一种5+1型冷连轧机组机架工作道次模式优化方法与流程
(x)
m2
,f5(x)
m3
≥f5(x)
m4
两个条件,如果只有一种成立,输出这一种五机架组合五道次生产模式;如果都不成立,输出六道次生产模式;如果该两个条件都成立,判断f5(x)
m1
≥η
s2
f5(x)
m2
是否成立,若成立,则转入步骤(f)进行四道次生产模式判断,若不成立,则输出第一种五机架组合五道次生产模式;
13.其中,f5(x)
m1
、f5(x)
m3
分别为第一和第二种五机架组合的五道次轧制稳定余量;f5(x)
m2
、f5(x)
m4
分别为第一和第二种五机架组合的五道次轧制稳定余量临界值;η
s2
为五道次模式轧制稳定保障系数;
14.(f)四道次生产模式判断:四道次生产模式包括第一种四机架组合:f1,f2,f5,f6;和第二种四机架组合f1,f4,f5,f6;第一种组合的稳定性要大于第二种,且第一种比二种组合对板形控制更好;对该两种四机架组合下的轧制稳定性分别进行计算,判断判断f4(x)
m1
≥f4(x)
m2
,f4(x)
m3
≥f4(x)
m4
两个条件,如果只有一种成立,输出这一种四机架组合四道次生产模式;如果都不成立,输出第一种五机架组合五道次生产模式,这种五道次模式下稳定性更好;如果该两个条件都成立,输出第一种四机架组合四道次生产模式;
15.其中,f4(x)
m1
,f4(x)
m3
分别为第一和第二种四机架组合的四道次轧制稳定余量;
16.f4(x)
m2
,f4(x)
m4
分别为第一和第二种四机架组合的四道次轧制稳定余量临界值。
17.进一步地,所述步骤(a)六机架冷连轧机组基本设备参数收集,包括:所述常规轧机与第4机架小辊径轧机的工作辊辊径d
wi
,最大轧制力允许值p
imax
,最大轧制功率允许值f
imax
,第i机架出口张力的最大值t
imax
与最小值t
imin
;
18.所述步骤(b)来料参数收集,包括:带钢来料厚度h0,带钢成品要求厚度h6,带钢宽度b,带钢强度σs,滑伤指数临界值打滑因子临界值
19.所述步骤(c)道次选择过程参数定义,包括:设定各机架轧制力为pi,轧制功率为fi,打滑因子ψ
ui
,滑伤指数出口张力为ti,轧制速度为vi,六道次压下率x
α1
={ε1,ε2,ε3,ε4,ε5,ε6},六道次压下分配为:x
γ1
={δh1,δh2,δh3,δh4,δh5,δh6},五道次压下率分别为:x
α2
={ε1,ε2,ε3,ε5,ε6}、x
α3
={ε1,ε2,ε4,ε5,ε6}五道次压下分配分别为:x
γ2
={δh1,δh2,δh3,δh5,δh6}、x
γ3
={δh1,δh2,δh4,δh5,δh6},四道次压下率分别为:x
α4
={ε1,ε2,ε5,ε6}、x
α5
={ε1,ε4,ε5,ε6},四道次压下分配分别为:x
γ4
={δh1,δh2,δh5,δh6}、x
γ5
={δh1,δh4,δh5,δh6};六道次、五道次、四道次张力制度的优化目标函数分别为:g
t1
(x
t1
)、g
t2
(x
t2
)、g
t3
(x
t3
);六道次出口张力制度优化结果为:x
t1
={t1,t2,t3,t4,t5}、五道次出口张力制度优化结果分别为:x
t2
={t1,t2,t3,t5}、x
t3
={t1,t2,t4,t5},四道次出口张力制度优化结果分别为x
t4
={t1,t2,t5}、x
t5
={t1,t4,t5};
20.所述步骤(d)具体包括以下步骤:
21.(d1)给定六道次模式下各道次的压下率,为ε1,ε2,ε3,ε4,ε5,ε6;
22.(d2)计算六道次模式下各道次的压下分配,即:δh1=h0·
ε1,δh2=(h
0-δh1)
·
ε2,δh3=(h
0-δh
1-δh2)
·
ε3,δh4=(h
0-δh
1-δh
2-δh3)
·
ε4,δh5=(h
0-δh
1-δh
2-δh
3-δh4)
·
ε5,δh6=(h
0-δh
1-δh
2-δh
3-δh
4-δh5)
·
ε6;
23.(d3)设定张力制度优化过程初始参数k1,k2,k3,k4,k5,给定优化的步长δδi,k
max
;
24.(d4)设定目标函数的初值g
t1
(x
t1
)0;
25.(d5)令i=1;
