一种DWG格式工艺流程图在SPPID中自动绘图的方法与流程
一种dwg格式工艺流程图在sppid中自动绘图的方法
技术领域
1.本发明涉及sppid绘图领域,具体地,涉及一种将dwg格式工艺流程图在sppid中自动绘图的方法及系统。
背景技术:
2.伴随着工业4.0概念的提出以及国家数字经济政策的出台,化工、船舶、电力等行业进行数字化交付建设智能工厂的意愿愈加强烈,要求工程公司进行数字化交付的工程项目也急剧增加。然而,作为数字化交付和集成设计的重要软件之一智能工艺流程图绘制软件smartplant p&id(以下简称sppid)的推广应用存在较多阻力,突出的问题是从传统dwg格式工艺流程图到sppid的设计方式变革升级过程中,需要设计人员在sppid软件中将dwg格式图纸进行翻图,造成人力财力的大量浪费,影响项目进度,同时绘图质量受人为经验因素影响较大,严重影响了数字化交付项目的进行。
技术实现要素:
3.本发明的目的是提供一种dwg格式工艺流程图在sppid中自动绘图的方法。本发明操作简单,提高了绘图效率和制图准确性。
4.本发明的技术方案是,一种dwg格式工艺流程图在sppid中自动绘图的方法,包括以下步骤:
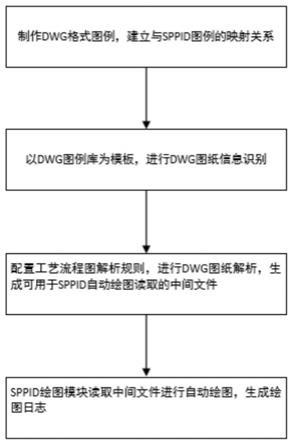
5.s1:制作dwg格式管件、仪表、设备管口、图纸连接符、标签等工艺流程图中常见图例,同时建立dwg图例与sppid图例的映射关系,以dwg图形特征作为识别条件,按照图形特征从复杂到简单的顺序进行识别;制作管线、仪表连接线、毛细管、电信号线、气动信号线、通信信号线等工艺流程图中常见线型,建立dwg格式线型和sppid线型的映射关系,以线型类型、图层、颜色、线宽作为识别条件。
6.s2:以dwg图例库为模板,进行dwg图纸信息识别,识别信息包括图例类型、图例旋转角度;手动选定dwg图纸设备图形,建立与sppid图例的映射关系;以dwg线型特征为过滤条件,识别管线、仪表连接线、毛细管、电信号线、气动信号线、通信信号线等线型;
7.s3:配置工艺流程图解析规则,解析dwg图纸信息,生成可用于sppid自动绘图读取的中间文件;
8.s3.1配置设备、管道、仪表、管件等工厂对象的位号正则表达式,用于识别dwg图纸中的文本,同时可以拆分为多组字段从而与sppid中的属性进行匹配。
9.s3.2线段信息整合
10.dwg图纸中的线段因在线元件的存在或绘图习惯而分段绘制,而sppid中的线段是以多个分段线段作为同一个对象而存在的,因此需要根据sppid的线段存在方式对dwg图纸中的线段进行整合。
11.s3.2.1:管线整合
12.s3.2.1.1:根据线段的水平竖直方向进行分组,先进行重叠线段的去重以及折点
的合并;
13.s3.2.1.2:连接同一个在线元件的线段进行合并,而在线元件对象为异径管、安全阀、等级分界等工程设计中天然分段的管线不进行合并;
14.s3.2.1.3:端点无连接其他元件时线段合并,而两根线段合并后穿过设备图形外轮廓线的矩形区域时,不进行合并;
15.s3.2.1.4:将已经处理好的横竖线段生成管道数据,主次工艺管道通过线段宽度区分,工艺管道和公用工程管道通过介质代号区分,与距离最近的管道标签进行绑定;
16.s3.2.1.5:以上逻辑未覆盖的管道与相连的已确定线型的管道类型一致;
17.s3.2.1.6:其他管道类型默认取次管线;
18.s3.2.2:仪表连接线、毛细管整合
19.s3.2.2.1:根据线段的水平竖直方向进行分组,先进行重叠线段的去重以及折点的合并;
20.s3.2.2.2:连接同一个在线元件的线段进行合并;
21.s3.2.2.3:端点连接了管道或者仪表的线段不进行合并;
22.s3.2.3:电信信号线、气动信号线、通信信号线整合
23.s3.2.3.1:根据线段的水平竖直方向进行分组,先进行重叠线段的去重以及折点的合并;
