一种基于Tekla钢结构模型的钢结构BOM自动生成系统与方法与流程
一种基于tekla钢结构模型的钢结构bom自动生成系统与方法
技术领域
1.本技术涉及钢结构bom技术领域,更为具体来说,本技术涉及一种基于tekla钢结构模型的钢结构bom自动生成系统与方法。
背景技术:
2.在钢结构行业中,bom(bill of material,物料清单)作为核心数据,为计划排期、材料准备、生产制造、成品发运等流程提供基础信息。钢结构bom包含构件编码、零件编码、零件规格、数量、工艺备注等内容。目前,bom制作主要依靠人工完成,设计部门利用设计软件输出构件图纸,该图纸中包含材料明细表。清单部门手动将明细表从图纸复制到excel。对于焊接型材,需要人工将其拆分成板件。对于零件,需要人工从图纸提取切角、打孔、下料、几何形状等加工信息录入bom,并且把需要下料打孔的零件组合一起形成小板图。最后,将螺栓和直发件进行汇总。
3.然而,这种工作方式需要大量的人工参与,存在大量重复工作,工作效率低。同时,现有工作方式割裂了设计模型和bom之间的联系,导致企业缺少统一的设计数据来源,限制了企业信息化的进一步开展。而且,钢结构行业每个项目bom都是特殊的,机械、电子信息等行业bom自动生成方法也难以适用于本行业。
技术实现要素:
4.基于上述技术缺陷,本发明旨在提供一种技术方案,通过遍历、分析和备注tekla构件模型中的构件,生成具有不同条目的bom(bill of material,物料清单),另外通过提供小板图自动生成模块以自动生成小板图。
5.为实现上述技术目的,本技术提供了一种基于tekla钢结构模型的钢结构bom自动生成系统,包括:
6.焊接拆板模块,用于将tekla构件模型中的焊接型构件拆分成板件,并根据拆分前后信息生成第一条目;
7.特征备注模块,用于分析和备注tekla构件模型中非焊接型零件,并根据分析和备注信息生成第二条目;
8.螺栓与直发件汇总模块,用于计算与汇总tekla构件模型中单个构件的螺栓数量、识别与汇总直接发运现场的零件数量,并根据汇总的螺栓数量及零件数量生成第三条目;
9.小板图自动生成模块,用于将所述第二条目中备注为待下料、待打孔的非焊接型零件汇总并生成小板图;
10.输出模块,用于将所述第一条目、所述第二条目和所述第三条目组合成钢结构bom输出,并将所述小板图输出。
11.具体地,所述焊接型构件包括焊接型h型构件、焊接型箱型构件、焊接型t型构件及由焊接型h型构件与焊接型t型构件组成的十字型构件。
12.进一步地,所述焊接拆板模块具体用于:
13.获取tekla钢结构模型中的预设数量的构件,其中,所述构件包含零件;
14.遍历预设数量的构件中每一个构件,识别出焊接型构件;
15.将焊接型构件中的h型构件拆分成一块腹板和两块翼板;
16.将焊接型构件中的箱型构件拆分成两块腹板和两块翼板;
17.将焊接型构件中的t型构件拆分成一块腹板和一块翼板;
18.将拆分前后的信息生成所述第一条目,其中,所述第一条目包括备注,所述备注包括翼板、腹板、待下料和待打孔的信息。
19.进一步地,所述特征备注模块具体用于:
20.获取tekla钢结构模型中的预设数量的构件,其中,所述构件包含零件;
21.遍历预设数量的构件中每一个构件,识别非焊接型零件;
22.识别出非焊接型零件中每一个零件所具有的螺栓;
23.根据螺栓孔径大小判定其属于待下料或待打孔;
24.根据非焊接型零件的多边形顶点位置,判定其属于矩形、直角三角形、直角梯形或属于多边形;
25.将计算与判定结果生成所述第二条目。
26.进一步地,所述螺栓与直发件汇总模块具体用于:
27.遍历预设数量的构件中每一个构件;
28.遍历每一个构件的螺栓群组;
29.根据所述螺栓群组计算与汇总每一个构件的螺栓数量;
30.识别与汇总直接发运现场的零件数量,并根据汇总的螺栓数量及零件数量生成第三条目。
31.同样进一步地,所述小板图自动生成模块具体用于:
32.获取所述第二条目;
33.将所述第二条目中待下料、待打孔的非焊接型零件放到集合中;
34.基于预设生成规则将集合中的非焊接型零件汇总并生成小板图。
35.最后,所述输出模块具体用于:
