一种基于ABAQUS的钢结构整体焊接变形的数值模拟方法与流程
一种基于abaqus的钢结构整体焊接变形的数值模拟方法
技术领域
1.本发明涉及建筑施工技术领域,特别涉及一种基于abaqus的钢结构整体焊接变形的数值模拟方法。
背景技术:
2.目前,随着科学技术的不断发展,钢结构造型和结构形式变得也越来越复杂,同时必然会给钢结构工程带来一系列挑战,在钢结构焊接时,由于局部高温加热而造成焊件上温度分布不均匀,最终导致在结构内部产生了焊接应力与变形,以及钢结构的整体焊接变形,降低其承载能力和机械性能。
3.现有的钢结构整体焊接变形的检测方法大多为人工检测,存在检测误差大、精度低,检测效率低的问题,无法保证后续钢结构的稳定性。
4.因此,本发明提供一种基于abaqus的钢结构整体焊接变形的数值模拟方法。
技术实现要素:
5.本发明提供一种基于abaqus的钢结构整体焊接变形的数值模拟方法,基于abaqus软件,保证了对钢结构整体焊接变形模拟计算的检测精度,并提高了检测效率,根据焊接变形模拟计算的检测结果,保证了钢结构的稳定性。
6.本发明提供一种基于abaqus的钢结构整体焊接变形的数值模拟方法,包括:
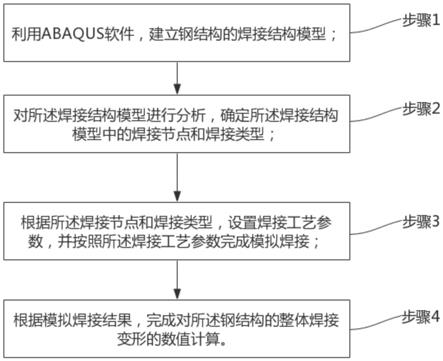
7.步骤1:利用abaqus软件,建立钢结构的焊接结构模型;
8.步骤2,对所述焊接结构模型进行分析,确定所述焊接结构模型中的焊接节点和焊接类型;
9.步骤3:根据所述焊接节点和焊接类型,设置焊接工艺参数,并按照所述焊接工艺参数完成模拟焊接;
10.步骤4:根据模拟焊接结果,完成对所述钢结构的整体焊接变形的数值计算。
11.在一种可能实现的方式中,
12.步骤1中,利用abaqus软件,建立钢结构的焊接结构模型包括:
13.步骤101:获取所述钢结构的材质特征和部件特征,并基于所述abaqus软件,建立模板库;
14.步骤102:对所述钢结构进行三维激光扫描,获取点云数据,并对所述点云数据进行遍历,删除与所述钢结构无关的数据,得到目标点云数据;
15.步骤103:根据所述目标点云数据构建钢结构框架图;
16.步骤104:基于所述模板库,对所述钢结构框架图进行填充,得到焊接结构模型。
17.在一种可能实现的方式中,
18.步骤2中,对所述焊接结构模型进行分析,确定所述焊接结构模型中的焊接节点和焊接类型包括:
19.基于边折叠算法对所述焊接结构模型进行特征约束和几何形状约束,得到所述焊
接模型的简化模型;
20.对所述简化模型进行表面分解得到多个曲面,并对所述多个曲面进行网格划分,生成多个网格;
21.利用3d技术将所有网格进行排序预览,并根据预览结果将所有网格加载在一起,生成六面体网格;
22.对所述六面体网格进行分析,得到焊接节点;
23.对焊接节点进行分析,确定所述焊接节点对应的焊接类型。
24.在一种可能实现的方式中,
25.对所述六面体网格进行分析,得到焊接节点包括:
26.获取所述六面体网格中每个网格单元的第一图像,和相邻的两个网格单元之间连接节点的第二图像;
27.对所述第一图像进行高斯滤波处理后,确定所述第一图像中像素值在预设范围内的目标区域,并利用纹理直方图计算方法获取所述目标区域的纹理特征,并计算所述纹理特征与预设纹理特征之间的相似性;
28.选取相似性大于预设相似值的目标区域作为第一目标区域;
29.获取所述第一目标区域的基本信息,并基于所述基本信息确定第一目标区域对应的钢结构表面的阻抗数据,且根据所述阻抗数据确定第一目标区域的光滑度;
30.选择所述光滑度大于预设光滑度的第一目标区域,作为第二目标区域;
31.判断所述第二目标区域是否存在所述连接节点的部分区域;
