一种各向同性负泊松比材料的设计方法与流程
1.本发明属于超材料设计制造技术领域,涉及一种各向同性负泊松比材料的设计方法。
背景技术:
2.负泊松比材料是一类典型的机械超材料,由于具有不同于普通材料的独特性质,在很多方面具备了其他材料所不能比拟的优势,尤其是材料的物理机械性能有了很大的提高,如具有优异的抗剪切性、抗压痕性、抗断裂性和能量吸收性能等。因而负泊松比材料有望用于航空航天、医学、智能传感、人体工程等领域。但是,现有提出的负泊松比材料多是基于基础单元周期性排列形成阵列结构设计的,只能在两个方向即二维平面上表现负泊松比效应,即使是部分三维负泊松比材料仍难以应对实际应用过程中复杂且难与结构加载定向高度相符的复杂情况。
3.因此,需要设计一种各向同性负泊松材料,在保证良好的负泊松比效应前提下使其具有高度各向同性性质,从而能够应对可能来源于不同方向复杂的实际加载工况,解除负泊松比材料应用的方向性限制,极大扩展负泊松比材料的应用场景。
技术实现要素:
4.有鉴于此,本发明为了解决现有负泊松比材料存在应用方向性限制,难以应对实际应用过程中复杂且难与结构加载定向高度相符的实际工况,导致其应用场景受限的问题,提供一种各向同性负泊松比材料的设计方法。
5.为达到上述目的,本发明提供如下技术方案:一种各向同性负泊松比材料的设计方法,各向同性负泊松比结构整体是由重复基础单元构建而成,具体构建方法包括以下步骤:
6.a、设计基础单元模型:每个基础单元由八条表面折痕线和八条外边界线构成,每个基础单元平面参数为:a(-a,b,0);b(0,b,-c);c(a,b,0);d(-a,0,-c);e(a,0,-c);f(-a,-b,0);g(0,-b,-c);h(a,-b,0);o(0,0,0);其中a:b:c的比值为100:141.422:20~70;基础单元厚度定义在z轴方向,以各对应点的坐标增减a/10获得z坐标值以形成不同厚度的二维基础单元实体;
7.b、将步骤a通过标准软件构建好的二维基础单元实体于空间中分别沿x,y方向周期性排列形成带厚度的二维板,x,y方向二维基础单元实体数量相同均为n;相同的两块二维板以构成90
°
角的方式交叉,再以两组所述的交叉后产物围绕中心垂直组装构建各向同性三维负泊松比立方体结构;
8.c、选择不同3d打印原材料;输入适合的文件格式导入打印软件,根据不同打印原料粘流特性设置打印工艺,打印过程不需要添加任何支撑材料;对模型切片,形成打印路径,建立模型,将模型上传至3d打印机;无支撑3d打印整体成型,得到各向同性负泊松比结构打印成品。
9.进一步,步骤a中a值为100,b值为141.422,c值为60,基础单元以各对应点的坐标减10获得z坐标值以形成不同厚度的二维基础单元实体。
10.进一步,步骤b中n为≥3的任意数。
11.进一步,步骤c中3d打印原材料为热塑性聚氨酯弹性体橡胶(tpu)、光固化树脂中的一种。
12.进一步,步骤c中三维负泊松比结构在3d打印技术制造时,清除所有支撑选项设置,在一层一层堆积的过程中保持良好的打印形态。
13.本发明的有益效果在于:
14.1、本发明所公开的各向同性负泊松比材料的立方体结构由基础单元经排列、组装、堆叠等变换构建,基础单元是由表面十八个点的空间坐标决定的实体。此类各向同性负泊松比材料在受到可能来源于不同方向复杂的外部载荷时不需要根据加载方向而对结构进行特别定向,不同方向上的力学性能不存在明显差异,赋予其高度各向同性的负泊松比性质,在不同方向加载条件下皆展现几乎相同的负泊松比效应,解决了负泊松比材料实际应用方向性限制严重的问题,能够应对可能来源于不同方向复杂的实际加载工况。
15.2、本发明所公开的各向同性负泊松比材料的设计方法,各向同性负泊松比结构由于其正交组装而成的立方体型结构特征而支持以各类3d打印技术制造,即各向同性负泊松比材料的设计和制造方法能够赋予各类3d打印原材料以各项同性负泊松比性质,并增强其力学性能,材料适用性强。结合各类材料兼容优势,极大扩展了负泊松比材料的应用场景。
16.本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
17.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作优选的详细描述,其中:
18.图1为本发明各向同性负泊松比立方体结构示意图;
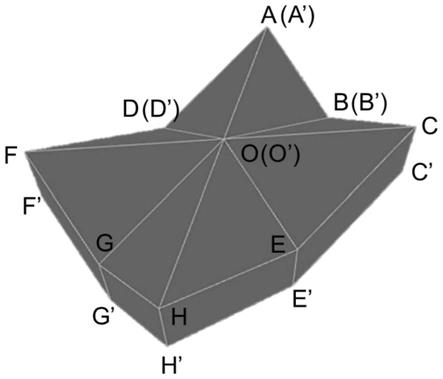
19.图2为本发明各向同性负泊松比立方体结构中二维基础单元参数定义图;
20.图3为本发明各向同性负泊松比立方体结构构建的流程图;
21.图4为本发明各向同性负泊松比立方体tpu材料实物图;
22.图5为本发明各向同性负泊松比立方体光固化树脂材料实物图;
23.图6为本发明各向同性负泊松比立方体结构材料各向同性负泊松比数据图;
24.图7为本发明各向同性负泊松比立方体结构tpu、光固化树脂两种材料比模量增强数据对比图。
25.附图标记:二维板1、各向同性三维负泊松比立方体结构2。
具体实施方式
26.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实
