一种金属部件接触面积测量方法及系统与流程
1.本发明涉及金属部件接触面积测量技术领域,尤其涉及一种金属部件接触面积测量方法及系统。
背景技术:
2.近年来在机械设备的安装、检修、维护工作中常常会涉及到各部件接触面积的统计。例如轴瓦与轴领的接触、连接键与键槽的接触、支撑部件与支撑面的接触等。在需要统计接触面积的场景中,往往都是重要且精度要求较高的部件上。以混流式水轮机推力轴承为例,推力轴瓦与镜板之间的接触面积越大则机组的受力能够更均匀的传递,如接触面积不足,则可能导致轴承局部温度过高,甚至导致烧瓦停机的严重事故;发电机主轴连接键接触面积不均或接触面积不够则可能导致应力集中诱发连接键断裂、变形脱出等严重后果。所以保证这些重要部件的接触面均匀受力是非常重要的,这就需要对金属接触面反复研磨,而接触面积的检测是检验接触面是否合格的重要指标。
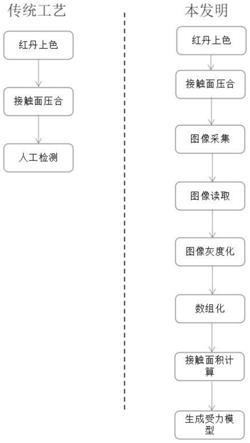
3.传统的接触面积检测方法主要通过在接触表面均匀地涂上一层红丹,再用接触面与被接触面压合,取下被接触面时,接触表面紧密接触的地方就会露出金属光泽,而未紧密接触的部分还是红丹的颜色,取一块有固定面积小孔的平板,压在被测表面,对小孔内露出金属光泽的面积和显示为红丹颜色的面积进行统计,再以小孔的面积推算整个部件有效接触面积,判断是否满足相关要求,传统的检测方法很难对金属接触面进行全面检测,精度和工作效率都欠佳。
技术实现要素:
4.本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
5.鉴于上述现有存在的问题,提出了本发明。
6.因此,本发明解决的技术问题是:传统的检测方法很难对金属接触面进行全面检测,精度和工作效率都欠佳。
7.为解决上述技术问题,本发明提供如下技术方案:一种金属部件接触面积测量方法,包括利用相机拍摄待检测的金属部件表面的彩色图像;将所述彩色图像输入电脑,并通过转化为灰度图像;通过金属部件表面的接触面积在所述灰度图像上色阶的面积,计算金属部件表面的接触面积;根据所述将灰度图像包含的像素信息转化成二维数组数据,计算金属部件接触面的面积,并根据二维数组数据生成金属部件接触面3d受力效果图。
8.作为本发明所述的金属部件接触面积测量方法及系统的一种优选方案,其中:利用相机拍摄待检测的金属部件表面的彩色图像,并且把相机与电脑通过usb数据线连接,通过相机拍照后生成的彩色图像直接保存至电脑的指定目录中。
9.作为本发明所述的金属部件接触面积测量方法及系统的一种优选方案,其中:把
彩色图像中的每个像素点分解为rgb色彩空间的有r(红色)、g(绿色)、b(蓝色)通道的色值,每个像素点都会有一组相对应的三维数组。
10.作为本发明所述的金属部件接触面积测量方法及系统的一种优选方案,其中:将rgb色彩空间的数组通过利用计算表公式转化为灰度图像,具体计算公式如下:
11.gray=0.582
×
r+0.304
×
g+0.114
×b12.其中,r、g、b分别代表红、绿、蓝的色值,gray表示转化后的灰度像素点。
13.去除有部件后方的白色背景和部件本身不参与接触的部分,判断灰度图像中的白色区域像素,并将其定义为无效像素,计算金属部件实际接触面积与总面积的百分比r,计算公式为:
[0014][0015]
其中,总像素数量t、白色区域像素数量w、件本身非接触表面像素数量u、红丹像素数量r、接触部分露出金属色的像素数量s,实际接触面积的百分比为r。
[0016]
作为本发明所述的金属部件接触面积测量方法及系统的一种优选方案,其中:以灰度图像的像素点为x、y轴,对应像素的色值为z轴,通过plot surface函数绘制出直观可视的接触面3d受力效果图。
[0017]
作为本发明所述的金属部件接触面积测量方法及系统的一种优选方案,其中:一种金属部件接触面积测量系统,其特征在于:包括采集单元和分析单元,所述采集单元用于采集待检测的金属部件表面的彩色图像,并将所述彩色图像转化成灰度图像;所述分析单元用于将所述灰度图像包含的像素信息转化成二维数组数据,计算金属部件接触面的面积,并根据二维数组数据生成金属部件接触面3d受力效果图
[0018]
作为本发明所述的金属部件接触面积测量方法及系统的一种优选方案,其中:采集单元,所述采集单元包括图像采集模块、图像读取模块和图像转化模块,所述图像采集模块包括相机、usb数据线和电脑,所述通过usb数据线把相机和电脑连接,利用相机拍摄待检测的金属部件表面的彩色图像,并且把相机拍照后生成的彩色图像直接保存至电脑的指定目录中。
[0019]
作为本发明所述的金属部件接触面积测量方法及系统的一种优选方案,其中:所述图像读取模块把指定存储目录中的彩色图像,进行调取,并输入图像转化模块,通过图像转化模块把所述彩色图像转化为灰度图像。