32.若是,对所述第二图像进行检测,确定所述第二图像中所包含的部分区域,并对所述部分区域的边界进行拓展,得到拓展区域,选择所述拓展区域的灰度值和像素值在预设阈值范围内的目标子区域;
33.基于所述目标子区域,对所述第二目标区域进行修正,并将修正后的第二目标区域作为焊接区域;
34.否则,将所述第二目标区域作为焊接区域;
35.基于所述六面体网格与所述焊接结构模型的映射关系和缩放比例,确定所述焊接区域在所述焊接结构模型中的第一位置;
36.判断所述第一位置是否在所述焊接结构模型的预设焊接位置范围内;
37.若是,对所述第一位置进行标记,得到焊接节点;
38.否则,基于误差范围对所述第一位置进行误差补偿,得到第二位置,并对所述第二位置进行标记,得到焊接节点。
39.在一种可能实现的方式中,
40.对所述焊接节点进行分析,确定所述焊接节点对应的焊接类型包括:
41.建立所述焊接节点的坐标系,确定每个焊接节点在所述坐标系中的坐标位置,并根据所述坐标位置对所述焊接节点进行分组;
42.根据每个分组中焊接节点的坡口类型确定所述焊接节点的焊接类型。
43.在一种可能实现的方式中,
44.步骤3中,根据所述焊接节点和焊接类型,设置焊接工艺参数包括:
45.获取所述焊接节点和焊接类型在历史焊接中的历史焊接参数;
46.对所述历史焊接参数进行预分析,确定所述历史焊接参数基于焊接结果的评定数据,并根据所述评定数据对所述历史焊接参数进行等级划分,得到所述历史焊接参数的等级;
47.对等级小于预设等级的历史焊接参数设置第一权重值,对等级大于等于所述预设等级的历史焊接参数设置第二权重值,得到初始焊接参数;
48.基于所述初始焊接参数,为所述焊接节点设置初始焊接工艺参数;
49.遍历每个焊接节点,确定每个焊接节点的节点属性,并根据所述节点属性,筛选出第一焊接节点,其余作为第二焊接节点;
50.根据所述第一焊接节点的节点属性,为所述第一焊接节点确定第一焊接顺序,根据所述第二焊接节点的节点属性,在所述第一焊接顺序的基础上,为所述第二焊接节点设置第二焊接顺序;
51.基于所述第一焊接顺序和第二焊接顺序,得到焊接工艺顺序;
52.基于所述焊接节点的节点属性,确定每个焊接节点的焊接约束条件;
53.判断所述焊接节点的初始焊接工艺参数和焊接工艺顺序是否满足所述约束条件;
54.若是,则将所述初始焊接工艺参数和焊接工艺顺序作为焊接工艺参数;
55.否则,基于所述焊接约束条件对所述初始焊接工艺参数和到焊接工艺顺序进行优化,得到焊接工艺参数。
56.在一种可能实现的方式中,
57.步骤3中,按照所述焊接工艺参数完成模拟焊接包括:
58.根据所述焊接工艺参数确定模拟焊接的材料参数和热边界条件,并将所述材料参数和热边界条件载入所述abaqus软件中,构建焊接条件数据;
59.基于所述焊接条件数据对所述焊接结构模型进行模拟焊接。
60.在一种可能实现的方式中,
61.在步骤4之前,还包括,获取模拟结果,其过程如下:
62.对所述模拟焊接过程的温度进行监测,并根据所述焊接结构模型中的材料参数建立所述焊接结构模型对应的热源模型,并基于所述热源模型确定在所述焊接工艺参数下的温度场;
63.获取所述温度场中各个焊接节点的温度值,并将所述温度值,结合材料参数转化为载荷加入热
‑
结构转化单元模型中,得到所述热源模型确定在所述焊接工艺参数下的应力场;
64.所述温度场和应力场作为所述模拟结果。
65.在一种可能实现的方式中,
66.步骤4中,根据模拟焊接结果,完成对所述钢结构的整体焊接变形的数值计算包括:
67.步骤401:根据所述模拟结果的温度场确定所述钢结构在焊接过程中的热流密度;
