一种线棒材力学性能预测系统的制作方法
1.本发明涉及线棒材加工技术领域,特别是涉及一种线棒材力学性能预测系统。
背景技术:
2.根据钢材化学成分、生产工艺参数等,准确预测力学性能,是钢铁领域一个重要的研究课题,以往的研究主要集中在热轧板带领域当中,目前,以工业大数据为基础建立钢铁组织性能预测和调控模型,实现了热轧板带力学性能在线预测。但在线棒材领域,由于其生产过程具有高温、动态以及瞬时的特性,其性能预测难度较大。
3.在线棒材生产中,采用实际取样检验,在生产结束后无法直接交付给用户,需要等待检验结果出来后才能实际交付,在对产品没有任何先验知识的情况下,需要对每一批产品进行相同规模的抽样,若要提高出厂合格率,则需要加大抽样规模,这种做法会大大降低检测效率。
技术实现要素:
4.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种线棒材力学性能预测系统,用于解决现有技术中线棒材检测效率低等问题。
5.为实现上述目的及其他相关目的,本发明提供一种线棒材力学性能预测系统,包括:
6.数据采集模块,采集线棒材的力学性能预测关联数据,得到关联到钢坯的性能预测数据集,所述力学性能预测关联数据包括原料信息参数及加工工艺参数;
7.模型管理模块,存储性能预测模型并与数据采集模块连接,根据所述性能预测数据集对性能预测模型进行训练并评估预测精度,根据预测精度决定是否更新性能预测模型;
8.预测模块,与所述模型管理模块及所述数据采集模块连接,将所述性能预测数据集导入模型管理模块中的性能预测模型,对线棒材的力学性能进行预测。
9.可选地,线棒材生产包括入炉前、轧前及轧后三个时间节点,所述数据采集模块分别在三个时间节点采集棒材的力学性能预测关联数据,所述性能预测模型包括多个预测子模型,所述预测子模型分别对应不同的钢种规格及预测节点,所述预测模块分别在入炉前、轧前、轧后三个时间节点对对线棒材的力学性能进行预测。
10.可选地,所述原料信息参数包括钢种规格、化学成分及钢坯生产工艺参数,所述加工工艺参数包括加热炉工艺参数及轧制工艺参数;在钢坯进入加热炉前,采集钢坯的原料信息参数及预设的加工工艺参数;在钢坯轧制开始时,采集钢坯的原料信息参数以及加热炉实际生产参数、预设的轧制工艺参数;在钢坯轧制完成后,采集钢坯的原料信息参数以及实际加工工艺参数。
11.可选地,所述轧制工艺参数包括棒材类及线材类;
12.所述棒材类的轧制工艺参数包括分机架电流、分机架延伸率、分机架速度、飞剪温
度、预精轧温度、上冷床温度、水箱流量及水箱温度;所述线材类的轧制工艺参数包括分机架电流、分机架延伸率、分机架速度、机架温度、精轧入口温度、吐丝温度及集卷温度。所述加热炉工艺参数包括入炉温度、预热段温度、加热段温度、均热段温度、出炉温度、加热时长、均热时长及在炉时长。所述化学成分包括al、als、as、b、c、ca、cr、cu、mn、mo、n、nb、ni、p、s、si、ti、v、ceq各个元素的含量比例。
13.可选地,所述模型管理模块对所述性能预测数据集进行预处理,将所述预处理后的性能预测数据集对性能预测模型进行训练,所述预测模块采用相同的预处理方式对所述性能预测数据集进行预处理,将所述预处理后的性能预测数据集导入性能预测模型进行性能预测。
14.可选地,所述预测模块将线棒材的力学性能预测结果与预设的性能预测目标进行对比,若判定为力学性能预测不合格,则调整加工工艺参数,获得新的性能预测数据集及相应的性能预测模型并进行预测,直至力学性能预测合格,输出力学性能预测合格后的加工工艺参数。
15.可选地,所述性能预测目标包括屈服强度、抗拉强度、延伸率、断后伸长率、强屈比、最大力总伸长率、超屈比。
