一种选择性辅助加工视觉系统的时空标定方法
1.本发明属于精密加工技术领域,更具体地,涉及一种选择性辅助加工视觉系统的时空标定方法。
背景技术:
2.目前复合材料研究已经成为衡量一个国家科学技术的重要标志之一。进入21世纪以来,复合材料已被广泛应用于航天、交通、建筑、汽车等领域。硅铝合金等一些金属基复合材料有着质量轻、导热性能良好的特点,同时具有高硬度、高强度和耐腐蚀的性能,满足尖端技术使用需求。但这类材料硬度高和均匀性差,导致在使用传统切削加工时,材料表面质量差、极易造成刀具磨损,但选择性辅助加工能很好解决复合材料难加工问题。
3.选择性辅助加工技术是一种新型复合材料加工技术,主要原理是在加工复合材料不同组分时,通过视觉系统采集和处理材料信息,以实时针对性开关激光器,对复合材料硬质部分进行软化。例如,专利文件202111205022.8公开了一种基于复合材料微米级高速识别的加工装置,该加工装置包括通过视觉系统采集和处理材料信息并开关激光器的实施方式。
4.视觉系统包括高速相机和接收高速相机所采集的材料信息并进行材料信息处理且向激光器发出控制信号的数据处理单元,视觉系统标定是进行选择性辅助加工前必要的步骤,在使用不同材料、不同刀具后,先需对加工工具进行标定;加工工具包括刀具和激光器,标定后刀具和激光器作用位置一致。加工工具标定后,还需对视觉系统进行重新标定。视觉系统标定包含空间标定和时间标定,目的是通过空间标定和时间标定用以弥补视觉系统的识别位置与选择性辅助加工的加工工具作用位置之间偏差,实现使加工工具作用位置与视觉系统识别位置相一致;其中,视觉系统的时间偏差包括高速相机采集材料数据的时间、高速相机向数据处理单元传递数据时间、数据处理单元处理数据时间、数据处理单元向激光器传递信号时间。基于测度论,在测度空间里时间和距离都是可测量的,所以其中延迟时间是能够被测量的。
5.由于加工过程中工件转速较高,复合材料表面需进行高频数据采集,同时复合材料晶胞大小在微米级,视觉系统识别和选择性加工需要做到实时同步,即空间和时间尺度量级十分小。因此在本领域需要开发出一种时空标定方法,来满足高精度、高效率的空间标定和时间标定需求。
技术实现要素:
6.针对现有技术的上述需求,本发明的目的在于提供一种选择性辅助加工视觉系统的时空标定方法,以满足高精度、高效率的空间标定和时间标定需求。
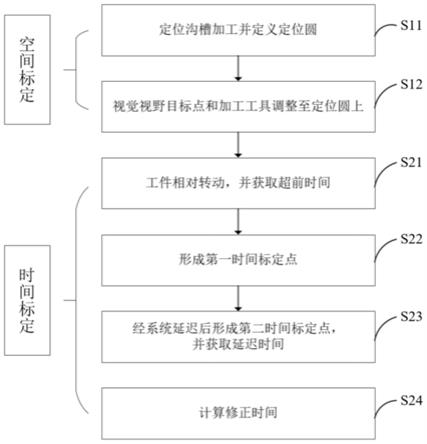
7.为实现上述目的,本发明提出了一种选择性辅助加工视觉系统的时空标定方法,包括空间标定和时间标定;
8.所述空间标定包括以下步骤:
9.s11:沿标定工件径向加工定位沟槽,定义所述定位沟槽远离标定工件圆心的端点为定位沟槽外端点,定义与标定工件同圆心并经所述定位沟槽外端点的圆为定位圆;
10.s12:视觉系统的视野目标点和选择性辅助加工的加工工具调整至均位于所述定位圆上,完成空间标定;
11.完成空间标定后,以视野目标点和加工工具的相对位置固定为前提实施时间标定,所述时间标定包括以下步骤:
12.s21:标定工件相对所述视野目标点以设定转速转动,相对转动方向为由所述加工工具朝向所述视野目标点的短圆弧方向;获取所述视野目标点和加工工具之间距离在所述设定转速下对应的时间,定义为超前时间;
13.s22:在标定工件上形成第一时间标定点;
14.s23:获取视觉系统从识别所述第一时间标定点到经系统延迟后在所述标定工件上形成第二时间标定点所需时间,定义为延迟时间;
15.s24:由所述超前时间和所述延迟时间计算修正时间,完成时间标定。
