定型机织物超喂控制方法与流程
1.本发明涉及一种织物超喂控制方法,具体是涉及一种织物在定型时的织物超喂控制方法,属于纺织染整工艺技术领域。
背景技术:
2.织物在染整加工中,经向受到较大的拉力,导致经向变长、幅宽变窄,因此,当织物在拉幅或定型时,为了克服这种不稳定的状态,需调整进布的速度,进行超喂控制,以保证纺织品的尺寸稳定。
3.织物超喂控制是依据工艺要求,按需要量即超喂量来调整织物喂入定型机的进布速度与定型机车速的比例关系,从而改变织物定型落布密度。譬如,进布速度大于定型机车速,则经纱回缩,密度上升,经向缩水降低,超喂量的控制本质是通过调整超喂辊线速度来调节织物喂入定型机的速度。
4.由于超喂量直接关联超喂前的织物密度,技术人员通常先测定超喂前的织物密度后,再确定超喂量。
5.现有的定型机织物超喂控制方法,定型机的进布侧具有织物超喂机构和工业相机,织物超喂机构包括进布超喂辊,进布超喂辊由定型机的工控机控制转动,该方法首先是通过工业相机采集织物图像,然后通过工控机内置的计算机视觉图像处理与分析软件对工业相机采集的织物图像进行织物纹理识别与判断处理,然后根据判断结果判定该织物分类,最后根据判定的织物分类,工控机调取与该织物分类匹配的运算处理模板,对采集的织物图像进行处理,获得该织物测量密度;工控机根据织物测量密度,计算出织物超喂量并赋值给织物超喂机构,织物超喂机构通过进布超喂辊对织物进行超喂控制。由此可见,采用计算机视觉图像处理与分析技术对织物分类的识别,在超喂控制方法中极其重要,因为如果计算机视觉图像处理与分析技术对织物分类识别发生错误,则工控机根据织物分类调取的运算处理模板同样也发生错误,导致织物测量密度出现错误,工控机根据错误的织物测量密度,计算出错误的织物超喂量并赋值给织物超喂机构,最终导致织物超喂机构通过进布超喂辊对织物进行超喂控制时发生错误,从而产生质量事故,造成废品。
6.由于计算机视觉图像处理与分析技术对织物分类识别很重要,为此,国内外很多该领域的技术人员长期以来一直在研究如何通过升级计算机视觉图像处理与分析软件来提高对织物分类识别的准确率,诸如运用图像去噪、傅立叶变换、神经网络技术、模糊c均值算法等,并为此做了大量的工作。东南大学硕士学位论文,李维撰写的《机织物组织结构的识别》,以华茂纺织股份有限公司的机织物组织结构识别的生产需求为应用背景,针对平纹、斜纹、缎纹的单层机织物,通过工业相机采集织物图像,对其进行数字图像处理,探寻出识别机织物的组织结构和经纬线密度的方法;学术期刊《东华大学学报(自然科学版)》第32卷第1期,2011年2月的“应用图像分析技术自动识别织物的组织结构”;学术期刊《棉纺织技术》第30卷第4期,2002年4月的“织物组织结构的自动识别”;学术期刊《纺织学报》第34卷第12期,2013年12月的“基于核模糊聚类的机织物组织自动识别”。再譬如,中国发明专利,申
请号 201310517450.3 条纹织物组织结构自动识别方法,将条纹织物组织结构通过计算机视觉图像处理与分析技术应用到纺织领域中机织布匹的自动化识别检测中;中国发明专利,申请号 202010486331.6 一种基于卷积神经网络的机织物结构参数识别方法,提供一种基于卷积神经网络的机织物结构参数识别方法,可以同时检测识别织物经纬密、织物组织以及色织物色纱排列;中国发明专利,申请号 201810366154.0 一种基于平移相减法的织物组织识别方法,提供一种基于平移相减法的织物组织识别方法,计算出织物组织的纬纱数、经纱数和飞数,并可以得到图像的组织图;中国发明专利,申请号 201911119749.7,整纬机控制方法、装置、计算机设备和存储介质,该专利中,首先,多个工业相机分别拍摄织物得到多张织物图像,服务器利用特征提取算法提取织物图像特征,根据图像特征识别织物的类别也即分类,然后根据织物类别从织物模板中匹配到预设参数对织物进行整纬处理;等等,相关计算机视觉图像处理与分析技术对织物分类识别的文献、专利可枚举许多。