16.可选地,预设工艺参数调整范围,当力学性能预测不合格时,预测模块根据工艺参数调整范围调整加工工艺参数。
17.可选地,模型管理模块定期对性能预测模型进行重新训练,同时,当预测模块的预测精度超出预设阈值时重新训练性能预测模型,分别对训练前后的性能预测模型的预测精度进行对比,将预测精度高的性能预测模型更新至模型管理模块。
18.可选地,采用模型命中率p对预测精度进行评估;
19.所述模型命中率p为决定系数,
[0020][0021]
其中,y_actual为性能检测值,y_predict为性能预测值,y_mean为性能检测值均值;
[0022]
或者,所述模型命中率p为正确预测数/预测总数,
[0023]
其中,对性能预测值及性能检测值分别进行合格/不合格判断,
[0024]
若性能预测值及性能检测值的合格/不合格的判断结果相同,则计入正确预测数,反之则计入错误预测数;或者,若性能预测值与性能检测值之间的差值小于预设差值,则计入正确预测数,反之则计入错误预测数。
[0025]
如上所述,本发明提供的一种线棒材力学性能预测系统,具有以下有益效果:能够采集实时数据对钢坯力学性能进行预测,并进行合格判定,同时以性能为目标对生产参数进行优化。该系统对线棒材生产过程中可能造成最终性能偏差的情况进行提前干预,从而实现钢铁产品质量稳定性控制。
附图说明
[0026]
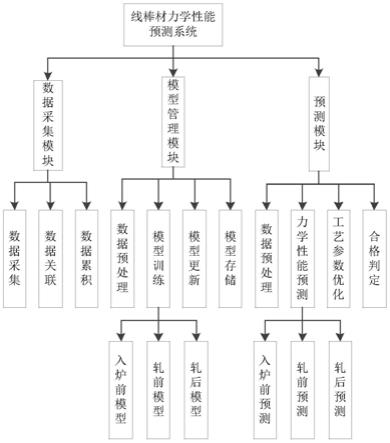
图1显示为本发明实施例中线棒材力学性能预测系统的结构框图。
具体实施方式
[0027]
以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
[0028]
需要说明的是,本实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
[0029]
请参见图1,本实施例提供一种线棒材力学性能预测系统,包括数据采集模块、模型管理模块及预测模块。
[0030]
数据采集模块采集线棒材的力学性能预测关联数据,并将采集的数据累积,得到关联到钢坯的性能预测数据集。力学性能预测关联数据包括原料信息参数及加工工艺参数。原料信息参数包括是否为混浇坯、连铸拉速等。
[0031]
本实施例中,原料信息参数包括钢种规格、化学成分及钢坯生产工艺参数,加工工艺参数包括加热炉工艺参数及轧制工艺参数。轧制工艺参数包括棒材类及线材类。棒材类的轧制工艺参数包括分机架电流、分机架延伸率、分机架速度、飞剪温度、预精轧温度、上冷床温度、水箱流量及水箱温度。线材类的轧制工艺参数包括分机架电流、分机架延伸率、分机架速度、机架温度、精轧入口温度、吐丝温度及集卷温度。加热炉工艺参数包括入炉温度、预热段温度、加热段温度、均热段温度、出炉温度、加热时长、均热时长及在炉时长。化学成分包括al、als、as、b、c、ca、cr、cu、mn、mo、n、nb、ni、p、s、si、ti、v、ceq各个元素的含量比例。
[0032]
模型管理模块存储有性能预测模型并与数据采集模块连接。模型管理模块根据性能预测数据集对性能预测模型进行训练并评估其预测精度,根据预测精度决定是否更新性能预测模型。同时,模型管理模块对性能预测模型进行管理,对历史性能预测模型进行记录,包括其产线、钢种、预测节点、更新时间、训练集范围以及存储位置。
[0033]
对模型预测精度进行实时监控,并根据监控情况对模型进行更新具体的,模型管理模块可以定期对性能预测模型进行重新训练。也可以当预测模块的预测精度超出预设阈值时重新训练性能预测模型。对比训练前后的性能预测模型的预测精度,将预测精度高的性能预测模型更新至模型管理模块。
[0034]
