出材率,最后生成裁切方案和切割刀路。
15.优选的,步骤4为:自动根据所述客户订单获得所需要切片的各个尺寸,并依据各个切片的尺寸在该轮廓范围内进行初始虚拟自动排版;步骤6为:利用采集到的所述板面图像的信息,通过空间几何变换在该最大可使用面积区域内对各个切片进行旋转、位移,直至与切片位置对应的板面图像符合客户所需,得到最终的虚拟规划排版结果。
16.优选的,步骤4为:根据所述客户订单手动获取所需要的各个尺寸的切片;步骤6为:利用采集到的所述板面图像的信息,在该最大可使用面积区域内添加各个切片,直至该最大可使用面积区域内无法再进行添加切片,得到最终的虚拟规划排版结果。
17.优选的,步骤3和5利用opencv开源库实现。
18.优选的,步骤5中,所述象限小区域的形状包括矩形、梯形、三边形、多边形中的至少一个。
19.优选的,所述板面图像的信息包括板状建材的轮廓尺寸、板面纹理、颜色。
20.和现有技术相比,本发明产生的有益效果在于:
21.本发明利用互联网平台,将具有实物的板状建材信息数字化,再进行虚拟排版,相较于传统建材加工工艺而言,效率显著提高,耗材显著降低,符合工业现代化智能化的发展趋势。
附图说明
22.图1为本发明的加工示意图。
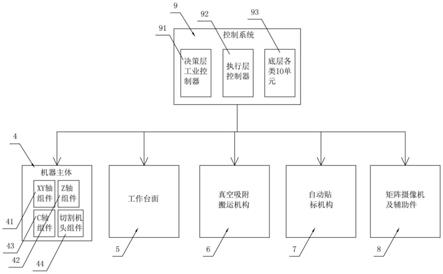
23.图2为本发明的控制框图。
具体实施方式
24.下面参照附图说明本发明的具体实施方式。
25.实施例一
26.一种基于互联网平台的板状建材加工工艺,包括以下步骤:
27.1)往控制系统中导入客户订单;
28.2)参照图1。将待加工板状建材1(如大理石,花岗岩,石英石和陶瓷等)放置到机器主体上后,通过矩阵摄像机等摄像头采集该待加工板状建材1的板面图像的信息;该板面图像的信息包括板状建材的轮廓尺寸、板面纹理、颜色等;
29.3)参照图1。利用opencv开源库开发运用软件将所述板面图像的外轮廓与背景分离,提取该板状建材的最大边缘轮廓2以计算出最小外接矩形,并进行数字化存储,该最大边缘轮廓2为可裁切的轮廓范围;
30.4)自动根据所述客户订单获得所需要切片的各个尺寸,并依据各个切片的尺寸在该轮廓范围内进行初始虚拟自动排版;
31.5)参照图1。利用opencv开源库开发运用软件按照所述最小外接矩形的区域将该最小外接矩形划分为多个象限小区域3,并处理每个所述象限小区域3内的板面图像,以套取有效的最大可使用面积区域;从而快速实现不规则板状建材板尺寸标识、板面纹理及颜色采集、成品板编号等,进而实现板状建材的信息数字化;该象限小区域3的形状包括矩形、梯形、三边形、多边形中的至少一个;之后便可使用类似erp软件管理功能精确化保存,对唯一成品板编号定义各类属性、属性关联报表及仪表盘,可导出为常用办公软件可用格式(如*doc、*exl、*pdf等),以便在整个业务流程中都根据编号开展跟进管理;
32.6)利用采集到的所述板面图像的信息,通过空间几何变换在该最大可使用面积区域内对各个切片进行旋转、位移,直至与切片位置对应的板面图像符合客户所需,得到最终的虚拟规划排版结果;
33.7)自动生成切片编号及计算板状建材加工量和出材率,最后生成裁切方案和切割刀路。
34.实施例二
35.一种基于互联网平台的板状建材加工工艺,包括以下步骤:
36.1)往控制系统中导入客户订单;
37.2)参照图1。将待加工板状建材1(大理石,花岗岩,石英石和陶瓷等)放置到机器主体上后,通过矩阵摄像机等摄像头采集该待加工板状建材1的板面图像的信息;该板面图像的信息包括板状建材的轮廓尺寸、板面纹理、颜色等;
38.3)参照图1。利用opencv开源库开发运用软件将所述板面图像的外轮廓与背景分离,提取该板状建材的最大边缘轮廓2以计算出最小外接矩形,并进行数字化存储,该最大边缘轮廓2为可裁切的轮廓范围;
39.4)根据所述客户订单手动获取所需要的各个尺寸的切片;
40.5)参照图1。利用opencv开源库开发运用软件按照所述最小外接矩形的区域将该最小外接矩形划分为多个象限小区域3,并处理每个所述象限小区域3内的板面图像,以套取有效的最大可使用面积区域;从而快速实现不规则板状建材板尺寸标识、板面纹理及颜色采集、成品板编号等,进而实现板状建材的信息数字化;该象限小区域3的形状包括矩形、梯形、三边形、多边形中的至少一个;之后便可使用类似erp软件管理功能精确化保存,对唯一成品板编号定义各类属性、属性关联报表及仪表盘,可导出为常用办公软件可用格式(如*doc、*exl、*pdf等),以便在整个业务流程中都根据编号开展跟进管理;
41.6)利用采集到的所述板面图像的信息,在该最大可使用面积区域内添加各个切片,直至该最大可使用面积区域内无法再进行添加切片,得到最终的虚拟规划排版结果;
42.7)自动生成切片编号及计算板状建材加工量和出材率,最后生成裁切方案和切割刀路。
43.参照图2。用于实现本板状建材加工工艺的板状建材智能切割机器,包括:
44.多轴传动机构的机器主体4,其具体包含齿条/齿轮传动的xy轴组件41、液压缸驱动或丝杆传动升降的z轴组件42、电推杆/液压缸驱动旋转的c轴组件43、切割机头组件44;
45.工作台面5,其为可360
°
任意角度旋转定位、可翻转的工作台;
46.提供液压缸动力的液压站;
47.机器主体附属的真空吸附搬运机构6、自动贴标机构7、矩阵摄像机及辅助件8;
48.控制系统9,其包含决策层工业控制器91、执行层控制器92及底层各类io单元93等。
49.控制系统硬件内设有软件stone cam,软件基于microsoft visual studio开发并运作于windows操作系统(部分功能模块可运行于macos,linux,android系统),其操作界面以windows操作系统类似为图形化互动操作,并运用microsoft sql server数据库管理系统。
50.上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1