36.获取所述第一条目、所述第二条目、所述第三条目及所述小板图;
37.将所述第一条目、所述第二条目和所述第三条目组合成钢结构bom;
38.将钢结构bom和所述小板图输出。
39.本发明第二方面提供了一种基于tekla钢结构模型的钢结构bom自动生成方法,所述方法包括:
40.将tekla构件模型中的焊接型构件拆分成板件,并根据拆分前后信息生成第一条目;
41.分析和备注tekla构件模型中非焊接型零件,并根据分析和备注信息生成第二条目;
42.计算与汇总tekla构件模型中单个构件的螺栓数量、识别与汇总直接发运现场的零件数量,并根据汇总的螺栓数量及零件数量生成第三条目;
43.将所述第二条目中备注为待下料、待打孔的非焊接型零件汇总并生成小板图;
44.将所述第一条目、所述第二条目和所述第三条目组合成钢结构bom输出,并将所述
小板图输出。
45.本发明第三方面提供了一种计算机设备,包括存储器和处理器,所述存储器中存储有计算机可读指令,所述计算机可读指令被所述处理器执行时,使得所述处理器执行如下步骤:
46.将tekla构件模型中的焊接型构件拆分成板件,并根据拆分前后信息生成第一条目;
47.分析和备注tekla构件模型中非焊接型零件,并根据分析和备注信息生成第二条目;
48.计算与汇总tekla构件模型中单个构件的螺栓数量、识别与汇总直接发运现场的零件数量,并根据汇总的螺栓数量及零件数量生成第三条目;
49.将所述第二条目中备注为待下料、待打孔的非焊接型零件汇总并生成小板图;
50.将所述第一条目、所述第二条目和所述第三条目组合成钢结构bom输出,并将所述小板图输出。
51.本发明第四方面提供了一种计算机存储介质,所述计算机存储介质存储有多条指令,所述指令适于由处理器加载并执行如下步骤:
52.将tekla构件模型中的焊接型构件拆分成板件,并根据拆分前后信息生成第一条目;
53.分析和备注tekla构件模型中非焊接型零件,并根据分析和备注信息生成第二条目;
54.计算与汇总tekla构件模型中单个构件的螺栓数量、识别与汇总直接发运现场的零件数量,并根据汇总的螺栓数量及零件数量生成第三条目;
55.将所述第二条目中备注为待下料、待打孔的非焊接型零件汇总并生成小板图;
56.将所述第一条目、所述第二条目和所述第三条目组合成钢结构bom输出,并将所述小板图输出。
57.本技术的有益效果为:本技术通过遍历、分析和备注tekla构件模型中的构件,基于系统中的不同模块自动生成具有不同条目的bom,减少了对人工操作的依赖,从而节约了各种成本,特别是小板图自动生成模块大大提升了工作效率。另外,因为本发明使设计模型和bom之间取得了联系,也促进了企业信息化的进一步开展。
附图说明
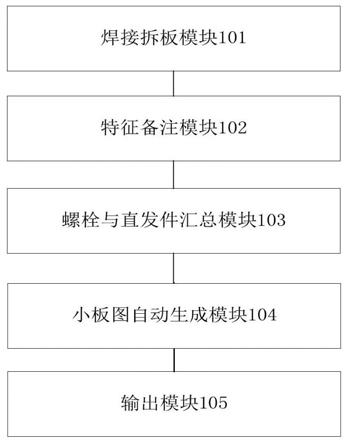
58.图1示出了本技术实施例1的系统组成结构示意图;
59.图2示出了本技术实施例1中零件备注示意图;
60.图3示出了本技术实施例1中生成的小板图示意图;
61.图4示出了本技术实施例2的方法流程示意图;
62.图5示出了本技术实施例3的方法流程示意图;
63.图6示出了本技术一实施例所提供的一种电子设备的结构示意图;
64.图7示出了本技术一实施例所提供的一种存储介质的示意图。
具体实施方式
65.以下,将参照附图来描述本技术的实施例。但是应该理解的是,这些描述只是示例性的,而并非要限制本技术的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本技术的概念。对于本领域技术人员来说显而易见的是,本技术可以无需一个或多个这些细节而得以实施。在其他的例子中,为了避免与本技术发生混淆,对于本领域公知的一些技术特征未进行描述。
66.应予以注意的是,这里所使用的术语仅是为了描述具体实施例,而非意图限制根据本技术的示例性实施例。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式。此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在所述特征、整体、步骤、操作、元件和/或组件,但不排除存在或附加一个或多个其他特征、整体、步骤、操作、元件、组件和/或它们的组合。