16.以上构思中,视野目标点即为视觉系统识别位置,各标定点位置即为加工工具在标定工件的作用位置;空间标定的目的在于使视野目标点和加工工具位于同一个与标定工件同心的圆上,完成空间标定后,视野目标点和加工工具的相对位置固定;时间标定的目的在于补偿视觉系统的延迟时间,以及由视野目标点和加工工具在圆上的相对位置引起的超前时间;
17.通过以上构思,在空间标定中,以定位圆为参照,使视觉系统的视野目标点和选择性辅助加工的加工工具调整至均位于所述定位圆上,实现空间标定;在时间标定中,超前时间对应空间标定完成后视野目标点和加工工具在圆上相对位置引起的时间差;延迟时间对应视野目标点处显示所述第一时间标定点并经系统延迟后在所述标定工件上形成第二时间标定点所需时间,即系统自身产生的延迟;通过补偿超前时间和延迟时间,实现时空标定后加工工具在标定工件的作用位置与视觉系统识别位置相一致;该方法精度高、效率高、且实施简单。
18.优选的,步骤s12中调整所述视野目标点和加工工具的步骤为:
19.s121:所述视野目标点调整至所述定位沟槽外端点处;
20.s122:在标定工件上形成空间标定点;
21.s123:在所述定位圆上选取一点为定位点,获取所述空间标定点和与所述定位点的距离,定义为空间补偿距离;
22.s124:依据所述空间补偿距离调节所述视野目标点和加工工具的相对位置,使视野目标点位于所述定位沟槽外端点处,所述加工工具位于所述定位点处;
23.通过以上构思,以位于定位圆上的定位沟槽外端点和定位点作为参照点,通过使视野目标点与定位沟槽外端点位置一致,从而使视野的目标点位于定位圆上;同时通过空间标定点和定位点的距离得到空间标定点移动至定位圆所需的空间补偿距离,通过空间补偿距离调节视野目标点和空间标定点的相对位置,即可使视野目标点和空间标定点同位于定位圆上;该方法基准明确,进一步提高了精度和效率。
24.优选的,所述定位点为所述定位沟槽的经所述空间标定点的平行线与所述定位圆的交点,步骤s123中获取所述空间补偿距离的方法为:测量所述空间标定点与所述定位沟
槽外端点沿平行和垂直于所述定位沟槽方向的距离,并计算所述空间补偿距离;通过该方案使得空间补偿距离能够通过简单计算得出,进一步提高了空间标定的精度和效率。
25.优选的,计算所述空间补偿距离的公式为:
[0026][0027]
其中,其中l
补
为所述空间补偿距离,l
横
和l
纵
分别为所述空间标定点与所述定位沟槽外端点沿平行和垂直于所述定位沟槽方向的距离,r为所述定位圆半径;该方案通过补偿空间标定点沿平行于定位沟槽方向到达定位圆上的定位点所需的距离,实现空间标定;
[0028]
步骤s21中所述超前时间由计算获取,计算公式为:
[0029][0030]
其中,t2为所述超前时间,ω为所述设定转速;该方案在利用空间标定补偿空间标定点沿平行于定位沟槽方向到达定位圆上的定位点所需的距离后,再利用超前时间补偿视野目标点和定位点在定位圆上的距离。
[0031]
优选的,步骤s23中获取所述延迟时间的步骤为:
[0032]
s231:获取所述第二时间标定点和所述第一时间标定点之间的直线距离,定义为相对距离,并计算所述相对距离在所述设定转速下对应的时间,定义为相对时间;相对时间的计算公式为:
[0033][0034]
其中,t1为相对时间,s为所述相对距离;
[0035]
s232:计算所述相对时间和所述超前时间的差值,获得延迟时间,计算公式为:
[0036]
t3=t
1-t2[0037]
其中,t3为延迟时间;
[0038]
在该方案中,第二时间标定点形成时的位置即为当时加工工具的位置,因此第二时间标定点与视野目标点之间距离在设定转速下对应的时间即等同于超前时间;依据超前时间和两烧蚀点之间距离对应的相对时间,即可计算出代表系统延迟的延迟时间;因此,通过双烧蚀点方法,解决了延迟时间中部分时间难以计算的问题。
