一种物料跟踪系统
1.本实用新型属于物料跟踪技术领域,特别是涉及一种物料跟踪系统。
背景技术:
2.金属加工特别是铝加工产品在生产过程中由于工序多、物料状态发生变化、生产环境和存储方式不同,导致物料信息全程自动跟踪比较困难。
3.以铝板带加工为例,目前铝卷物料跟踪多采用平面库、立体库和标识卡跟踪相结合的方法,这种方法解决了大部分工序的铝卷跟踪的问题,但在多个铝卷同时热处理时,铝卷的物料标识卡不能适应高温、油污和腐蚀等环境,在热处理工序结束后,需要人工对标识卡进行跟踪识别,也就是说,依靠人工方式给多个铝卷核对判别再补上物料标识卡,有时会发生物料标识混乱和物料信息链断开的问题,这就会影响生产质量的追溯和生产进度的及时反馈;另一方面,对于批量生产的铝棒材、型材和管材,在热处理加工时,也会遇到同样的物料跟踪的问题。热处理工序的物料跟踪是目前铝加工实现全流程自动跟踪的共性问题,进一步影响了铝加工智能工厂的建设。
技术实现要素:
4.为解决上述问题,本实用新型提供了一种物料跟踪系统,能够实现批量物料在高温、油污和腐蚀环境下的物料信息链不断开,避免人工跟踪造成的物料信息混乱的问题,保证全流程物料信息的自动跟踪。
5.本实用新型提供的一种物料跟踪系统,包括设置在物料上的处理前物料标识、用于承载所述物料的具有承载标识的承载装置、标识识别装置和物料跟踪装置,其中,所述标识识别装置用于识别所述承载标识和对应的所述处理前物料标识,所述物料跟踪装置用于存储所述处理前物料标识和所述承载标识的对应关系,所述标识识别装置还用于识别处理物料后的所述承载装置的所述承载标识,所述物料跟踪装置还用于利用所述处理前物料标识和所述承载标识的对应关系,确定出与所述承载标识相对应的处理前物料标识,利用所述处理前物料标识生成处理后物料标识,并将所述处理后物料标识与处理后的物料再次绑定,实现对所述物料的跟踪。
6.优选的,在上述物料跟踪系统中,所述承载标识为条形码或二维码。
7.优选的,在上述物料跟踪系统中,所述承载装置为料架或车。
8.优选的,在上述物料跟踪系统中,所述承载标识为耐高温耐腐蚀金属片标识。
9.优选的,在上述物料跟踪系统中,所述标识识别装置为条形码扫描设备或二维码扫描设备。
10.优选的,在上述物料跟踪系统中,所述物料跟踪装置还具有无线通信部件,用于与pda系统、生产管理系统或智能仓库系统进行数据通信。
11.通过上述描述可知,本实用新型提供的上述物料跟踪系统,由于包括设置在物料上的处理前物料标识、用于承载所述物料的具有承载标识的承载装置、标识识别装置和物
料跟踪装置,其中,所述标识识别装置用于识别所述承载标识和对应的所述处理前物料标识,所述物料跟踪装置用于存储所述处理前物料标识和所述承载标识的对应关系,所述标识识别装置还用于识别处理物料后的所述承载装置的所述承载标识,所述物料跟踪装置还用于利用所述处理前物料标识和所述承载标识的对应关系,确定出与所述承载标识相对应的处理前物料标识,利用所述处理前物料标识生成处理后物料标识,并将所述处理后物料标识与处理后的物料再次绑定,实现对所述物料的跟踪,从而能够实现批量物料在高温、油污和腐蚀环境下的物料信息链不断开,避免人工跟踪造成的物料信息混乱的问题,保证全流程物料信息的自动跟踪。
附图说明
12.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
13.图1为物料放入承载装置之前的物料跟踪系统的示意图;
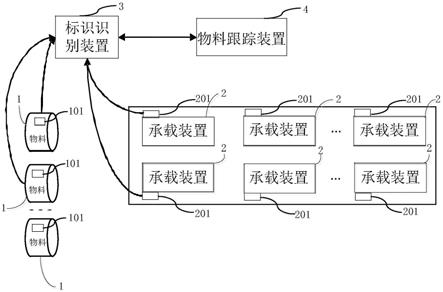
14.图2为物料放入承载装置之后的物料跟踪系统的示意图;