67.现在,将参照附图更详细地描述根据本技术的示例性实施例。然而,这些示例性实施例可以多种不同的形式来实施,并且不应当被解释为只限于这里所阐述的实施例。附图并非是按比例绘制的,其中为了清楚表达的目的,可能放大了某些细节,并且可能省略了某些细节。图中所示出的各种区域、层的形状以及它们之间的相对大小、位置关系仅是示例性的,实际中可能由于制造公差或技术限制而有所偏差,并且本领域技术人员根据实际所需可以另外设计具有不同形状、大小、相对位置的区域/层。
68.实施例1:
69.本实施例实施了一种基于tekla钢结构模型的钢结构bom自动生成系统,如图1所示,包括焊接拆板模块、特征备注模块、螺栓与直发件汇总模块、小板图自动生成模块及输出模块。
70.焊接拆板模块用于将tekla构件模型中的焊接型构件拆分成板件,并根据拆分前后信息生成第一条目。具体地,所述焊接型构件包括焊接型h型构件、焊接型箱型构件、焊接型t型构件及由焊接型h型构件与焊接型t型构件组成的十字型构件。进一步地,所述焊接拆板模块具体用于:
71.获取tekla钢结构模型中的预设数量的构件,其中,所述构件包含零件;遍历预设数量的构件中每一个构件,识别出焊接型构件;将焊接型构件中的h型构件拆分成一块腹板和两块翼板;将焊接型构件中的箱型构件拆分成两块腹板和两块翼板;将焊接型构件中的t型构件拆分成一块腹板和一块翼板;将拆分前后的信息生成所述第一条目,其中,所述第一条目包括备注,所述备注包括翼板、腹板、待下料和待打孔的信息。当然,所述备注信息不限于此,可根据具体项目情况包含相应的不同信息,如图2的零件备注示意图,还可包括折梁信息等等。
72.特征备注模块用于分析和备注tekla构件模型中非焊接型零件,并根据分析和备注信息生成第二条目。进一步地,所述特征备注模块具体用于:获取tekla钢结构模型中的预设数量的构件,其中,所述构件包含零件;遍历预设数量的构件中每一个构件,识别非焊接型零件;识别出非焊接型零件中每一个零件所具有的螺栓;根据螺栓孔径大小判定其属于待下料或待打孔;根据非焊接型零件的多边形顶点位置,判定其属于矩形、直角三角形、直角梯形或属于多边形;将计算与判定结果生成所述第二条目。
73.螺栓与直发件汇总模块用于计算与汇总tekla构件模型中单个构件的螺栓数量、
识别与汇总直接发运现场的零件数量,并根据汇总的螺栓数量及零件数量生成第三条目。进一步地,所述螺栓与直发件汇总模块具体用于:遍历预设数量的构件中每一个构件;遍历每一个构件的螺栓群组;根据所述螺栓群组计算与汇总每一个构件的螺栓数量;识别与汇总直接发运现场的零件数量,并根据汇总的螺栓数量及零件数量生成第三条目。
74.小板图自动生成模块用于将所述第二条目中备注为待下料、待打孔的非焊接型零件汇总并生成小板图。所述小板图自动生成模块具体用于:获取所述第二条目;将所述第二条目中待下料、待打孔的非焊接型零件放到集合中;图3示出了本实施例生成的小板图示意图,如图3所示,基于预设生成规则将集合中的非焊接型零件汇总并生成小板图,需要强调的是,图3仅为示意图,图里面的文字不做限定。
75.输出模块用于将所述第一条目、所述第二条目和所述第三条目组合成钢结构bom输出,并将所述小板图输出。所述输出模块具体用于:获取所述第一条目、所述第二条目、所述第三条目及所述小板图;将所述第一条目、所述第二条目和所述第三条目组合成钢结构bom;将钢结构bom和所述小板图输出。
76.实施例2:
77.本实施例实施了一种基于tekla钢结构模型的钢结构bom自动生成方法,如图4所示,具体步骤详解如下。
78.s201、将tekla构件模型中的焊接型构件拆分成板件,并根据拆分前后信息生成第一条目。
79.具体地,所述焊接型构件包括焊接型h型构件、焊接型箱型构件、焊接型t型构件及由焊接型h型构件与焊接型t型构件组成的十字型构件。进一步地,将tekla构件模型中的焊接型构件拆分成板件,并根据拆分前后信息生成第一条目包括:获取tekla钢结构模型中的预设数量的构件,其中,所述构件包含零件;遍历预设数量的构件中每一个构件,识别出焊接型构件;将焊接型构件中的h型构件拆分成一块腹板和两块翼板;将焊接型构件中的箱型构件拆分成两块腹板和两块翼板;将焊接型构件中的t型构件拆分成一块腹板和一块翼板;将拆分前后的信息生成所述第一条目,其中,所述第一条目包括备注,所述备注包括翼板、腹板、待下料和待打孔的信息。当然,所述备注信息不限于此,可根据具体项目情况包含相应的不同信息,还可包括折梁信息等等。