[0039]
优选的,步骤s23中计算所述修正时间的公式为:
[0040]
t
修
=t
2-t3[0041]
其中,t
修
为修正时间;该方案在利用空间标定补偿空间标定点沿平行于定位沟槽方向到达定位圆上的定位点所需的距离后,再利用超前时间补偿视野目标点和定位点在定位圆上的距离,并利用延迟时间补偿视觉系统自身的时间延迟,从而实现时空标定后加工工具在标定工件的作用位置与视觉系统识别位置相一致。
[0042]
优选的,所述视觉系统的视野目标点位于视野中心处,便于定位和观察。
[0043]
优选的,所述定位沟槽外端点位于所述标定工件边缘处;该方案下定位圆半径为标定工件半径,同时定位圆为标定工件最大同心圆,因此该方案下相对距离为在同样系统
延迟下最大值,提高了相对距离测量的精确度,进而提高延迟时间的精度。
[0044]
优选的,步骤s21中所述设定转速为10rpm-500rpm;转速过高,可能导致第二时间标定点和第一时间标定点重合而无法测量,转速过低,可能导致第二时间标定点和第一时间标定点距离过近,影响测量精度,因此设定标定工件低转速转动,并依据实际情况选取合适的转速,能够提高时间标定的准确度。
[0045]
优选的,选取若干个影响延迟时间的系统参数并形成系统参数组,对各所述系统参数组分别执行步骤s21-s23,得到各系统参数组对应的特征延迟时间,以所述系统参数和特征延迟时间作为样本,进行神经网络训练,获取所述延迟时间的模型,进一步得到所需标定参数组对应的延迟时间;选取该种方案,能够通过已有的系统参数预测未使用过的系统参数对应的延迟时间,避免了需要对新的系统参数值重新执行时间标定,提高了延迟时间的获取效率。
[0046]
优选的,所述标定参数包括标定工件转速、加工工具功率、视觉系统工作时间。
[0047]
优选的,所述神经网络训练为单层神经网络或多层神经网络。
[0048]
总体而言,通过本发明所构思的以上技术方案主要具备以下的技术优点:
[0049]
1.通过空间标定和时间标定,解决了选择性辅助加工再装夹刀具、工件或移动视觉系统视野后系统发生空间和时间偏移的问题,使加工过程中加工工具在标定工件的作用位置与视觉系统识别位置相一致,有效减小了选择性辅助加工的误差;其中,以定位圆为参照,使视觉系统的视野目标点和选择性辅助加工的加工工具调整至均位于所述定位圆上,实现空间标定;通过空间标定完成后视野目标点和加工工具之间距离计算超前时间,通过双烧蚀点方法获取延迟时间,对超前时间和延迟时间进行补偿,得到修正时间,完成时间标定;该方法精度高、效率高、且实施简单。
[0050]
2.以位于定位圆上的定位沟槽外端点和定位点作为参照点,基准明确,进一步提高了精度和效率。
[0051]
3.通过选取定位沟槽的经空间标定点的平行线与定位圆的交点作为定位点,使得空间补偿距离和超前时间能够通过计算得出,进一步提高了空间标定和时间标定的精度和效率;通过双烧蚀点之间的距离计算延迟时间,解决了延迟时间中部分时间难以计算的问题,保证了时间标定的精度。
[0052]
4.通过使定位沟槽外端点位于所述标定工件边缘处,使相对距离为在同样系统延迟下最大值,更进一步提高了相对距离测量的精确度,进而提高延迟时间计算的精度。
[0053]
5.通过系统参数和特征延迟时间训练神经网络,能够通过系统参数直接输出延迟时间,解决了每次加工前均需要重新时间标定的问题,并提高了延迟时间的获取效率。
附图说明
[0054]
图1是本发明实施例的流程图;
[0055]
图2是本发明实施例空间标定的示意图;
[0056]
图3是本发明实施例横向距离和纵向距离的示意图;
[0057]