26.(d6)令ki=0;
27.(d7)令ti=t
imin
+kiδδi;
28.(d8)判断i<5是否成立;若成立,则i=i+1,转入步骤(d6);不成立,转入步骤(d9);
29.(d9)计算各机架的轧制压力pi,轧制功率fi,打滑因子ψ
ui
,滑伤指数
30.(d10)判断pi≤p
imax
,fi≤f
imax
,是否成立;若成立,转入步骤(d11);若不成立,转入步骤(d13);
31.(d11)计算来料冷连轧过程张力制度的优化目标函数
[0032][0033]
α1为张力制度优化过程来料打滑控制余量影响系数,α2为张力制度优化过程来料热滑伤控制余量影响系数,β1为张力制度优化过程小辊径轧机轧制稳定性影响系数,为β2张力制度优化过程常规轧机轧制稳定性影响系数;
[0034]
(d12)判断不等式g
t1
(x
t1
)>g
t1
(x
t1
)0是否成立;若成立,则令g
t1
(x
t1
)0=g
t1
(x
t1
),
[0035]
转入步骤(d13);若不成立,则直接转入步骤(d13);
[0036]
(d13)令i=5;
[0037]
(d14)判断不等式ki<k
max
是否成立;若成立,则令ki=ki+1,转入步骤(d7);若不成立,则令ki=0,转入步骤(d15);
[0038]
(d15)判断不等式i>1是否成立;若成立,则令i=i-1,转入步骤(d14);若不成立,转入步骤(d16);
[0039]
(d16)得到目标函数最大值对应的最优出口张力制度结果
[0040]
x
t1
={t1,t2,t3,t4,t5},其中t
imin
≤ti≤t
imax
,i=1,2,3,4,5;
[0041]
(d17)计算六道次轧制稳定余量和轧制稳定余量临界值:f6(x)m、f6(x)
m0
[0042][0043][0044]as1
六道次带钢打滑因子稳定性系数,b
s1
六道次带钢滑伤指数稳定性系数;
[0045]
(d18)判断f6(x)m≥η
s1
f6(x)
m0
是否成立,若成立则转入步骤(e)进行五道次生产模式判断,不成立,则输出六道次生产模式;
[0046]
所述步骤(e)具体包括以下步骤:
[0047]
(e1)给定两种五道次组合模式下各道次的压下率,分别为:ε1,ε2,ε3,ε5,ε6,ε1,ε2,ε4,ε5,ε6;
[0048]
(e2)计算两种五道次组合模式下各道次的压下分配,第一种组合:δh1=h0·
ε1,δh2=(h
0-δh1)
·
ε2,δh3=(h
0-δh
1-δh2)
·
ε3,δh5=(h
0-δh
1-δh
2-δh3)
·
ε5,δh6=(h
0-δh
1-δh
2-δh
3-δh5)
·
ε6;
[0049]
第二种组合:δh1=h0·
ε1,δh2=(h
0-δh1)
·
ε2,δh4=(h
0-δh
1-δh2)
·
ε4,δh5=(h
0-δh
1-δh
2-δh4)
·
ε5,δh6=(h
0-δh
1-δh
2-δh
4-δh5)
·
ε6;
[0050]
(e3)采用步骤d3-d16计算方法分别计算两种组合的张力制度x
t2
={t1,t2,t3,t5}、
x
t3
={t1,t2,t4,t5};
[0051]
(e4)计算五道次模式第一种五机架组合下的轧制稳定余量f5(x)
m1
,轧制稳定余量临界值f5(x)
m2
[0052][0053][0054]as2
五道次带钢打滑因子稳定性系数,b
s2
五道次带钢滑伤指数稳定性系数;
[0055]
(e5)计算五道次模式第二种五机架组合下的轧制稳定余量f5(x)
m3
,轧制稳定余量临界值f5(x)
m4
[0056][0057][0058]as2
五道次带钢打滑因子稳定性系数,b
s2
五道次带钢滑伤指数稳定性系数;
[0059]
(e6)判断f5(x)
m1
≥f5(x)
m2
,f5(x)
m3
≥f5(x)
m4
两个条件,如果只有一种成立,输出这一种五机架组合五道次生产模式;如果都不成立,输出六道次生产模式;如果该两个条件都成立,判断f5(x)
m1
≥η
s2
f5(x)
m2
是否成立,若成立,则转入步骤(f)进行四道次生产模式判断,若不成立,则输出第一种五机架组合五道次生产模式;
[0060]
所述步骤(f)具体包括以下步骤:
[0061]
(f1)给定两种四道次组合模式下各道次的压下率,分别为:ε1,ε2,ε5,ε6,ε1,ε4,ε5,ε6;
[0062]
(f2)计算两种四道次组合模式下各道次的压下分配,
[0063]
第一种组合:δh1=h0·
ε1,δh2=(h
0-δh1)
·
ε2,δh5=(h
0-δh
1-δh2)
·
ε5,δh6=(h
0-δh
1-δh
2-δh5)
·
ε6;
[0064]
第二种组合:δh1=h0·
ε1,δh4=(h
0-δh1)
·
ε4,δh5=(h
0-δh
1-δh4)
·
ε5,δh6=(h
0-δh
1-δh
4-δh5)
·
ε6;
[0065]
(f3)采用步骤d3-d16计算方法分别计算两种组合的张力制度x
t4
={t1,t2,t5}、x
t5
={t1,t4,t5};
[0066]
(f4)计算四道次模式第一种四机架组合下的轧制稳定余量f4(x)
m1
,轧制稳定余量临界值f4(x)
m2
[0067][0068][0069]as3
四道次带钢打滑因子稳定性系数,b
s3
四道次带钢滑伤指数稳定性系数;
[0070]
(f5)计算四道次模式第二种四机架组合下的轧制稳定余量f4(x)
m3
,轧制稳定余量临界值f4(x)
m4
[0071][0072][0073]
(f6)判断f4(x)
m1
≥f4(x)
m2
,f4(x)
m3
≥f4(x)
m4
两个条件,如果只有一种成立,输出这
一种四机架组合四道次生产模式;如果都不成立,输出第一种五机架组合五道次生产模式;如果该两个条件都成立,输出第一种四机架组合四道次生产模式。
[0074]
本发明的有益效果是:本发明的5+1型冷连轧机组机架工作道次模式优化方法,实现了机组综合轧制能力利用最优化,既保障了机组在冷连轧过程轧制稳定性与成品质量,又保证最合理的经济成本,从而实现生产各种品种钢的目的。与现有技术相比,本案的优化方法,在现场取得了显著的应用效果,既保证了轧制过程的稳定性态,而且因为机架的减少,生产的成本就大大降低了,实现了机组轧制能力最优化利用,给企业带来经济效益。
附图说明
[0075]
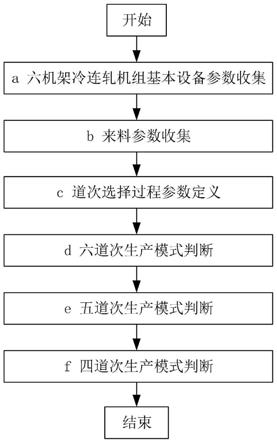
图1是本发明优化方法流程图;
[0076]
图2是本发明六道次生产模式判断流程图;
[0077]
图3是本发明五道次生产模式判断流程图;
[0078]
图4是本发明四道次生产模式判断流程图。
具体实施方式
[0079]
下面结合两个实施例对本发明作进一步的详细说明,一种5+1型冷连轧机组机架工作道次模式优化方法,所述5+1型冷连轧机组机架包括5个常规轧机和第4机架小辊径轧机。如图1所示,所述工作道次模式优化方法包括如下步骤:
[0080]
(a)六机架冷连轧机组基本设备参数收集;
[0081]
(b)来料参数收集;
[0082]
(c)道次选择过程参数定义;
[0083]
(d)六道次生产模式判断:对该模式下轧制稳定性进行计算,判断f6(x)m≥η
s1
f6(x)
m0
是否成立,若成立则转入步骤(e)进行五道次生产模式判断,不成立,则输出六道次生产模式;
[0084]
(e)五道次生产模式判断:五道次生产模式中选择机架f3,f4其中的一个机架停用;f4机架停用时为第一种五机架组合:f1,f2,f3,f5,f6;f3机架停用时为第二种五机架组合f1,f2,f4,f5,f6;对该两种五机架组合下的轧制稳定性分别进行计算,判断f5(x)
m1
≥f5(x)
m2
,f5(x)
m3
≥f5(x)
m4
两个条件,如果只有一种成立,输出这一种五机架组合五道次生产模式;如果都不成立,输出六道次生产模式;如果该两个条件都成立,判断f5(x)
m1
≥η
s2
f5(x)
m2
是否成立,若成立,则转入步骤(f)进行四道次生产模式判断,若不成立,则输出第一种五机架组合五道次生产模式;
[0085]
(f)四道次生产模式判断:四道次生产模式包括第一种四机架组合:f1,f2,f5,f6;和第二种四机架组合f1,f4,f5,f6;对该两种四机架组合下的轧制稳定性分别进行计算,判断f4(x)
m1
≥f4(x)
m2
,f4(x)
m3
≥f4(x)
m4