80.s202、分析和备注tekla构件模型中非焊接型零件,并根据分析和备注信息生成第二条目。
81.具体地,分析和备注tekla构件模型中非焊接型零件,并根据分析和备注信息生成第二条目,包括:获取tekla钢结构模型中的预设数量的构件,其中,所述构件包含零件;遍历预设数量的构件中每一个构件,识别非焊接型零件;识别出非焊接型零件中每一个零件所具有的螺栓;根据螺栓孔径大小判定其属于待下料或待打孔;根据非焊接型零件的多边形顶点位置,判定其属于矩形、直角三角形、直角梯形或属于多边形;将计算与判定结果生成所述第二条目。
82.s203、计算与汇总tekla构件模型中单个构件的螺栓数量、识别与汇总直接发运现场的零件数量,并根据汇总的螺栓数量及零件数量生成第三条目。具体包括:遍历预设数量的构件中每一个构件;遍历每一个构件的螺栓群组;根据所述螺栓群组计算与汇总每一个构件的螺栓数量;识别与汇总直接发运现场的零件数量,并根据汇总的螺栓数量及零件数
量生成第三条目。
83.s204、将所述第二条目中备注为待下料、待打孔的非焊接型零件汇总并生成小板图。
84.s204具体包括:获取所述第二条目;将所述第二条目中待下料、待打孔的非焊接型零件放到集合中;基于预设生成规则将集合中的非焊接型零件汇总并生成小板图。
85.s205、将所述第一条目、所述第二条目和所述第三条目组合成钢结构bom输出,并将所述小板图输出。
86.s205具体包括:获取所述第一条目、所述第二条目、所述第三条目及所述小板图;将所述第一条目、所述第二条目和所述第三条目组合成钢结构bom;将钢结构bom和所述小板图输出。
87.需要说明的是,以上的s201至s205只是为了说明技术实施时所具有的逻辑步骤才标识的步骤顺序号,而在具体的实施过程中上述每一步都可能通过许多步实现或转换。另外其中有些步骤是并行或者也可以交换执行顺序。因此,本实施例中具体的其它可变换的实施方式也属于本技术保护的范围。
88.实施例3:
89.本实施例实施了一种基于tekla钢结构模型的钢结构bom自动生成方法,如图5所示,具体步骤详解如下。
90.首先,获取设计人员建立的tekla模型并筛选出符合预设数量的构件,比如可以是当前项目需生成bom的构件数量,也可以是tekla模型中的全部构件。然后循环每个构件,遍历构件中的所有构件。对于每个构件分析它是属于前工序还是后工序,对于前工序构件增加在构件编码处自动增加前工序标记。随后,构件焊接拆板模块对焊接型h型、箱型、十字型构件进行板件拆分动作,输出焊接型构件bom条目。构件特征备注模块,分析非焊接型构件的孔数、孔径、形状、切角等特征,利用备注信息判定树确定特征标注内容,生成非焊接型构件bom条目。螺栓与直发件汇总模块获取每个构件中的螺栓群组数据,生成单个构件的螺栓bom条目。同时,对直接发运现场的构件进行标记,随后汇总生成bom条目。最后,根据零件的备注信息,将待打孔、待下料的零件通过小板图自动生产模块按照预设的tekla图纸模板和自动生成规则生成小板图。将所有的bom条目组合为一个bom输出(图5中未示输出),见表1所示。
91.表1钢结构bom表
92.93.[0094][0095]
如表1所示,包括构件/采购件编码、零件/采购件编码、构件/零件规格、构件/零件长度、数量、计量单位和备注。其中,由于篇幅所限,“序号”未示出。
[0096]
接下来请参考图6,其示出了本技术的一些实施方式所提供的一种电子设备的示意图。如图6所示,所述电子设备2包括:处理器200,存储器201,总线202和通信接口203,所述处理器200、通信接口203和存储器201通过总线202连接;所述存储器201中存储有可在所述处理器200上运行的计算机程序,所述处理器200运行所述计算机程序时执行本技术前述任一实施方式所提供的基于tekla钢结构模型的钢结构bom自动生成方法。