图4是本发明实施例时间标定中第二时间标定点形成时的示意图;
[0058]
图5是本发明实施例的延迟时间神经网络结构图。
[0059]
在所有附图中,相同的附图标记用来表示相同的元件或结构,其中:
[0060]
1-标定工件,2-视野,3-加工工具,101-定位沟槽,102-定位圆,103-定位点,104-空间补偿距离,105-横向距离,106-纵向距离,107-相对距离,201-视野目标点,301-空间标定点,302-第一时间标定点,303-第二时间标定点。
具体实施方式
[0061]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
[0062]
如图1所示,本发明实施例提供的选择性辅助加工视觉系统的时空标定方法包括空间标定和时间标定;
[0063]
空间标定包括以下步骤:
[0064]
s11:沿标定工件1径向加工定位沟槽101,定义定位沟槽101远离标定工件1圆心的端点为定位沟槽外端点,定义与标定工件1同圆心并经过定位沟槽外端点的圆为定位圆102;
[0065]
具体的,定位沟槽101由加工工具3加工形成,深度为1mm;如图2中所示,在本实施例中,定位沟槽101由标定工件1圆心延伸至标定工件1边缘,定位沟槽外端点位于标定工件1边缘处,定位圆102为标定工件1外沿所形成的圆;在一些实施例中,定位沟槽外端点可以不在标定工件1边缘处;在步骤s11之前,可以对视觉系统的视野2进行手动粗调,使其大致位于定位圆102轨迹上,再控制加工工具3在标定工件1表面加工定位沟槽101。
[0066]
s12:视觉系统的视野目标点201和选择性辅助加工的加工工具3调整至均位于定位圆102上,完成空间标定;
[0067]
具体的,调整视野目标点201和加工工具3至均位于定位圆102上的步骤为:
[0068]
s121:视野目标点201调整至定位沟槽外端点处;
[0069]
在本实施例中,标定工件1静止,视野2移动至使视野目标点201处显示定位沟槽外端点;如图2中所示,在本实施例中,视野目标点201位于视野2中心处;在一些实施例中,视野目标点201可以不在视野2中心处,而是依据实际情况定义,便于取相即可;
[0070]
s122:在标定工件1上形成空间标定点301;
[0071]
具体的,加工工具3包括刀具和激光器,激光器烧蚀标定工件1得到空间标定点301;由于在进行视觉系统的时空标定前,已对加工工具3进行标定,使刀具和激光器的作用位置一致,因此,空间标定点301的位置,即为此时加工工具3的位置;
[0072]
s123:在定位圆102上选取一点为定位点103,获取空间标定点301和与定位点103的距离,定义为空间补偿距离104;
[0073]
具体的,如图2和图3中所示,在本实施例中,定位点103为定位沟槽101的经空间标定点301的平行线与定位圆102的交点;获取空间补偿距离104的方法为:如图3中所示,测量空间标定点301与定位沟槽外端点沿平行和垂直于定位沟槽101方向的距离,分别定义为横向距离105和纵向距离106,并依据横向距离105和纵向距离106计算空间补偿距离104;
[0074]
在本方案中,空间标定的目的在于使视觉系统的视野目标点201和加工工具3位于同一个圆上,视野目标点201和加工工具3在圆上的位置差由时间标定进行补偿;因此,进行
空间补偿的方式有多种;在本实施例中,选取对横向距离105进行空间补偿的方式;在一些实施例中,还可以采取对纵向距离进行空间补偿的方式,即,定位点为定位沟槽101的经空间标定点301的垂线与定位圆102的交点,同样可以计算空间补偿距离;在另一些实施例中,可以在定位圆102上任取一点作为定位点,空间补偿距离可以通过测量获取;