7.虽然上述学术论文、期刊及专利在织物组织结构识别方面的研究学者众多, 但由于织物复杂多变的三维组织结构特性,已有的研究还不能对织物分类进行准确、有效识别,其主要原因是现有的计算机视觉图像处理与分析技术一直存在不足,其只有在完成对织物的纹理进行分割,提取图像纹理特征,进行纹理特征的匹配搜索,对纹理的相似性、纹理的走向做出判断之后,才可能给出织物分类的判定,其存在识别不稳定、不确定,未能成为准确可靠的自动识别技术。
8.2010年台湾科技大学kuo 等用bp神经网络对机织物组织图的一阶及二阶黑白灰度共生矩阵参数进行识别,实现机织物组织图的机织物组织结构分类,该方法鲁棒性较高,但分类结果受到bp神经网络训练样本的影响;2007年至2014年,东华大学、香港理工大学、江南大学等建立机织物组织循环数据库,通过模板匹配确定机织物组织循环和机织物组织结构种类,该方法虽对数据变化具有一定的容忍度,稳定性较好,但机织物组织结构种类识别结果受到数据库中织物品种数量的限制,而织物品种多达数十万种且日新月异,难以推广应用。中国专利cn103106645b公开了一种机织物组织结构识别方法,该方法识别过程非常复杂,还存在以下缺陷:首先是识别率不高,特别是对斜纹组织、缎纹组织和变化组织等纱线易扭曲形变的机织物的识别率较低;其次是无法很好地应对光照不均匀、纱线粗细和颜色变化的样本,要求机织物必须保持完整、干净、平整,或者为非平纹的色织物,应用场景限制非常高。
9.由此可见,现有技术中采用计算机视觉图像处理与分析技术对织物分类识别方法在使用过程中存在的缺点主要是:(1)通常是对单一或少量特征点的提取分析,识别准确率普遍较低,甚至无法识别;(2)计算机视觉数据库中织物品种有限,无法将多达数十万种且日新月异的织物品种都存贮在数据库中,导致工业相机采集的织物图像经常出现不能与数据库中的织物品种模板匹配的情况,从而无法识别,甚至发生识别错误;(3)亮度及色彩变化对识别结果影响较大,无法应对光照不均匀、纱线粗细和颜色变化的织物组织结构;(4)难以识别纱线扭曲形变、皱褶的织物组织结构,尤其对于斜纹组织、缎纹组织和变化组织时更难识别。
10.由于计算机视觉图像处理与分析技术对织物分类识别存在诸多缺陷,因而在定型机织物超喂控制时,经常出现织物分类识别错误,从而导致工控机调取与该织物不匹配的运算处理模板进行运算处理,获得该织物不准确、甚至错误的测量密度以及由此产生的错
误超喂量对织物进行超喂,轻则无法达到织物精细化、准确超喂,降低了纺织品的使用价值,重则加剧织物变形程度,使得织物变形更加严重,造成废品。
技术实现要素:
11.本发明要解决的技术问题是克服现有技术的不足,提供一种无需通过计算机视觉图像处理与分析技术对织物图像进行识别与判断获得织物分类,从而避免采用计算机视觉图像处理与分析技术在判定织物分类时识别率低、识别不稳定、不确定以及易发生错误的弊端,能在对织物超喂前,快速、准确地获得织物分类,能保证采用正确的织物测量密度和织物超喂量对织物进行超喂控制,且步骤简单、可靠、智能化程度高的定型机织物超喂控制方法。