[0097]
其中,存储器201可能包含高速随机存取存储器(ram:random access memory),也可能还包括非不稳定的存储器(non
‑
volatile memory),例如至少一个磁盘存储器。通过至少一个通信接口203(可以是有线或者无线)实现该系统网元与至少一个其他网元之间的通信连接,可以使用互联网、广域网、本地网、城域网等。
[0098]
总线202可以是isa总线、pci总线或eisa总线等。所述总线可以分为地址总线、数据总线、控制总线等。其中,存储器201用于存储程序,所述处理器200在接收到执行指令后,执行所述程序,前述本技术实施例任一实施方式揭示的所述基于tekla钢结构模型的钢结构bom自动生成方法可以应用于处理器200中,或者由处理器200实现。
[0099]
处理器200可能是一种集成电路芯片,具有信号的处理能力。在实现过程中,上述方法的各步骤可以通过处理器200中的硬件的集成逻辑电路或者软件形式的指令完成。上述的处理器200可以是通用处理器,包括中央处理器(central processing unit,简称cpu)、网络处理器(network processor,简称np)等;还可以是数字信号处理器(dsp)、专用集成电路(asic)、现成可编程门阵列(fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。可以实现或者执行本技术实施例中的公开的各方法、步骤及逻辑框图。通用处理器可以是微处理器或者该处理器也可以是任何常规的处理器等。结合本技术实施例所公开的方法的步骤可以直接体现为硬件译码处理器执行完成,或者用译码处理器中的硬件及软件模块组合执行完成。软件模块可以位于随机存储器,闪存、只读存储器,可编程只读存储器或者电可擦写可编程存储器、寄存器等本领域成熟的存储介质中。该存储介质位于存储器201,处理器200读取存储器201中的信息,结合其硬件完成上述方法的步骤。
[0100]
本技术实施例提供的电子设备与本技术实施例提供的基于tekla钢结构模型的钢结构bom自动生成方法出于相同的发明构思,具有与其采用、运行或实现的方法相同的有益
效果。
[0101]
本技术实施方式还提供一种与前述实施方式所提供的基于tekla钢结构模型的钢结构bom自动生成系统对应的计算机可读存储介质,请参考图7,其示出的计算机可读存储介质为光盘30,其上存储有计算机程序(即程序产品),所述计算机程序在被处理器运行时,会执行前述任意实施方式所提供的基于tekla钢结构模型的钢结构bom自动生成方法。
[0102]
所述计算机可读存储介质的例子还可以包括,但不限于相变内存(pram)、静态随机存取存储器(sram)、动态随机存取存储器(dram)、其他类型的随机存取存储器(ram)、只读存储器(rom)、电可擦除可编程只读存储器(eeprom)、快闪记忆体或其他光学、磁性存储介质,在此不再一一赘述。
[0103]
需要说明的是:在此提供的算法和显示不与任何特定计算机、虚拟装置或者其它设备有固有相关。各种通用装置也可以与基于在此的示教一起使用。根据上面的描述,构造这类装置所要求的结构是显而易见的。此外,本技术也不针对任何特定编程语言。应当明白,可以利用各种编程语言实现在此描述的本技术的内容,并且上面对特定语言所做的描述是为了披露本技术的最佳实施方式。在此处所提供的说明书中,说明了大量具体细节。然而,能够理解,本技术的实施例可以在没有这些具体细节的情况下实践。在一些实例中,并未详细示出公知的方法、结构和技术,以便不模糊对本说明书的理解。类似地,应当理解,为了精简本技术并帮助理解各个发明方面中的一个或多个,在上面对本技术的示例性实施例的描述中,本技术的各个特征有时被一起分组到单个实施例、图或者对其的描述中。然而,并不应将该公开的方法解释成反映如下意图:即所要求保护的本技术要求比在每个权利要求中所明确记载的特征更多的特征。
[0104]
以上所述,仅为本技术较佳的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1