15.图3为物料标识和承载标识对应关系示意图;
16.图4为一个具体的热处理工序的物料跟踪流程的示意图。
具体实施方式
17.本实用新型的核心是提供一种物料跟踪系统,能够实现批量物料在高温、油污和腐蚀环境下的物料信息链不断开,避免人工跟踪造成的物料信息混乱的问题,保证全流程物料信息的自动跟踪。
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.本实用新型提供的一种物料跟踪系统的实施例可以参考图1,图1为物料放入承载装置之前的物料跟踪系统的示意图,该系统包括设置在物料1上的处理前物料标识101、用于承载物料1的具有承载标识201的承载装置2、标识识别装置3和物料跟踪装置4,其中,标识识别装置3用于识别承载标识201和对应的处理前物料标识101,物料跟踪装置4用于存储处理前物料标识101和承载标识201的对应关系,标识识别装置3还用于识别处理物料后的承载装置2的承载标识201,物料跟踪装置4还用于利用处理前物料标识101和承载标识201的对应关系,确定出与承载标识201相对应的处理前物料标识101,利用处理前物料标识101生成处理后物料标识,并将处理后物料标识与处理后的物料再次绑定,实现对物料的跟踪。
20.需要说明的是,在每次工艺过程开始之前,先将物料1分别放入承载装置2中,如图2所示,图2为物料放入承载装置之后的物料跟踪系统的示意图,这时就可以利用标识识别装置3来识别承载装置2上的承载标识201,然后识别该承载装置2中承载的物料1的物料标识101,将这两个标识对应起来存储在物料跟踪装置4中,方便后续使用,然后依次对其他承
载装置和里面的物料一一识别,从而得到所有的物料标识和承载标识之间的对应关系,这种对应关系可以参考图3,图3为物料标识和承载标识对应关系示意图。对物料进行处理后,取出放有处理后物料的承载装置,这里所说的处理可以是包括预热、退火在内的热处理工序,利用的是中温退火炉或罩式炉,但也不仅限于热处理工序,该物料可以是铝箔卷,但也不仅限于此,一般铝箔卷在热处理之后,其上面的物料标识可能会受热消失,导致追溯链条断开,而利用本实施例的系统,就能够避免此问题,在处理完毕后,取出装有物料的承载装置;然后,识别承载装置的承载标识,需要说明的是,承载装置本身是不会像铝箔卷那样受热熔化的,因此承载装置上面的承载标识就不会消失,因此就可以识别出这种承载标识;再利用处理前物料标识和承载标识的对应关系,确定出与承载标识相对应的处理前物料标识,利用处理前物料标识生成处理后物料标识;最后,将处理后物料标识与处理后的物料再次绑定,实现对物料的跟踪。具体的,可以将得到的新的处理后物料标识粘贴在处理后的物料上,这样物料能够追溯。
21.综上所述,利用上述物料跟踪系统,能够实现批量物料在高温、油污和腐蚀环境下的物料信息链不断开,避免人工跟踪造成的物料信息混乱的问题,保证全流程物料信息的自动跟踪。
22.在上述物料跟踪系统的一个具体实施例中,承载标识可以为条形码或二维码,承载装置可以优选为料架或车,承载标识可以优选为耐高温耐腐蚀金属片标识,这可以根据实际环境需要来选择,例如在高温环境下就要选择耐高温的标识,而在腐蚀环境下就要选择耐腐蚀的标识,标识的数量要与承载装置的数量相对应,保证每一个承载装置上的物料都可以追溯,在这种情况下,利用料架或agv小车承载物料,而料架或agv小车上面固定有条形码或者二维码,可以循环使用,不会因受热受腐蚀而损坏,当然还可以根据实际需要选择其他类型的码,例如rfid等等,此处并不限制。另外,上述处理前物料标识和处理后物料标识可以采用纸质的条码或二维码,或者采用rfid电子芯片,可粘贴在物料表面上或者制成标牌悬挂到物料上。