[0020]
作为本发明所述的金属部件接触面积测量方法及系统的一种优选方案,其中:所述分析单元包括数组模块、计算模块和建模模块,所述数组模块将灰度图像转化成二维数组数据,然后将所述二维数组数据输入计算模块,计算模块用于计算金属部件接触面的面积,建模模块用于将二维数组数据生成金属部件接触面3d受力效果图。
[0021]
本发明的有益效果:能够对金属部件的接触面进行全面检测,大幅提高了检测速度,降低了检测时间,检测的精度与效率得到大幅度提升,3d受力图更为后期对接触面的处理提供了直观的参考,大大提高了金属部件接触面研磨效率。
附图说明
[0022]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用
的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
[0023]
图1为本发明一个实施例提供的一种金属部件接触面积测量方法及系统的基本流程与传统工艺对比示意图;
[0024]
图2为本发明一个实施例提供的一种金属部件接触面积测量方法及系统的图像采集设备结构图;
[0025]
图3为本发明一个实施例提供的一种金属部件接触面积测量方法及系统经过转化后的灰度图像图;
[0026]
图4为本发明一个实施例提供的一种金属部件接触面积测量方法及系统的灰度图像区域分析图;
[0027]
图5为本发明一个实施例提供的一种金属部件接触面积测量方法及系统的3d受力效果图。
具体实施方式
[0028]
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合说明书附图对本发明的具体实施方式做详细的说明,显然所描述的实施例是本发明的一部分实施例,而不是全部实施例。基于本发明中的实施例,本领域普通人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明的保护的范围。
[0029]
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
[0030]
其次,此处所称的“一个实施例”或“实施例”是指可包含于本发明至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“在一个实施例中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。
[0031]
本发明结合示意图进行详细描述,在详述本发明实施例时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
[0032]
同时在本发明的描述中,需要说明的是,术语中的“上、下、内和外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一、第二或第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0033]
本发明中除非另有明确的规定和限定,术语“安装、相连、连接”应做广义理解,例如:可以是固定连接、可拆卸连接或一体式连接;同样可以是机械连接、电连接或直接连接,也可以通过中间媒介间接相连,也可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0034]
实施例1
[0035]
参照图1~5,为本发明的一个实施例,提供了一种金属部件接触面积测量方法,包
括:
[0036]
s1:利用相机101a拍摄待检测的金属部件表面的彩色图像;
[0037]
为排除环境光线不统一对图像颜色产生干扰,需要将红丹上色并与接触面压合过的金属部件放置到影棚内,利用程序的图像采集模块控制相机101a拍照。影棚内统一的光线环境和相机101a的统一参数,可以将金属部件拍出背景为纯白色的标准照片。
[0038]
s2:将彩色图像输入电脑101c,并通过转化为灰度图像;
[0039]
通过usb数据线101b把相机101a和电脑101c连接,利用相机101a拍摄待检测的金属部件表面的彩色图像,拍摄的标准照片会自动保存至便携电脑101c的指定目录,然后可以通过现有的photoshop等软件将图像读取为解读为rgb色彩空间的数组,即每个像素点都有r(红色)、g(绿色)、b(蓝色)通道的色值,得到一组三维数组。例如,一个纯红色的像素点表示为:
[0040][0041]
式中红色通道的色值为255,其他通道均为0,所以该像素点为红色,通过红色、绿色、蓝色通道的不同色值可以混合出所有颜色。
[0042]