24.s3.2.3.2:端点连接仪表时,不进行线段合并;
25.s3.3:管线流向
26.s3.3.1:管道流向默认取流向符方向;
27.s3.3.2:管道若与单向图纸连接符连接,取图纸连接符方向且图纸连接符的判断优先级高于流向符的优先级;
28.s3.3.3:管道流向若无以上两项判断,取dwg图纸中管道的绘制顺序;
29.s3.4:工厂对象类型替换
30.s3.4.1:在线阀门首先识别为管道阀门,若管道阀门连接执行机构时,置换为相应仪表阀门;
31.s3.4.2:仪表图例首先识别为一次表,若仪表图形区域范围内仪表位号后缀为v、fe、ro等,将其置换为仪表标注;
32.s3.4.3:图纸连接符首先识别为仪表图纸连接符,若其连接管道时,置换为相应管道图纸连接符;
33.s3.5:建立工厂对象关联关系
34.s3.5.1:建立设备管口与设备的归属关系;
35.s3.5.2:建立设备管口与直连管线的关联关系;
36.s3.5.3:建立设备管口与直连仪表连接线的关联关系;
37.s3.5.4:建立在线元件与管线的关联关系;
38.s3.5.5:建立端部元件与管线的关联关系;
39.s3.5.6:建立在线元件与仪表连接线的关联关系;
40.s3.5.7:建立端部仪表与仪表连接线的关联关系;
41.s3.5.8:建立支管与主管道的关联关系;
42.s3.5.9:建立图纸连接符与管道或仪表的关联关系;
43.s3.5.10:建立多管件直连的关联关系;
44.s3.6:形成可用于sppid自动绘图读取的中间文件。
45.s4:读取解析出来的中间文件中的图号信息自动打开sppid的绘图界面进行绘图;
46.s4.1.1:以图框原点为基准放置设备图例,按照图形尺寸调整设备图形大小,分段录入设备位号信息;
47.s4.1.2:放置设备管口,建立与归属设备的关联信息,分段录入设备管口位号信息;
48.s4.1.3:放置图纸连接符,录入fromto信息,若管道图纸连接符与sppid数据库中其他图纸的图纸连接符相连管道的管号相同时,建立关联关系,若仪表图纸连接符相连信号线直连的仪表位号与其他图纸仪表图纸连接符的fromto位号信息匹配时,进行图纸连接符配对,以便图纸跳转;
49.s4.1.4:依次放置管线,分段录入管线位号信息,建立相连管线连接关系;
50.s4.1.5:依次放置在线元件,分段录入在线元件位号信息,建立与管线的连接关系;
51.s4.1.6:依次放置离线一次表,分段录入离线一次表位号信息;
52.s4.1.7:放置仪表连接线,毛细管,连接工艺管道与离线一次表;
53.s4.1.8:放置仪表连接线上的在线元件,建立与所在仪表连接线的连接关系;
54.s4.1.9:放置信号线,连接仪表或执行机构;
55.s4.1.10:放置工厂对象标注、图纸标注;
56.s4.1.11:生成绘制日志,在dwg图纸中进行可视化展示,以便用户快速校核修改。
57.本发明具有如下的有益效果:
58.1、本发明操作简单,仅需制作dwg图例,建立与sppid图例库的映射关系,在完成配置文件的基础上,点击程序界面相应按钮,就能完成dwg图纸在sppid中的自动绘制,提高了绘图效率和制图准确性;
59.2、本发明能够批量识别工艺流程图信息,一次完成多张图纸的自动绘制,节省重复操作时间;
60.3、本发明中dwg图纸解析通过分成固定信息和可变信息,可变信息通过读取配置文件,在原理图统一的同时又不失绘图灵活性;
61.4、本发明通过映射dwg图例库与sppid图例库,能够通过调整映射数据库扩展程序通用性,可扩展性良好。
附图说明
62.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
63.图1为一种dwg格式图纸在sppid中自动绘图方法的流程图;
64.图2为dwg格式图纸在sppid中自动绘图方法程序文件界面;