12.为解决上述技术问题,本发明采用这样一种定型机织物超喂控制方法,所述定型机的进布侧具有织物超喂机构,所述织物超喂机构包括至少一个进布超喂辊,进布超喂辊由定型机的电控制器或者独立设置的电控制器控制转动,所述织物设有存贮该织物信息的信息存贮单元,在所述织物超喂机构的进布侧或者出布侧或者在织物超喂机构设置用于读取所述织物信息存贮单元信息的信息读取机构,在信息读取机构的进布侧或出布侧或在信息读取机构处设有织物检测机构,所述信息读取机构、织物检测机构与定型机的电控制器或独立设置的电控制器连接,该方法包括:(a)所述信息读取机构读取织物信息存贮单元的织物信息,信息读取机构与定型机的电控制器或独立设置的电控制器通信,定型机的电控制器或独立设置的电控制器获取该织物分类;(b)在步骤(a)之前或之后或同时,织物检测机构采集织物图像或织物纹理信息;(c)根据获取的织物分类,定型机的电控制器或独立设置的电控制器调取与该织物分类匹配的运算处理模板,对采集的织物图像或织物纹理信息进行处理,获得该织物测量密度;(d)定型机的电控制器或独立设置的电控制器根据所述织物测量密度,计算出织物超喂量并赋值给织物超喂机构,织物超喂机构通过进布超喂辊对织物进行超喂控制。
13.作为本发明的一种优选实施方式,所述信息存贮单元包括二维码标签、射频识别器件、条形码、印刷文字标签、在织物上直接做标记;所述信息读取机构包括二维码扫描器、射频标签阅读器、条形码扫描器、印刷文字阅读器、符号阅读器。
14.作为本发明的一种优选实施方式,所述信息存贮单元存贮的织物信息,包括织物分类。
15.作为本发明的一种优选实施方式,所述信息存贮单元存贮的织物信息,还包括织物的幅宽、克重、长度、纤维种类。
16.作为本发明的一种优选实施方式,所述织物检测机构包括工业相机或光电检测传感器,工业相机或光电检测传感器与定型机的电控制器或独立设置的电控制器连接。
17.作为本发明的一种优选实施方式,在步骤(c)中,定型机的电控制器或独立设置的电控制器调取与该织物分类匹配的运算处理模板,对采集的织物图像或织物纹理信息进行处理,确定纬纱计数方向并计算出标准单位长度内的纬纱根数,获得该织物测量密度。
18.作为本发明的一种优选实施方式,在步骤(c)中,定型机的电控制器或独立设置的
电控制器调取与该织物分类匹配的运算处理模板,对采集的织物图像或织物纹理信息进行处理,确定经纱计数方向并计算出标准单位长度内的经纱根数,获得该织物测量密度。
19.作为本发明的一种优选实施方式,所述定型机的电控制器或独立设置的电控制器包括数字控制器或者嵌入式工业控制器或者工控机或者plc可编程控制器。
20.采用上述技术方案后,本发明具有以下有益效果:本发明提供了一种定型机织物超喂控制方法,同时,在该方法中提供了一种织物组织结构种类即织物分类的识别方法,其基于非接触式自动识别技术。该方法采用信息存贮单元和信息读取机构,在对织物超喂前,通过信息读取机构读取信息存贮单元的织物信息数据,从而快速、准确地获取该织物分类信息,完成织物分类的自动正确识别,在织物分类正确的基础上,电控制器调取与该织物分类匹配的运算处理模板对采集的织物图像或织物纹理信息进行运算处理,获得该织物正确的测量密度,电控制器根据正确的织物测量密度,计算出正确的织物超喂量并赋值给织物超喂机构,织物超喂机构通过进布超喂辊对织物进行准确超喂控制。
21.本发明通过直接读取织物分类信息,彻底避免了计算机视觉图像处理与分析技术对织物分类识别不准确或错误,避免了计算机视觉图像处理与分析技术无法很好地应对织物光照不均匀、纱线粗细和颜色变化的样本,要求织物必须保持完整、干净、平整或者为非平纹的色织物、应用场景限制非常高的缺陷,避免了这些因素导致的织物测量密度和织物超喂量错误,大幅度提高了织物超喂精度。