通过金属部件表面的接触面积在灰度图像上色阶的面积,计算金属部件表面的接触面积;
[0043]
s3:通过图像灰度转化模块将rgb色彩空间的数组通过特定的算法转化为灰度图像;
[0044]
灰度是指用纯黑、纯白或黑白之间的灰色来表示图像的一种色彩空间,一个像素点由一个0-255之间的整数表示,其中0表示纯黑,255表示纯白。图像灰度转化模块中的算法是为了最大限度的识别出关键颜色的差异,在研发过程中将金属部件原色与红丹颜色进行对比,找出rgb转化为灰度后关键颜色对比度较高,同时也能够兼容多种材质、光线环境等因素差异的算法,具体计算公式如下:
[0045]
gray=0.582
×
r+0.304
×
g+0.114
×b[0046]
其中:r、g、b分别代表红、绿、蓝的色值,gray表示转化后的灰度像素点,例如一个有3个像素点的rgb色彩空间图像的数组转换如下:
[0047][0048]
s4:根据将灰度图像包含的像素信息转化成二维数组数据,计算金属部件接触面的面积,并根据二维数组数据生成金属部件接触面3d受力效果图;
[0049]
计算金属部件接触面的面积算法原理如下:
[0050]
金属部件的图像拍摄后,照片中存在对我们计算产生干扰的无效像素,主要有部件后方的白色背景和部件本身不参与接触的部分。也存在计算接触面积所需要的像素,主要有涂有红丹的部分,和露出金属色的接触部分。首先,需要进行逻辑判断,识别出那些是无效像素,哪些是红丹颜色的像素,哪些是露出金属色接触部分的像素。研发期间,通过大
量拍摄照片采集颜色数据后得出,白色区域像素的色值范围为252-255之间,部件本身非接触表面的色值范围为80-120之间,红丹的色值范围为160-175之间,接触部分露出金属色的色值为120-147、200-250之间。
[0051]
故统计出总像素数量t、白色区域像素数量w、件本身非接触表面像素数量u、红丹像素数量r、接触部分露出金属色的像素数量s,即可计算实际接触面积的百分比r,计算公式如下:
[0052][0053]
此百分比与金属部件接触面总面积的乘积即为部件的实际接触面积。
[0054]
利用matplotlib工具,以灰度图像的像素点为x、y轴,对应像素的色值为z轴,通过plot surface函数可绘制出直观可视的接触面3d受力效果图。
[0055]
实施例2
[0056]
参照图1,为本发明另一个实施例,该实施例不同于第一个实施例的是,提供了一种金属部件接触面积测量系统,为对本方法中采用的技术效果加以验证说明,本实施例采用传统技术方案与本发明方法进行对比测试,以科学论证的手段对比试验结果,以验证本方法所具有的真实效果。一种金属部件接触面积测量系统,其特征在于:包括采集单元100和分析单元200,采集单元100用于采集待检测的金属部件表面的彩色图像,并将彩色图像转化成灰度图像;分析单元200用于将灰度图像包含的像素信息转化成二维数组数据,计算金属部件接触面的面积,并根据二维数组数据生成金属部件接触面3d受力效果图
[0057]
采集单元100包括图像采集模块101、图像读取模块102和图像转化模块103,图像采集模块101包括相机101a、usb数据线101b和电脑101c,通过usb数据线101b把相机101a和电脑101c连接,实现相机101a的摄像参数调整、拍照控制、数据传输等功能,利用相机101a拍摄待检测的金属部件表面的彩色图像,并且把相机101a拍照后生成的彩色图像直接保存至电脑101c的指定目录中,提前在电脑101c中新建用于存储彩色图像的文件件。
[0058]
图像读取模块102把指定存储目录中的彩色图像,进行调取,并输入图像转化模块103,通过图像转化模块103把彩色图像转化为灰度图像;图像转化模块103把彩色图像中的每个像素点分解为rgb色彩空间的有r(红色)、g(绿色)、b(蓝色)通道的色值,每个像素点都会有一组相对应的三维数组。
[0059]
将rgb色彩空间的数组通过利用计算表公式转化为灰度图像,具体计算公式如下:
[0060]
gray=0.582
×
r+0.304
×
g+0.114
×b[0061]
其中,r、g、b分别代表红、绿、蓝的色值,gray表示转化后的灰度像素点
[0062]
分析单元200包括数组模块201、计算模块202和建模模块203,数组模块201将灰度图像转化成二维数组数据,然后将二维数组数据输入计算模块202,计算模块202用于计算金属部件接触面的面积,建模模块203利用matplotlib工具,以灰度图像的像素点为x、y轴,对应像素的色值为z轴,通过plot_surface函数可绘制出直观可视的接触面3d受力效果图。
[0063]
本实施例共进行两种实验,分别使用人工测量和本方法,每种实验进行20次,并统计平均测算时间和精度