65.图3为dwg图例与sppid图例映射示意图;
66.图4为dwg图例库排序示意图;
67.图5为工艺流程图常见线型及识别条件示意图。
具体实施方式
68.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
69.实施例1。
70.根据本发明提供的一种dwg格式图纸在sppid中自动绘图方法,包括:
71.s1:制作dwg格式图例,以dwg图形特征作为识别条件,按照图形特征从复杂到简单的顺序进行识别,同时建立与sppid图例的映射关系。
72.s1.1:制作dwg管件图例模板,建立dwg管件图例模板和sppid图例的映射关系,映射关系包括图例类型、图例角度;
73.s1.2:制作dwg仪表图例模板,建立dwg仪表图例模板和sppid图例的映射关系,映射关系包括图例类型、图例角度;
74.s1.3:制作dwg设备管口图例模板,建立dwg设备管口图例模板和sppid图例的映射关系,映射关系包括图例类型、图例角度;
75.s1.4:制作dwg图纸连接符图例模板,建立dwg图纸连接符和sppid图例的映射关系,映射关系包括图例类型、图例角度,仪表图纸连接符和管道图纸连接符外形相同时,优先配置为仪表图纸连接符;
76.s1.5:建立dwg标签图例模板,建立dwg标签图例和sppid图例的映射关系,映射关系包括图例类型;
77.s1.6:建立dwg标注与sppid标注的映射关系;
78.s1.7:将以上dwg图例库按照从复杂到简单的图形特征进行排序,该排序作为下一步图纸信息识别的顺序;
79.s1.8:建立dwg管线、仪表连接线、毛细管、电信信号线、气动信号线、通信信号线图例模板,以线型类型、图层、颜色、线宽等作为识别条件,建立dwg线型和sppid线型的映射关系。
80.s2:以dwg图例库为模板,进行dwg图纸信息识别。
81.s2.1:自动识别dwg图纸图号,以便sppid绘图时读取;
82.s2.2:自动识别dwg图纸管件、仪表、设备管口、图纸连接符、标签、标注等信息;
83.s2.3:手动识别dwg设备,建立dwg设备与sppid设备图例的映射信息,包括图例类型、图形尺寸;
84.s2.4:自动识别dwg图纸管线、仪表连接线、毛细管、信号线信息;
85.s3:配置工艺图纸解析规则,解析dwg图纸信息,生成可用于sppid自动绘图读取的中间文件。
86.s3.1配置设备、管道、仪表、管件等工厂对象的位号正则表达式,用于识别dwg图纸中的文本,同时可以拆分为多组字段,从而与sppid中的属性进行匹配;
87.s3.2:线段信息整合。
88.s3.2.1:根据sppid管线存在方式进行管线线段整合;
89.s3.2.2:根据sppid仪表连接线、毛细管存在方式进行线段整合;
90.s3.2.3:根据sppid仪表信号线存在方式进行信号线线段整合;
91.s3.3:根据管线相连图纸连接符流向和管线流向符流向重置管道流向;
92.s3.4:根据工艺图纸解析规则进行工厂对象类型替换;
93.s3.5:建立管件、仪表、管道、仪表线、设备、设备管口、图纸连接符等工厂对象的关联关系;
94.s3.6:形成可用于sppid自动绘图读取的中间文件。
95.s4:sppid自动绘图模块读取解析出来的中间文件中的图号信息,自动打开sppid绘图界面,依次放置设备、设备管口、图纸连接符(同时建立配对图纸连接符的跳转关系)、管线、在线元件、离线一次表、仪表连接线、仪表信号线,放置工厂对象的同时分段录入位号信息,放置工厂对象标注、图纸标注,生成绘制日志。
96.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本技术的实施例和实施例中的特征可以任意相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1