两个条件,如果只有一种成立,输出这一种四机架组合四道次生产模式;如果都不成立,输出第一种五机架组合五道次生产模式;如果该两个条件都成立,输出第一种四机架组合四道次生产模式。
[0086]
两个实施例的具体参数和优化计算过程、步骤分别如下:
[0087]
实施例1:
[0088]
首先在步骤(a)进行5+1型冷连轧机组基本设备参数收集,包括:常规轧机(第1、2、
3、5、6机架)与小辊径轧机(第4机架)的工作辊辊径如表1所示,最大轧制压力允许值{p
1max
,p
2max
,p
3max
,p
4max
,p
5max
,p
6max
,}={27000,27000,27000,27000,27000,27000}kn,最大轧制功率允许值{f
1max
,f
2max
,f
3max
,f
4max
,f
5max
,f
6max
}={4200,6000,6000,6400,6000,6000}kw,第i机架出口张力的最大值t
imax
与最小值{t
1max
,t
2max
,t
3max
,t
4max
,t
5max
}={600,600,600,600,600}kni=1,2,3,4,5{t
1min
,t
2min
,t
3min
,t
4min
,t
5min
}={58,58,58,58,58}kni=1,2,3,4,5;
[0089]
各机架工作辊参数:
[0090][0091]
在步骤(b)进行来料相关参数收集,包括:收集带钢来料厚度h0=3.824mm,带钢成品要求厚度h6=2.305mm,带钢宽度b=1107mm,来料屈服强度σs=600mpa,各机架打滑因子临界值滑伤指数临界值
[0092]
在步骤(c)进行道次选择过程参数定义,包括:设定各机架轧制力为pi,轧制功率为fi,打滑因子ψ
ui
,滑伤指数出口张力为ti,轧制速度为vi,六道次压下率x
α1
={ε1,ε2,ε3,ε4,ε5,ε6},六道次压下分配为:x
γ1
={δh1,δh2,δh3,δh4,δh5,δh6},五道次压下率分别为x
α2
={ε1,ε2,ε3,ε4,ε5}、x
α3
={ε1,ε2,ε3,ε4,ε5}五道次压下分配分别为:x
γ2
={δh1,δh2,δh3,δh5,δh6}、x
γ3
={δh1,δh2,δh4,δh5,δh6},四道次压下率分别为x
α4
={ε1,ε2,ε3,ε4}、x
α5
={ε1,ε2,ε3,ε4},四道次压下分配分别为:x
γ4
={δh1,δh2,δh5,δh6}、x
γ5
={δh1,δh4,δh5,δh6};六道次、五道次、四道次张力制度的优化目标函数分别为:g
t1
(x
t1
)、g
t2
(x
t2
)、g
t3
(x
t3
);六道次出口张力制度优化结果为:x
t1
={t1,t2,t3,t4,t5}、五道次出口张力制度优化结果分别为:x
t2
={t1,t2,t3,t5}、x
t3
={t1,t2,t4,t5},四道次出口张力制度优化结果分别为x
t4
={t1,t2,t5}、x
t5
={t1,t4,t5};六道次轧制稳定余量和轧制稳定余量临界值分别为:f6(x)m、f6(x)
m0
;五道次轧制稳定余量分别为:f5(x)
m1
、f5(x)
m3
、五道次轧制稳定余量临界值分别为:f5(x)
m2
、f5(x)
m4
;四道次轧制稳定余量分别为:f4(x)
m1
,f4(x)
m3
;四道次轧制稳定余量临界值分别为f4(x)
m2
,f4(x)
m4
;
[0093]
(d)进行六道次生产模式判断,如图2所示,具体包括以下步骤:
[0094]
在步骤(d1)给定六道次模式下各道次的压下率为:11.91%,13.09%,8.3%,7.33%,6.71%,0.64%;
[0095]
在步骤(d2)计算六道次模式下各道次的压下分配为:
[0096]
x
γ1
={δh1,δh2,δh3,δh4,δh5,δh6}={0.456,0.441,0.243,0.197,0.167,0.015}mm
[0097]
在步骤(d3)设定张力制度优化过程初始参数k1,k2,k3,k4,k5,k
max
=6给定优化的步长{δδ1,δδ2,δδ3,δδ4,δδ5}={1,1,1,1,1}kn;
[0098]
在步骤(d4)设定六道次目标函数的初值g
t1
(x
t1