[0064]
表1:面积测算效率对比表。
[0065][0066]
关于有效像素与无效像素的数据主要通过试验获得,试验钢材型号主要对q235-a、1cr18ni9ti、q345b、45#钢等金属材质、3个不同厂家的红丹粉、棚拍所用反光板进行色值测试。首先以反光板调整影棚参数,以二值转换后的色值均值在250以上且色值为255的像素点数量不超过50%,来校准相机与照明参数,最终在相机光圈为f8.0,焦距55mm,iso100的情况下满足上述条件,后续其他测试均使用该参数获得。其中金属材质涉及到表面氧化的问题,实验前需进行一定处理,对于金属材质的测试步骤如下:
[0067]
上述过程中,金属材质棚拍的环境与本发明中影棚的环境参数一致,二值转换公式也采用的本发明中的转换公式,金属材质色值范围主要是通过电脑中转化的二维矩阵生成,其色值符合正态分布规律。红丹色值测试较为简单,在反光板上均匀铺洒红丹粉值肉眼完全看不见反光板为止,红丹测试在色值统计时需删除色值大于200或小于100的像素点。
[0068]
表2:金属材质色值统计表。
[0069]
金属材质色值最大值色值平均值q235-a2352241cr18ni9ti225210q345-b23722545#钢135133红丹一170169红丹二165164红丹三177169反光板255252
[0070]
应当认识到,本发明的实施例可以由计算机硬件、硬件和软件的组合、或者通过存储在非暂时性计算机可读存储器中的计算机指令来实现或实施。所述方法可以使用标准编程技术-包括配置有计算机程序的非暂时性计算机可读存储介质在计算机程序中实现,其中如此配置的存储介质使得计算机以特定和预定义的方式操作——根据在具体实施例中描述的方法和附图。每个程序可以以高级过程或面向对象的编程语言来实现以与计算机系统通信。然而,若需要,该程序可以以汇编或机器语言实现。在任何情况下,该语言可以是编译或解释的语言。此外,为此目的该程序能够在编程的专用集成电路上运行。
[0071]
此外,可按任何合适的顺序来执行本文描述的过程的操作,除非本文另外指示或以其他方式明显地与上下文矛盾。本文描述的过程(或变型和/或其组合)可在配置有可执行指令的一个或多个计算机系统的控制下执行,并且可作为共同地在一个或多个处理器上执行的代码(例如,可执行指令、一个或多个计算机程序或一个或多个应用)、由硬件或其组合来实现。所述计算机程序包括可由一个或多个处理器执行的多个指令。
[0072]
进一步,所述方法可以在可操作地连接至合适的任何类型的计算平台中实现,包
括但不限于个人电脑101c、迷你计算机、主框架、工作站、网络或分布式计算环境、单独的或集成的计算机平台、或者与带电粒子工具或其它成像装置通信等等。本发明的各方面可以以存储在非暂时性存储介质或设备上的机器可读代码来实现,无论是可移动的还是集成至计算平台,如硬盘、光学读取和/或写入存储介质、ram、rom等,使得其可由可编程计算机读取,当存储介质或设备由计算机读取时可用于配置和操作计算机以执行在此所描述的过程。此外,机器可读代码,或其部分可以通过有线或无线网络传输。当此类媒体包括结合微处理器或其他数据处理器实现上文所述步骤的指令或程序时,本文所述的发明包括这些和其他不同类型的非暂时性计算机可读存储介质。当根据本发明所述的方法和技术编程时,本发明还包括计算机本身。计算机程序能够应用于输入数据以执行本文所述的功能,从而转换输入数据以生成存储至非易失性存储器的输出数据。输出信息还可以应用于一个或多个输出设备如显示器。在本发明优选的实施例中,转换的数据表示物理和有形的对象,包括显示器上产生的物理和有形对象的特定视觉描绘。
[0073]
如在本技术所使用的,术语“组件”、“模块”、“系统”等等旨在指代计算机相关实体,该计算机相关实体可以是硬件、固件、硬件和软件的结合、软件或者运行中的软件。例如,组件可以是,但不限于是:在处理器上运行的处理、处理器、对象、可执行文件、执行中的线程、程序和/或计算机。作为示例,在计算设备上运行的应用和该计算设备都可以是组件。一个或多个组件可以存在于执行中的过程和/或线程中,并且组件可以位于一个计算机中以及/或者分布在两个或更多个计算机之间。此外,这些组件能够从在其上具有各种数据结构的各种计算机可读介质中执行。这些组件可以通过诸如根据具有一个或多个数据分组例如,来自一个组件的数据,该组件与本地系统、分布式系统中的另一个组件进行交互和/或以信号的方式通过诸如互联网之类的网络与其它系统进行交互的信号,以本地和/或远程过程的方式进行通信。
[0074]
应说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1