68.步骤402:根据所述模拟结果的应力场确定所述钢结构在焊接过程中的残余应力;
69.步骤403,基于所述钢结构在焊接过程中的热流密度和残余应力,确定所述钢结构的整体变形系数。
70.在一种可能实现的方式中,
71.获取所述钢结构的整体变形系数后还包括:
72.判断所述整体变形系数是否小于预设变形系数;
73.若是,按照设置的焊接工艺参数对所述钢结构进行实际焊接;
74.否则,基于所述整体变形系数,对所述焊接工艺参数进行调整。
75.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
76.下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
77.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
78.图1为本发明实施例中一种基于abaqus的钢结构整体焊接变形的数值模拟方法的流程图;
79.图2为本发明实施例中所述焊接结构模型建立的流程图;
80.图3为本发明实施例中对所述钢结构的整体焊接变形的数值计算的及流程图。
具体实施方式
81.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
82.实施例1
83.本发明实施例提供一种基于abaqus的钢结构整体焊接变形的数值模拟方法,如图1所示,包括:
84.步骤1:利用abaqus软件,建立钢结构的焊接结构模型;
85.步骤2:对所述焊接结构模型进行分析,确定所述焊接结构模型中的焊接节点和焊接类型;
86.步骤3:根据所述焊接节点和焊接类型,设置焊接工艺参数,并按照所述焊接工艺参数完成模拟焊接;
87.步骤4:根据模拟焊接结果,完成所述钢结构的整体焊接变形的数值计算。
88.在该实施例中,所述abaqus软件是功能强大的有限元软件,可以对应力、位置等进行静态和动态分析。
89.在该实施例中,所述焊接结构模型为所述钢结构在abaqus软件上的三维仿真模型,用来反应所述钢结构的外形以及材质等特征。
90.在该实施例中,所述焊接工艺参数包括:焊接顺序、焊接电流电压、焊接速度、多层多道焊的数量、环境温度、预热和保温措施、降温速度等参数的设定。
91.在该实施例中,所述焊接类型包括熔焊、压焊、钎焊等。
92.上述设计方案的有益效果是:通过abaqus软件,建立钢结构的焊接结构模型和焊接模拟过程,实现对钢结构的整体焊接变形的数值计算,基于abaqus软件,保证焊接结构模型和模拟焊接过程的准确性,从而保证了对钢结构整体焊接变形模拟计算的检测精度,并
提高了检测效率,根据焊接变形模拟计算的检测结果,方便及时进行对焊接工艺参数进行调整,保证了钢结构的稳定性。
93.实施例2
94.基于实施例1的基础上,本发明实施例提供一种基于abaqus的钢结构整体焊接变形的数值模拟方法,如图2所示,步骤1中,利用abaqus软件,建立钢结构的焊接结构模型包括:
95.步骤101:获取所述钢结构的材质特征和部件特征,并基于所述abaqus软件,建立模板库;
96.步骤102:对所述钢结构进行三维激光扫描,获取点云数据,并对所述点云数据进行遍历,删除与所述钢结构无关的数据,得到目标点云数据;
97.步骤103:根据所述目标点云数据构建钢结构框架图;
98.步骤104:基于所述模板库,对所述钢结构框架图进行填充,得到焊接结构模型。
99.在该实施例中,建立基于abaqus软件,建立模板库后,可以方便相似的钢结构进行重复使用,提高利用率和类似工程的构建效率。