22.本发明方法简单,操作简便,准确性和可靠性高。
附图说明
23.以下结合附图对本发明的具体实施方式作进一步的详细说明。
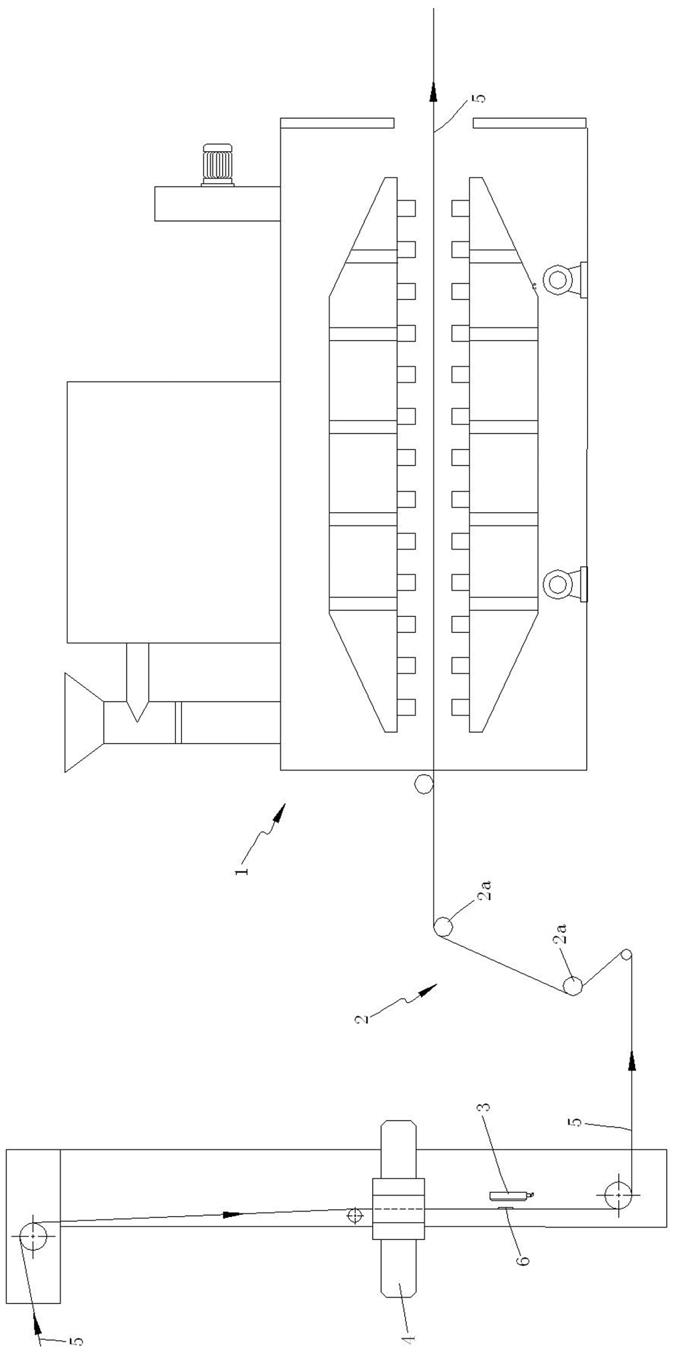
24.图1为本发明中定型机的一种优选实施例结构示意图。
具体实施方式
25.参见图1,一种定型机织物超喂控制方法,所述定型机1的进布侧具有织物超喂机构2,所述织物超喂机构2包括至少一个进布超喂辊2a,图中所示有二个,其中一个是上进布超喂辊,另一个是下进布超喂辊,进布超喂辊2a由定型机1的电控制器或者独立设置的电控制器控制转动,所述织物5设有存贮该织物信息的信息存贮单元6,在所述织物超喂机构2的进布侧或者出布侧或者在织物超喂机构2设置用于读取所述织物5信息存贮单元6信息的信息读取机构3,图中仅示信息读取机构3设置在织物超喂机构2的进布侧,未示设置在织物超喂机构2的出布侧及在织物超喂机构2处,在信息读取机构3的进布侧或出布侧或在信息读取机构3处设有织物检测机构4,图中仅示织物检测机构4设置在信息读取机构3的进布侧,未示设置在出布侧及在信息读取机构3处,所述信息读取机构3、织物检测机构4与定型机1的电控制器或独立设置的电控制器连接,该方法包括:(a)所述信息读取机构3读取织物5信息存贮单元6的织物信息,信息读取机构3与定型机1的电控制器或独立设置的电控制器通信,定型机1的电控制器或独立设置的电控制器获取该织物分类;(b)在步骤(a)之前或之后或同时,织物检测机构4采集织物图像或织物纹理信息;
(c)根据获取的织物分类,定型机1的电控制器或独立设置的电控制器调取与该织物分类匹配的运算处理模板,对采集的织物图像或织物纹理信息进行处理,获得该织物测量密度;(d)定型机1的电控制器或独立设置的电控制器根据所述织物测量密度,计算出织物超喂量并赋值给织物超喂机构2,织物超喂机构2通过进布超喂辊2a对织物进行超喂控制。在该步骤中,电控制器通常根据织物测量密度与织物工艺目标密度,计算出织物超喂量并赋值给织物超喂机构2的进布超喂辊2a的电机驱动器;在对织物进行超喂控制时,当织物测量密度小于工艺目标密度,电控制器提高进布超喂辊2a的转速,使得织物进入织物超喂机构2的速度较定型机的车速即链条速度大,促使定型机落布密度上升达到织物工艺目标密度;反之,当织物测量密度大于工艺目标密度,电控制器降低进布超喂辊2a的转速,使得织物进入织物超喂机构2的速度较定型机的车速即链条速度低,促使定型机落布密度下降达到织物工艺目标密度。
26.作为本发明的一种优选实施方式,所述信息存贮单元6包括二维码标签、射频识别器件、条形码、印刷文字标签、在织物上直接做标记等,所述射频识别器件包括rfid射频电子标签,所述在织物上直接做标记可以是在织物上打孔洞等;所述信息读取机构3包括二维码扫描器、射频标签阅读器、条形码扫描器、印刷文字阅读器、符号阅读器。
27.作为本发明的一种优选实施方式,所述信息存贮单元存贮的织物信息,包括织物分类。所述织物分类包括平纹织物、斜纹织物、提花织物、缎纹织物、双层织物、纬二重织物等。
28.作为本发明的一种优选实施方式,所述信息存贮单元存贮的织物信息,还包括织物的幅宽、克重、长度、纤维种类。
29.作为本发明的一种优选实施方式,所述织物检测机构4包括工业相机或光电检测传感器,工业相机或光电检测传感器与定型机1的电控制器或独立设置的电控制器连接。