)0=-105,六道次稳定性综合余量临界值f6(x)0=3;
[0099]
在步骤(d5)令i=1;
[0100]
在步骤(d6)令k1=0;
[0101]
在步骤(d7)令t1=497kn;
[0102]
在步骤(d8)判断i<5;成立,则i=i+1,转入步骤(d6)输出
[0103]
t2=435kn,t3=448kn,t4=444kn,t5=395kn
[0104]
在步骤(d9)计算各机架的轧制压力pi,轧制功率fi,计算打滑因子ψ
ui
,滑伤指数
[0105]
p1=12810kn,p2=13380kn,p3=12980kn,p4=10390kn,p5=9590kn,p6=7590kn
[0106]
f1=2306kw,f2=2408kw,f3=2336kw,f3=1978kw f5=1726kw,f6=1319kw
[0107]
{ψ
u1
,ψ
u2
,ψ
u3
,ψ
u4
,ψ
u5
,ψ
u6
}={0.18,0.17,0.15,0.19,0.16,0.19}
[0108][0109]
在步骤(d10)pi≤p
imax
,fi≤f
imax
,成立,转入步骤(d11);
[0110]
在步骤(d11)计算来料冷连轧过程张力制度的优化目标函数
[0111]
式中:
[0112]
α3=0.55,α4=0.45,β3=0.35,β4=0.65;
[0113]
在步骤(d12)不等式g
t1
(x
t1
)>g
t1
(x
t1
)0成立;成立,则令g
t1
(x
t1
)0=g
t1
(x
t1
),转入步骤(d13);
[0114]
在步骤(d13)令i=5;
[0115]
在步骤(d14)不等式k5<k
max
成立;则令k5=k5+1,转入步骤(d7),开始循环;
[0116]
在步骤(d15)当不等式i>1不成立,结束循环,直接转入步骤(d16);
[0117]
在步骤(d16)得到目标函数最大值对应的最优出口张力制度结果
[0118]
x
t
={505,441,452,462,402}kn,其中t
imin
≤ti≤t
imax
,i=1,2,3,4,5;
[0119]
在步骤(d17)计算六道次轧制稳定余量和轧制稳定余量临界值:f6(x)m、f6(x)
m0
[0120][0121][0122]as1
=0.45b
s1
=0.55
[0123]
在步骤(d18)判断f6(x)m≥η
s1
f6(x)
m0
成立其中,η
s1
=1.1,则转入步骤(e)。
[0124]
在步骤(e)进行五道次生产模式判断,如图3所示,具体包括以下步骤:
[0125]
在步骤(e1)给定两种五道次组合模式下各道次的压下率,分别为:
[0126]
13.49%,15.14%,10.29%,7.22%,1.32%;13.23%,15.4%,10.31%,7.57%,1.32%;
[0127]
在步骤(e2)计算五道次两种组合的压下分配:
[0128]
x
γ2
={δh1,δh2,δh3,δh5,δh6}={0.516,0.501,0.289,0.182,0.031}mm
[0129]
x
γ3
={δh1,δh2,δh4,δh5,δh6}={0.506,0.511,0.279,0.192,0.031}mm
[0130]
在步骤(e3)计算五道次两种组合的张力制度:
[0131]
x
t2
={t1,t2,t3,t5}={505,441,452,462,}kn
[0132]
x
t3
={t1,t2,t4,t5}={509,448,457,468,}kn
[0133]
在步骤(e4)计算五道次模式第一种五机架组合下的轧制稳定余量f5(x)
m1
,轧制稳定余量临界值f5(x)
m2
[0134][0135][0136]as2
=0.4b
s2
=0.6
[0137]
在步骤(e5)计算五道次模式第二种五机架组合下的轧制稳定余量f5(x)
m3
,轧制稳定余量临界值f5(x)
m4
[0138][0139][0140]as2
=0.4b
s2
=0.6
[0141]
在步骤(e6)f5(x)
m1
≥f5(x)
m2
,f5(x)
m3
≥f5(x)
m4
两个条件都成立,且f5(x)
m1
≥η
s2
f5(x)
m2
成立η
s2