100.在该实施例中,删除与所述钢结构无关的数据为在三维激光扫描中因为光线、障碍物等的干扰造成的无关数据,删除与所述钢结构无关的数据可以提高对钢结构框架图构建的准确性,更好的反应钢结构的外形。
101.在该实施例中,对所述钢结构框架图进行填充具体为根据所述钢结构的材质特征和部件特征为所述钢结构框架图设置钢结构材质参数,并根据结构材质参数用不同的颜色进行填充,来表示不同的材质参数,例如硬度、张力等。
102.上述设计方案的有益效果是:通过根据钢结构的三维点云数据、材质特征和部件特征来构建焊接结构模型,保证了钢结构的外形以及所述钢结构的材质参数的准确性,使得焊接结构模型更好地反应钢结构的实际情况,为保证对钢结构整体焊接变形模拟计算的检测精度提供了基础。
103.实施例3
104.基于实施例1的基础上,本发明实施例提供一种基于abaqus的钢结构整体焊接变形的数值模拟方法,步骤2中,对所述焊接结构模型进行分析,确定所述焊接结构模型中的焊接节点和焊接类型包括:
105.基于边折叠算法对所述焊接结构模型进行特征约束和几何形状约束,得到所述焊接模型的简化模型;
106.对所述简化模型进行表面分解得到多个曲面,并对所述多个曲面进行网格划分,生成多个网格;
107.利用3d技术将所有网格进行排序预览,并根据预览结果将所有网格加载在一起,生成六面体网格;
108.对所述六面体网格进行节点分析,得到焊接节点;
109.对在所述六面体网格中的焊接节点进行分析,确定所述焊接节点对应的焊接类型。
110.在该实施例中,所述边折叠算法属于几何元素删除法的一种,每次简化时,通过算法选定一条有向边e以及相关的2个点(u,v),将其中一个点u“折叠”至v,然后修改拓扑关
系,将与u相关的边映射到v,最后完成简化操作。一次简化可以减少所述焊接结构模型的1条边和2个面。
111.在该实施例中,所述特征约束为通过边折叠算法对所述焊接结构模型进行简化,生成连续的细节层次,保持对应的纹理不变,更好地反应所述焊接结构模型的特征,所述几何约束为通过边折叠算法对所述焊接结构模型进行简化,保持对应的顶点不变,更好地反应所述焊接结构模型的几何形状。
112.在该实施例中,所述特征识别结果为对应曲面的参数特征,例如曲面的凹凸程度、表面光滑度、曲面面积大小、曲面形状。
113.在该实施例中,对所述多个曲面进行网格划分的划分尺寸与所述曲面的凹凸程度、表面光滑度、曲面面积大小、曲面形状有关,所述曲面的凹凸程度越大、表面光滑度越小、曲面面积越大、曲面形状越不规则,对应的划分尺寸越精细,提高了对所述焊接结构模型的分析精度,从而提高了焊接节点和焊接类型的确定精度。
114.上述设计方案的有益效果是:通过对焊接结构模型进行分析,生成六面体网格,从而得到焊接节点和焊接类型,保证了获取焊接节点和焊接类型的精度。
115.实施例4
116.基于实施例3的基础上,本发明实施例提供一种一种基于abaqus的钢结构整体焊接变形的数值模拟方法,对所述六面体网格进行分析,得到焊接节点包括:
117.获取所述六面体网格中每个网格单元的第一图像,和相邻的两个网格单元之间连接节点的第二图像;
118.对所述第一图像进行高斯滤波处理后,确定所述第一图像中像素值在预设范围内的目标区域,并利用纹理直方图计算方法获取所述目标区域的纹理特征,并计算所述纹理特征与预设纹理特征之间的相似性;
119.选取相似性大于预设相似值的目标区域作为第一目标区域;
120.获取所述第一目标区域的基本信息,并基于所述基本信息确定第一目标区域对应的钢结构表面的阻抗数据,且根据所述阻抗数据确定第一目标区域的光滑度;
121.选择所述光滑度大于预设光滑度的第一目标区域,作为第二目标区域;