施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
27.其中,附图表示的仅是示意图,而非实物图,不能理解为对本发明的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
28.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本发明的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
29.如图1和图3所示的一种各向同性负泊松比材料的设计方法,各向同性三维负泊松比立方体结构2整体是由重复二维板1构建而成,所述的二维板1是指不同厚度的二维基础单元实体。二维基础单元经过在x、y方向以相同且必须保证相同的数量周期性排列形成二维板,相同的两块二维板以构成90
°
角的方式交叉,再以两组所述的交叉后产物围绕中心垂直组装构建各向同性三维负泊松比结构。
30.再以现有的3d打印技术(熔融沉积成型、立体光刻、选择性激光烧结等)制备所述的各向同性负泊松比结构,此类结构具有正交组装的立方体型结构特征,其3d打印过程可以不添加额外的支撑。因此,根据不同的条件选择合适的3d打印技术,根据实际应用需求选择对应的打印材料并匹配所选材料适合的打印工艺,重点关注打印温度、打印速度、层高度等打印参数,即可完成各向同性负泊松比材料的制造,并为其带来力学性能增强的效果。
31.实施例1
32.如图2所示该各向同性负泊松比材料的设计方法,包括以下步骤:
33.a、设计基础单元模型:每个二维基础单元由十六条表面折痕线和十六条外边界线构成,每个二维基础单元参数为:a(-100,141.422,0);b(0,141.422,-60);c(100,141.422,0);d(-100,0,-60);e(100,0,-60);f(-100,-141.422,0);g(0,-141.422,-60);h(100,-141.422,0);o(0,0,0);a
′
(-100,141.422,-60);b
′
(0,141.422,-120);c
′
(100,141.422,-60);d
′
(-100,0,-120);e
′
(100,0,-120);f
′
(-100,-141.422,-60);g
′
(0,-141.422,-120);h
′
(100,-141.422,-60);o(0,0,-60);
34.b、将步骤a通过标准软件构建好的二维基础单元实体于空间中分别沿x,y方向周期性排列形成带厚度的二维板,x,y方向二维基础单元数量相同均为6;相同的两块二维板以构成90
°
角的方式交叉,再以两组所述的交叉后产物围绕中心垂直组装构建各向同性三维负泊松比立方体结构;
35.c、3d打印原材料选择热塑性聚氨酯(tpu)线材;3d打印机采用熔融沉积成型3d打印机(raise 3d),输入适合的文件格式导入打印软件,根据不同打印原料粘流特性设置打印工艺,打印过程不需要添加任何支撑材料;对模型切片,形成打印路径,建立模型,将模型上传至3d打印机;无支撑3d打印整体成型,得到各向同性负泊松比结构打印成品。
36.其中打印工艺设置如下:
[0037][0038]
实施例2
[0039]
实施例2与实施例1的区别在于,步骤c中3d打印原材料选择光固化树脂(formlabs flexible);3d打印机采用立体光刻3d打印机(form 2),输入适合的文件格式导入打印软件,根据不同打印原料粘流特性设置打印工艺,打印过程不需要添加任何支撑材料;对模型切片,形成打印路径,建立模型,将模型上传至3d打印机;无支撑3d打印整体成型,得到各向同性负泊松比结构打印成品。
[0040]
其中打印工艺设置如下:
[0041][0042]
实施例1各向同性负泊松比结构的打印成品tpu材料如图4所示,实施例2各向同性负泊松比结构的打印成品光固化树脂如图5所示,各项同性三维负泊松比结构在应用于tpu和光固化树脂材料时,3d打印所制造的样品对于基础单元凹凸等细节特征呈现良好,表面光滑,精度符合实际需求。
[0043]
根据国家标准gb/t 1041-2008塑料压缩性能的测试对模型进行单轴压缩试验。各向同性负泊松比材料在被单轴压缩时,其垂直于压缩方向的另外两个方向上的收缩变形行为几乎一样,其负泊松比数据如图6所示,由于整体高度对称的立方体型结构特征,所以材料具有高度各向同性的负泊松比性质。
[0044]
如图7所示,各向同性负泊松比tpu材料和光固化树脂材料的比模量皆有较好的增强效果。同样地,本发明适用于其它可打印的材料以赋予其各向同性负泊松比性质,并且增
强其力学性能。
[0045]
各向同性负泊松比材料受到外部载荷时,不会因为载荷方向的不同而呈现出力学性能的差异,高度各向同性负泊松比性质解除了负泊松比材料应用在应对来源于不同方向复杂的工况时的方向性性质,因而能够应对复杂的加载条件并且发挥最大的承载效率。
[0046]
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1