=1.15,其中,则转入步骤(f)。
[0142]
在步骤(f)进行四道次生产模式判断,如图4所示,具体包括以下步骤:
[0143]
在步骤(f1)给定两种四道次组合模式下各道次的压下率,分别为:
[0144]
16.1%,18.17%,11%,1.32%;15.84%,18.42%,10.62%,1.74%;
[0145]
在步骤(f2)计算四道次两种组合的压下分配:
[0146]
x
γ4
={δh1,δh2,δh5,δh6}={0.616,0.583,0.289,0.031}mm
[0147]
x
γ5
={δh1,δh4,δh5,δh6}={0.606,0.593,0.279,0.041}mm
[0148]
在步骤(f3)计算四道次两种组合的张力制度:
[0149]
x
t4
={t1,t2,t5}={538,488,492}kn
[0150]
x
t5
={t1,t4,t5}={548,498,502}kn
[0151]
在步骤(f4)计算四道次模式第一种四机架组合下的轧制稳定余量f4(x)
m1
,轧制稳定余量临界值f4(x)
m2
[0152][0153][0154]as3
=0.35b
s3
=0.65
[0155]
在步骤(f5)计算四道次模式第二种四机架组合下的轧制稳定余量f4(x)
m3
,轧制稳定余量临界值f4(x)
m4
[0156][0157][0158]as3
=0.35b
s3
=0.65
[0159]
在步骤(f6)f4(x)
m1
≥f4(x)
m2
,f4(x)
m3
≥f4(x)
m4
两个条件都成立,输出第一种四机架组合四道次生产模式。
[0160]
实施例2:
[0161]
首先在步骤(a)进行5+1型冷连轧机组基本设备参数收集,包括:常规轧机(第1、2、3、5、6机架)与小辊径轧机(第4机架)的工作辊辊径如表1所示,最大轧制压力允许值{p
1max
,p
2max
,p
3max
,p
4max
,p
5max
,p
6max
,}={27000,27000,27000,27000,27000,27000}kn,最大轧制功率允许值{f
1max
,f
2max
,f
3max
,f
4max
,f
5max
,f
6max
}={4200,6000,6000,6400,6000,6000}kw,第i机架出口张力的最大值t
imax
与最小值{t
1max
,t
2max
,t
3max
,t
4max
,t
5max
}={600,600,600,600,600}kni=1,2,3,4,5;
[0162]
{t
1min
,t
2min
,t
3min
,t
4min
,t
5min
}={58,58,58,58,58}kni=1,2,3,4,5;
[0163]
各机架工作辊参数:
[0164][0165]
在步骤(b)进行来料相关参数收集,包括:收集带钢来料厚度h0=3.524mm,带钢成品要求厚度h6=1.421mm,带钢宽度b=1141mm,来料屈服强度σs=600mpa,各机架打滑因子临界值滑伤指数临界值
[0166][0167]
在步骤(c)进行道次选择过程参数定义,具体与实施例1相同;
[0168]
在步骤(d)进行六道次生产模式判断,如图1所示,具体包括以下步骤:
[0169]
在步骤(d1)给定六道次模式下各道次的压下率为:18.47%,21.26%,13.92%,12.99%,11.86%,4.82%;
[0170]
在步骤(d2)计算六道次模式下的压下分配;
[0171]
x
γ1
={δh1,δh2,δh3,δh4,δh5,δh6}={0.651,0.611,0.315,0.253,0.201,0.072}mm;
[0172]
在步骤(d3)设定张力制度优化过程初始参数k1,k2,k3,k4,k5,k
max
=6给定优化的步长{δδ1,δδ2,δδ3,δδ4,δδ5}={1,1,1,1,1}kn;
[0173]
在步骤(d4)设定六道次目标函数的初值g
t1
(x
t1
)0=-105,六道次稳定性综合余量临界值f6(x)0=3;
[0174]
在步骤(d5)令i=1;
[0175]
在步骤(d6)令k1=0;
[0176]
在步骤(d7)令t1=508kn;
[0177]