122.判断所述第二目标区域是否存在所述连接节点的部分区域;
123.若是,对所述第二图像进行检测,确定所述第二图像中所包含的部分区域,并对所述部分区域的边界进行拓展,得到拓展区域,选择所述拓展区域的灰度值和像素值在预设阈值范围内的目标子区域;
124.基于所述目标子区域,对所述第二目标区域进行修正,并将修正后的第二目标区域作为焊接区域;
125.否则,将所述第二目标区域作为焊接区域;
126.基于所述六面体网格与所述焊接结构模型的映射关系和缩放比例,确定所述焊接区域在所述焊接结构模型中的第一位置;
127.判断所述第一位置是否在所述焊接结构模型的预设焊接位置范围内;
128.若是,对所述第一位置进行标记,得到焊接节点;
129.否则,基于误差范围对所述第一位置进行误差补偿,得到第二位置,并对所述第二位置进行标记,得到焊接节点。
130.在该实施例中,所述基本信息包括所述第一目标区域的灰度值、像素值信息,不同的灰度值、亮度值取值对应不同的阻抗数据,所述阻抗数据越小,对应的光滑度越大。
131.在该实施例中,焊接节点的表面应该光滑、洁净,有利于焊接。
132.在该实施例中,判断所述第二目标区域是否存在所述连接节点的部分区域,若存在,则通过对所述第二图像进行检测来对所述第二目标区域进行修正,可以避免因为对相邻的两个网格单元之间的连接节点缺少检测,而造成对最终确定的焊接区域的误差,通过对相邻的两个网格单元之间的连接节点的第二图像进行检测,可以对焊接区域在所述第二图像中进行仔细检测,保证焊接区域的准确性。
133.在该实施例中,所述预设纹理特征为预先确定的标准焊接节点的纹理特征。
134.在该实施例中,所述焊接结构模型的预设焊接位置范围根据钢结构特点确定的大致焊接位置范围,通过进一步检测分析,确定在所述大致焊接位置范围中准确的焊接位置。
135.在该实施例中,基于误差范围对所述第一位置进行误差补偿具体为根据误差范围将所述第一位置进行整体移动,所述误差补偿为移动的位置量。
136.上述设计方案的有益效果是:通过对六面体网格的每个网格单元集相邻网格单元的节点进行检测分析,保证了确定的焊接节点的精确性,从而保证了模拟焊接和数值模拟计算的准确性。
137.实施例5
138.基于实施例3的基础上,本发明实施例提供一种基于abaqus的钢结构整体焊接变形的数值模拟方法,对所述焊接节点进行分析,确定所述焊接节点对应的焊接类型包括:
139.建立所述焊接节点的坐标系,确定每个焊接节点在所述坐标系中的坐标位置,并根据所述坐标位置对所述焊接节点进行分组;
140.根据每个分组中焊接节点的坡口类型确定所述焊接节点的焊接类型。
141.在该实施例中,根据所述坐标位置对所述焊接节点进行分组具体为横坐标或纵坐标相同的焊接节点为一组。
142.在该实施例中,所述焊接节点的坡口类型包括i形坡口、v形坡口、x形坡口、u形坡口。
143.在该实施例中,根据所述坐标位置对所述焊接节点进行分组,方便了对焊接节点的焊接类型的判断,提高了效率。
144.上述设计方案的有益效果是:通过根据坐标位置对所述焊接节点进行分组,以分组结果为所述焊接节点确定焊接类型,提高了对焊接类型确定的效率,通过根据焊接节点的坡口类型确定焊接类型,为模拟焊接提供基础。
145.实施例6
146.基于实施例1的基础上,本发明实施例提供一种基于abaqus的钢结构整体焊接变形的数值模拟方法,步骤3中,根据所述焊接节点和焊接类型,设置焊接工艺参数包括:
147.获取所述焊接节点和焊接类型在历史焊接中的历史焊接参数;
148.对所述历史焊接参数进行预分析,确定所述历史焊接参数基于焊接结果的评定数据,并根据所述评定数据对所述历史焊接参数进行等级划分,得到所述历史焊接参数的等级;