30.作为本发明的一种优选实施方式,在步骤(c)中,定型机1的电控制器或独立设置的电控制器调取与该织物分类匹配的运算处理模板,对采集的织物图像或织物纹理信息进行处理,确定纬纱计数方向并计算出标准单位长度内的纬纱根数,获得该织物测量密度。
31.在上述实施例中,更具体为电控制器在空域中对采集的织物图像或织物纹理信息进行滤除噪声、强对比度、提高均匀性等预处理后,根据获取的织物分类,电控制器调取与该织物分类匹配的运算处理模板对采集的织物图像或织物纹理信息提取纹理基元,利用提取的纹理基元分别形成网状图像并计算纬斜角,在纬斜角度方向寻找织物两个孤立基元点后,电控制器利用形态变换、形态学膨胀连接,结合已提取的纹理基元形成纬纱,最后,电控制器统计织物图像或织物纹理信息中的纬纱根数自动检测出纬纱密度,获得该织物测量密度。
32.作为本发明的一种优选实施方式,在步骤(c)中,定型机1的电控制器或独立设置的电控制器调取与该织物分类匹配的运算处理模板,对采集的织物图像或织物纹理信息进行处理,确定经纱计数方向并计算出标准单位长度内的经纱根数,获得该织物测量密度。
33.作为本发明的一种优选实施方式,所述定型机1的电控制器或独立设置的电控制器包括具有人机操作界面的数字控制器例如ddc数字控制器或者嵌入式工业控制器或者工控机或者plc可编程控制器,图中未示电控制器。
34.作为本发明的一种优选实施方式,织物在织造过程中或在织造完成后或在销售时,根据该织物织造工艺,将包含有织物分类等织物信息存贮在信息存贮单元内,信息存贮单元通过固定或粘贴或印刷等方式设置在织物5上,另外,可将织物分类中的平纹织物、斜纹织物、提花织物等分别在信息存贮单元对应地记录为1、2、3等,这样当信息读取机构读到信息存贮单元中的1时,即获得该织物分类的id 号,则能通过电控制器的织物分类特征库或通过以太网或者wifi 等无线网络与数据服务器连接,调用与id 号对应数据而获取该织物分类为平纹织物,同理,当读到2时,通过上述技术手段即能获取该织物分类为斜纹织物,等等,实施操作很方便。在具体实施时,例如,当织物信息存贮单元与信息读取机构采用rfid非接触式无线通讯自动识别技术时,采用柔性基片可穿戴rfid电子标签,附着在织物上,标签包括设置在基片上的rfid天线和天线端口;基片上印有导电银墨印刷层,天线端口处通过导电银墨粘贴有higgs4射频标签芯片;当织物携带标签运行到射频标签阅读器自动识别区域时,电控制器获得该织物分类的id 号,定型机通过电控制器的织物分类特征库或通过以太网或者wifi 等无线网络与数据服务器连接,调用与id 号对应数据而获取该织物分类例如为平纹织物。
35.本发明还可使用一种织物基uhf rfid标签,包括基底,所述基底为织物,采用丝网印刷的方式将导电油墨印制在基底上形成上述的镂空型偶极子天线,所述镂空型偶极子天线与芯片相连。所述织物为高密织物,所述高密织物是指织物中经纬纱的密度超过200根/平方英寸以上的产品,导电油墨为导电银墨。
36.经过测试,本发明通过信息读取机构直接读取信息存贮单元的织物信息数据,快速、准确完成织物分类的自动正确识别,从而使定型机采用正确的织物超喂量对该织物进行准确超喂,消除了现有技术中定型机通过计算机视觉图像处理与分析技术对织物分类识别存在的识别不准确、无法识别、甚至错误的弊端,避免了定型机采用不准确、甚至错误的织物测量密度和织物超喂量对织物进行超喂控制,取得了良好的效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1