在步骤(d8)判断i<5;成立,则i=i+1,转入步骤(d6)输出
[0178]
t2=481kn,t3=468kn,t4=454kn,t5=425kn;
[0179]
在步骤(d9)计算各机架的轧制压力pi,轧制功率fi,计算打滑因子ψ
ui
,滑伤指数
[0180]
p1=18810n,p2=18180kn,p3=17980kn,p4=16390kn,p5=15590kn,p6=10590kn
[0181]
f1=2916kw,f2=3128kw,f3=2956kw,f3=2559kw f5=2413kw,f6=1875kw
[0182]
{ψ
u1
,ψ
u2
,ψ
u3
,ψ
u4
,ψ
u5
,ψ
u6
}={0.24,0.21,0.23,0.28,0.25,0.27}
[0183]
[0184]
在步骤(d10)pi≤p
imax
,fi≤f
imax
,成立,转入步骤(d11);
[0185]
在步骤(d11)计算来料冷连轧过程张力制度的优化目标函数;
[0186][0187]
式中:α3=0.55,α4=0.45,β3=0.35,β4=0.65
[0188]
在步骤(d12)不等式g
t1
(x
t1
)>g
t1
(x
t1
)0成立;成立,则令g
t1
(x
t1
)0=g
t1
(x
t1
),转入步骤(d13);
[0189]
在步骤(d13)令i=5;
[0190]
在步骤(d14)不等式k5<k
max
成立;则令k5=k5+1,转入步骤(d8),开始循环;
[0191]
在步骤(d15)当不等式i>1不成立,结束循环,直接转入步骤(d16);
[0192]
在步骤(d16)得到目标函数最大值对应的最优出口张力制度结果
[0193]
x
t
={520,495,472,468,445}kn,其中t
imin
≤ti≤t
imax
,i=1,2,3,4,5;
[0194]
再步骤(d17)计算六道次轧制稳定余量和轧制稳定余量临界值:f6(x)m、f6(x)
m0
[0195][0196][0197]
在步骤(d18)f6(x)m≥η
s1
f6(x)
m0
成立,其中η
s1
=1.1,转入步骤(e)。
[0198]
在步骤(e)进行五道次生产模式判断,如图2所示,具体包括以下步骤:
[0199]
在步骤(e1)给定两种五道次组合模式下各道次的压下率,分别为:
[0200]
20.77%,24.42%,16.35%,15.46%,4.82%;20.48%,24.69%,15.87%,15.83%,4.95%;
[0201]
在步骤(e2)计算五道次两种组合的压下分配:
[0202]
x
γ2
={δh1,δh2,δh3,δh5,δh6}={0.732,0.682,0.345,0.273,0.072}mm
[0203]
x
γ3
={δh1,δh2,δh4,δh5,δh6}={0.722,0.692,0.335,0.281,0.074}mm;
[0204]
在步骤(e3)计算五道次两种组合的张力制度:
[0205]
x
t2
={t1,t2,t3,t5}={534,472,469,482,}kn
[0206]
x
t3
={t1,t2,t4,t5}={529,467,471,487,}kn;
[0207]
在步骤(e4)计算五道次模式第一种五机架组合下的轧制稳定余量f5(x)
m1
,轧制稳定余量临界值f5(x)
m2
[0208][0209][0210]as2
=0.4b
s2
=0.6
[0211]
在步骤(e5)计算五道次模式第二种五机架组合下的轧制稳定余量f5(x)
m3
,轧制稳定余量临界值f5(x)
m4
[0212]
[0213][0214]as2
=0.4b
s2
=0.6
[0215]
在步骤(e6)判断f5(x)
m1
≥f5(x)
m2
,f5(x)
m3
≥f5(x)
m4
两个条件都成立,但是f5(x)
m1
≥η
s2
f5(x)
m2
不成立,其中η
s2
=1.15,则输出第一种五机架组合五道次模式。
[0216]
以上内容仅用以说明本发明的技术方案,本领域的普通技术人员对本发明的技术方案进行的简单修改或者等同替换,均不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1