149.对等级小于预设等级的历史焊接参数设置第一权重值,对等级大于等于所述预设
等级的历史焊接参数设置第二权重值,得到初始焊接参数;
150.基于所述初始焊接参数,为所述焊接节点设置初始焊接工艺参数;
151.遍历每个焊接节点,确定每个焊接节点的节点属性,并根据所述节点属性,筛选出第一焊接节点,其余作为第二焊接节点;
152.根据所述第一焊接节点的节点属性,为所述第一焊接节点确定第一焊接顺序,根据所述第二焊接节点的节点属性,在所述第一焊接顺序的基础上,为所述第二焊接节点设置第二焊接顺序;
153.基于所述第一焊接顺序和第二焊接顺序,得到焊接工艺顺序;
154.基于所述焊接节点的节点属性,确定每个焊接节点的焊接约束条件;
155.判断所述焊接节点的初始焊接工艺参数和焊接工艺顺序是否满足所述约束条件;
156.若是,则将所述初始焊接工艺参数和焊接工艺顺序作为焊接工艺参数;
157.否则,基于所述焊接约束条件对所述初始焊接工艺参数和到焊接工艺顺序进行优化,得到焊接工艺参数。
158.在该实施例中,所述设置初始焊接工艺参数具体是是为所述焊接节点匹配相似度最高的基于所述初始焊接参数中的历史焊接节点,将所述历史焊接节点对应的初始焊接参数作为所述焊接节点的初始焊接工艺参数。
159.在该实施例中,所述评定数据为以所述历史焊接参数进行焊接后对结构的焊接残余应力、局部变形和整体变形的评定,所述焊接残余应力、局部变形和整体变形均越小,对应的等级越高。
160.在该实施例中,所述第一权重值大于所述第二权重值,等级越低,需要的调整越大,故对应的第一权重越大。利用第一权重值和第二权重值对所述历史焊接参数进行调整,可以使焊接参数加强对结构的稳定性。
161.在该实施例中,所述焊接节点的节点属性包括节点位置、焊接类型、焊点厚度。
162.在该实施例中,所述第一焊接节点为主焊点,第二焊接点为次焊点,于焊点的节点位置、焊接类型相关,第一焊接顺序为所述第一焊接节点的焊接顺序,在确定焊接顺序是根据所述节点位置和焊接类型确定,例如节点位置在边上的焊接节点比节点位置在中间的焊接顺序靠前,焊接类型难度较大的比焊接类型难度较小的焊接顺序靠前。
163.在该实施例中,所述焊接约束条件包括对每个焊接节点的焊接工艺参数例如焊接电流电压、焊接速度、多层多道焊的数量、环境温度等的范围设定,以及对焊接顺序的约束,例如第三个焊接节点的焊接顺序必须在第二个焊接节点的前面。
164.上述设计方案的有益效果是:通过根据历史焊接参数和每个焊接节点的节点属性,为所述焊接节点设置更优的焊接工艺参数,减小对钢结构的变形,保证了钢结构的稳定性,为模拟焊接提供优秀的工艺参数。
165.实施例7
166.基于实施例1的基础上,本发明实施例提供一种基于abaqus的钢结构整体焊接变形的数值模拟方法,步骤3中,按照所述焊接工艺参数完成模拟焊接包括:
167.根据所述焊接工艺参数确定模拟焊接的材料参数和热边界条件,并将所述材料参数和热边界条件载入所述abaqus软件中,构建焊接条件数据;
168.基于所述焊接条件数据对所述焊接结构模型进行模拟焊接。
169.在该实施例中,所述材料参数包括焊料类型、焊料用量等。
170.在该实施例中,所述热边界条件包括焊接环境温度场、焊接温度等。
171.上述设计方案的有益效果是:根据焊接工艺参数确定材料参数和热边界条件来完成模拟焊接,基于abaqus软件提高模拟焊接的焊接精度和焊接效率。
172.实施例8
173.基于实施例1的基础上,本发明实施例提供一种基于abaqus的钢结构整体焊接变形的数值模拟方法,在步骤4之前,还包括,获取模拟结果,其过程如下:
174.对所述模拟焊接过程的温度进行监测,并根据所述焊接结构模型中的材料参数建立所述焊接结构模型对应的热源模型,并基于所述热源模型确定在所述焊接工艺参数下的温度场;
175.获取所述温度场中各个焊接节点的温度值,并将所述温度值,结合材料参数转化为载荷加入热
‑
结构转化单元模型中,得到所述热源模型确定在所述焊接工艺参数下的应力场;
176.所述温度场和应力场作为所述模拟结果。
177.上述设计方案的有益效果是:通过获取所述钢结构焊接过程中的温度场和应力场,为数值模拟计算提供基础。
178.实施例9
179.基于实施例1的基础上,本发明实施例提供一种基于abaqus的钢结构整体焊接变形的数值模拟方法,如图3所示,步骤4中,根据模拟焊接结果,完成对所述钢结构的整体焊接变形的数值计算包括:
180.步骤401:根据所述模拟结果的温度场确定所述钢结构在焊接过程中的热流密度,其计算公式如下:
[0181][0182]
其中,δ表示所述热流密度,v表示所述温度场的体积,u表示焊接电压,i表示焊接电流,e表示自然常数取值为2.72,a表示所述温度场的最小长度,b表示所述温度场的最大长度;
[0183]
步骤402:根据所述模拟结果的应力场确定所述钢结构在焊接过程中的残余应力;
[0184]
步骤403:基于所述钢结构在焊接过程中的热流密度和残余应力,确定所述钢结构的整体变形系数,其计算公式如下:
[0185][0186]
其中,ω表示所述钢结构的整体变形系数,r表示所述钢结构的表面传热系数,τ表示所述钢结构在焊接过程中的残余应力,m表示所述钢结构的质量,g表示重力加速度,取值为9.8n/kg,δt表示所述钢结构在焊接过程中的温差变化。
[0187]
在该实施例中,所述温度场的最小长度与最大长度的平方的比值越小,表明所述温度场的可流动性越好,对应的热流密度就越小。
[0188]
在该实施例中,所述热流密度表示钢结构在单位体积内的热功率,单位为w/m3,w表示瓦,m3表示立方米。
[0189]
在该实施例中,对于公式例如可以是:u=200v,v=50m3,i=20a,a=4m,b=5m,则对应的δ大约为84w/m3。
[0190]
在该实施例中,对于公式例如可以是:δ=84w/m3,r=1000w/m
·
℃,τ=50mpa=50000n/m2,m=485kg,mg约等于4850n,δt=5℃,得到ω大约等于2.24。
[0191]
上述设计方案的有益效果是:基于abaqus,根据模拟焊接结果,完成对所述钢结构的整体焊接变形的数值计算,保证了对钢结构整体焊接变形模拟计算的检测精度,并提高了检测效率。
[0192]
实施例10
[0193]
基于实施例9的基础上,本发明实施例提供一种基于abaqus的钢结构整体焊接变形的数值模拟方法,获取所述钢结构的整体变形系数后还包括:
[0194]
判断所述整体变形系数是否小于预设变形系数;
[0195]
若是,按照设置的焊接工艺参数对所述钢结构进行实际焊接;
[0196]
否则,基于所述整体变形系数,对所述焊接工艺参数进行调整。
[0197]
在该实施例中,所述预设变形系数的取值为2.5,从实施例9得到整体变形系数为2.24,则说明所述钢结构的整体变形在可接受范围内。
[0198]
上述设计方案的有益效果是:通过比较整体变形系数是否小于预设变形系数,判断钢结构的整体变形是否在可接受范围内,若没有,则重新设置接工艺参数来减小钢结构的整体变形系数,保证了钢结构的稳定性。
[0199]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1