23.而且,标识识别装置可以优选为条形码扫描设备或二维码扫描设备,另外,物料跟踪装置还可以优选的具有无线通信部件,用于与pda系统、生产管理系统或智能仓库系统进行数据通信,该物料跟踪装置中可建立数据库表,用于存储物料信息,并且进行物料标识与承载标识的关联绑定,以便进行索引查询与记录,并且在物料处理完毕并且生成处理后物料标识以后将二者解绑,承载标识就可以进行下一批物料的物料标识的关联。还需要说明的是,在这种情况下,物料跟踪装置可以和标识识别装置一体式设置,这样更加便于标识识别和跟踪,当然还可以根据实际需要选择分体式,将物料跟踪装置设置在计算机里面,此处并不限制。
24.下面以一个具体的例子对上述实施例进行说明:
25.参考图4,图4为一个具体的热处理工序的物料跟踪流程的示意图,这里是以铝板带加工行业为例,其包括了载体标识501、电子识别设备502、物料跟踪系统503和物料标识504。这里所需跟踪的物料为铝箔卷材,其物料标识一般采用纸质材质的条码或二维码粘贴在物料的表面,或者采用rfid电子芯片,制成标牌加磁铁悬挂在铝箔卷的钢质套筒上,有时为了便于人工辅助查找料卷,物料标识的信息一般除上述的条码、二维码或rfid,还需附上常用信息如合金号、卷号、厚度和宽度,在卡片中显示出来,如图3所示的物料标识信息。载
体一般有料架或铝卷底垫盘,可放置多个铝卷,并可随料卷进入热处理炉,一直到热处理结束后随料卷出炉,在此载体上安装多个标识,如标有条形码的耐高温金属片,固定在载体上,可反复使用,标识的数量根据载体上可放置的铝箔卷而决定,载体标识信息也可以如图3中所示。用于识别物料标识和载体标识的电子识别设备一般采用无线pda设备,pda设备通过扫描上述标识可识别出相应信息,并通过无线方式传送给物料跟踪系统,物料跟踪系统作为生产管理系统如mes的一个功能模块,存储了待生产和已生产的铝箔卷的生产物料信息,同时mes系统具有无线通讯功能,与pda连接。铝板带的热处理工序一般有预热和退火,本例子中涉及到退火,一般可以采用中退炉或罩式炉等设备。本例中的铝箔卷在清洗工序结束后进入退火工序生产,通过上述各个装置完成物料信息的跟踪,首先在待料区每个铝箔卷都带有物料标识信息如二维码,天车或agv小车将多个铝箔卷运送到料架上的工位上,之后通过电子识别设备如无线pda先扫描料架上每个工位铝箔卷的二维码,再对应扫描此工位的载体标识如条形码,确定后将2个标识信息通过无线发送给mes系统的物料跟踪系统,此物料跟踪系统进行物料信息的关联绑定,如图3所示的物料信息表,这样就建立上述2个标识的关联关系,之后,料架载有铝箔卷在退火炉内进行加热退火,铝箔卷的物料标识受热消失,待退火结束后,铝箔卷冷却至室温,如图2所示,通过电子识别设备如无线pda扫描料架上每个工位的载体标识如条形码,确定后将此标识信息通过无线发送给mes系统的物料跟踪系统,此系统自动查询出该载体标识所绑定的物料信息,根据需要生成该铝箔卷新的物料标识如二维码或rfid,供后续生产工序物料跟踪使用,在完成批量的物料信息跟踪后,物料跟踪系统进行载体标识信息的解绑,该载体标识可重新关联其它批次的铝箔卷,反复使用。
26.综上所述,上述实施例解决了金属加工行业批量物料在热处理工序由于高温造成物料标识难于保存而造成的跟踪信息中断,信息落地,而人工干预有时造成物料信息混乱的问题,保证全流程物料信息的自动跟踪。
27.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1