本实施例中采用模型命中率p对预测精度进行评估;
[0035]
模型命中率p可以为决定系数,
[0036]
其中,y_actual为性能检测值,y_predict为性能预测值,y_mean为性能检测值均值;
[0037]
模型命中率p也可以等于正确预测数/预测总数。
[0038]
其中,对性能预测值及性能检测值分别进行合格/不合格判断,若性能预测值及性能检测值的合格/不合格的判断结果相同,则计入正确预测数,反之则计入错误预测数。或者,若性能预测值与性能检测值之间的差值小于预设差值,则计入正确预测数,反之则计入错误预测数。
[0039]
预测模块与模型管理模块及数据采集模块连接,将数据采集模块的性能预测数据集导入模型管理模块中的性能预测模型,对线棒材的力学性能进行预测。
[0040]
具体的,模型管理模块对数据采集模块所采集到的性能预测数据集进行预处理,将预处理后的性能预测数据集对性能预测模型进行训练,预测模块采用相同的预处理方式对性能预测数据集进行预处理,将预处理后的性能预测数据集导入性能预测模型进行性能预测。
[0041]
具体的,对性能预测数据集进行预处理时,对不可预测的异常钢坯进行标记,对缺失及异常数据进行处理,对数据进行标准化处理。也可以性能预测数据集进行降维处理。可在多种数据降维方法中进行选择,包括线性判别分析、主成分分析、以及改进的主成分分析。
[0042]
预测模块还可以将线棒材的力学性能预测结果与预设的性能预测目标进行对比,若判定为力学性能预测不合格,则调整加工工艺参数。其中,性能预测目标包括屈服强度、抗拉强度、延伸率、断后伸长率、强屈比、最大力总伸长率、超屈比。
[0043]
具体的,预测模块中预设有工艺参数调整范围,当力学性能预测不合格时,预测模块根据工艺参数调整范围调整加工工艺参数。调整加工工艺参数后,得到新的性能预测数据集及相应的性能预测模型,然后进行预测。
[0044]
重复上述步骤,直至力学性能预测合格,输出此时的加工工艺参数。
[0045]
线棒材生产包括入炉前、轧前及轧后三个时间节点。数据采集模块分别在三个时间节点采集棒材的力学性能预测关联数据,性能预测模型包括多个预测子模型,预测子模型分别对应不同的钢种规格及预测节点。预测模块分别在入炉前、轧前、轧后三个时间节点对线棒材的力学性能进行预测。
[0046]
具体的,在钢坯进入加热炉前,数据采集模块采集钢坯的原料信息参数及预设的加工工艺参数;
[0047]
在钢坯轧制开始时,数据采集模块采集钢坯的原料信息参数以及加热炉实际生产参数、预设的轧制工艺参数;
[0048]
在钢坯轧制完成后,数据采集模块采集钢坯的原料信息参数以及实际加工工艺参数。数据采集模块对采集到的数据进行记录,分别得到入炉前、轧前及轧后三组性能预测数据集。
[0049]
模型管理模块中包括入炉前模型、轧前模型、轧后模型三个类别的性能预测模型,每个类别又分别包含多个力学性能预测子模型,以钢种规格、时间节点进行区分。
[0050]
将入炉前、轧前及轧后三组性能预测数据集分别导入模型管理模块中最新力学性能预测模型,分别在入炉前、轧前、轧后三个节点预测所生产线棒材的力学性能,并对其进
行合格判定,若判定为力学性能预测不合格,则输出力学性能预测合格后的加工工艺参数。
[0051]
综上所述,本实施例提供的一种线棒材力学性能预测系统,能够采集实时数据对钢坯力学性能进行预测,并进行合格判定,同时以性能为目标对生产参数进行优化。该系统对线棒材生产过程中可能造成最终性能偏差的情况进行提前干预,从而实现钢铁产品质量稳定性控制。
[0052]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1