[0075]
图3中示出了本实施例的空间标定点301与定位沟槽外端点之间的横向距离105和纵向距离106,并示出了空间补偿距离104;在本实施例中,计算空间补偿距离104的公式为:
[0076][0077]
其中,其中l
补
为空间补偿距离104,l
横
为横向距离105,l
纵
为纵向距离106,r为定位圆102半径,在本实施例中,定位圆102半径即标定工件1半径;
[0078]
s124:依据空间补偿距离104调节视野目标点201和加工工具3的相对位置,使视野目标点201位于定位沟槽外端点处,加工工具3位于定位点103处;
[0079]
具体的,如图2中所示,加工工具3静止,视野2依据空间补偿距离104移动,使视野目标点201和加工工具3位于一与定位圆102平行的圆上,图2中虚线示出了视野2和视野目标点201在移动后的位置,以及示出了该与定位圆102平行的圆的部分圆弧;完成上述步骤后,再将视野2和加工工具3的相对位置固定,并同步移动至使视野目标点201位于定位沟槽外端点处,此时加工工具3位于定位点103处。
[0080]
完成空间标定后,以视野目标点201和加工工具3相对位置固定为前提实施时间标定,时间标定包括以下步骤:
[0081]
s21:标定工件1相对视野目标点201以设定转速转动,相对转动方向为由加工工具3朝向视野目标点201的短圆弧方向;获取视野目标点201和加工工具3之间距离在设定转速下对应的时间,定义为超前时间;
[0082]
具体的,本实施例中,标定工件1转动,视野2和加工工具3静止,标定工件1的设定转速为10rpm-500rpm,在本实施例中选取10rpm;
[0083]
超前时间由视野目标点201和加工工具3在定位圆102上的位移差所引起,因此通过计算超前时间,能够弥补视野目标点201和加工工具3在定位圆102上的位移差;
[0084]
由于在空间标定过程中,选取对横向距离105进行空间补偿的方式,使视野目标点201和加工工具3位于定位圆102上,且视野目标点201位于定位沟槽外端点处,加工工具3位于定位点103处;在图4中,第二时间标定点303形成时的位置即为当时加工工具3的位置,因此图4中视野目标点201和第二时间标定点303的相对位置,即为图3中视野目标点201和定位点103的相对位置;结合图4和图3,能够推导出计算超前时间的公式为:
[0085][0086]
其中,t2为超前时间,ω为设定转速。
[0087]
s22:在标定工件1上形成第一时间标定点302;在本实施例中,第一时间标定点302位于标定工件1边缘,也即位于定位圆102上。
[0088]
s23:获取视觉系统从识别第一时间标定点302到经系统延迟后在标定工件1上形成第二时间标定点303所需时间,定义为延迟时间;在本实施例中,视觉系统包括高速相机
和数据处理单元;进一步的,数据处理单元为plc;在步骤s22中,高速相机对转动的标定工件1表面拍照取相;高速相机的取相频率为500fps-1500fps,本实施例中选取1500fps,高速相机进行高频取相,以提高时间标定的精确度;高速相机识别到第一时间标定点302位于高速相机的视野目标点201处时,向plc传递信号;plc处理所接收的信号,并向激光器发送控制信号,激光器接收控制信号并在标定工件1上烧蚀形成第二时间标定点303;因此,延迟时间包括视觉系统采集材料数据的时间、传递数据时间、处理数据时间以及向激光器传递信号时间;获取延迟时间的具体步骤为:
[0089]
s231:获取第二时间标定点303和第一时间标定点302之间的直线距离,定义为相对距离107,并计算相对距离107在设定转速下对应的时间,定义为相对时间;如图4中所示,相对时间对应第二时间标定点303和第一时间标定点302在定位圆102上的位移差在设定转速下对应的时间,相对时间的计算公式为:
[0090][0091]
其中,t1为相对时间,s为相对距离107;
[0092]
s232:如图4中所示,第二时间标定点303形成时,第二时间标定点303的位置即为加工工具3的位置,因此第二时间标定点303与视野目标点201在定位圆102上的位移差在设定转速下对应的时间即等同于超前时间;第一时间标定点302与视野目标点201在定位圆102上的位移差在设定转速下对应的时间即等同于延迟时间;由图4可知,计算相对时间和超前时间的差值,即获得延迟时间,计算公式为:
[0093]
t3=t
1-t2[0094]
其中,t3为延迟时间。
[0095]
s24:由超前时间和延迟时间计算设定转速下使加工工具3在标定工件1上的作用位置与视野目标点201识别位置一致所需的时间,即修正时间,完成时间标定;
[0096]
计算修正时间的公式为:
[0097]
t
修
=t
2-t3[0098]
其中,t
修
为修正时间;该方案在利用空间标定补偿空间标定点301沿平行于定位沟槽101方向到达定位圆102上的定位点103所需的距离后,再利用超前时间补偿视野目标点201和定位点103在定位圆102上的距离,并利用延迟时间补偿视觉系统自身的时间延迟,从而得到修正时间,实现时空标定后加工工具3在标定工件1的作用位置与视觉系统识别位置相一致。
[0099]
通过上述各个部件的相互配合,可实现对选择性辅助加工视觉系统的高精度时空标定,使加工过程中加工工具3作用位置与视觉系统识别位置相一致,有效减小了选择性辅助加工的误差,具有实用性和先进性。
[0100]
以上例子用于对本方案的时空标定方法进行示例性说明,不构成对本发明保护范围的限制。
[0101]
考虑到每次更换工件、加工工具3都需要对视觉系统重新进行时空标定,其中延迟时间测量工作量大、较为复杂、占总标定时间比例大,且影响延迟时间的参数多。通过神经网络训练的方法能很好地解决这一问题。具体的,选取若干个影响延迟时间的系统参数并
形成系统参数组,对各系统参数组分别执行步骤s21-s23,得到各系统参数组对应的特征延迟时间,以系统参数和特征延迟时间作为样本,进行神经网络训练,获取延迟时间的模型,进一步得到所需标定参数组对应的延迟时间。
[0102]
更具体的,在本实施中,选取的系统参数包括标定工件转速、加工工具功率、视觉系统工作时间,并针对标定工件转速、加工工具功率、视觉系统工作时间三个系统参数采用单层神经网络;在一些实施例中,还可以采用多层神经网络。如图5中所示,通过神经网络构建一种映射关系,即标定工件转速、加工工具功率、视觉系统工作时间作为感知器的输入单元,延迟时间作为输出单元,权值计算作为计算层,使用标定参数组和延迟时间通过梯度下降算法和反向传播算法对模型进行训练,得到使输出误差尽可能小的权值与函数,其中,输出的延迟时间可表示为:
[0103]
z=g(a1w1+a2w
2+
a3w3)
[0104]
其中,z为输出的延迟时间,a1、a2、a3分别为标定工件转速、加工工具功率、视觉系统工作时间,w1、w2、w3分别为标定工件转速、加工工具功率、视觉系统工作时间对应的权值,g为非线性函数。
[0105]
通过神经网络训练,能够通过已有的系统参数预测未使用过的系统参数对应的延迟时间,解决延迟时间测量工作量大的问题,节约时间,提高效率。
[0106]
综上,按照本发明的选择性辅助加工视觉系统的时空标定方法实现了高精度的空间标定和时间标定,使加工过程中加工工具作用位置与视觉系统识别位置相一致,有效减小了选择性辅助加工的误差,因而尤其适用于选择性辅助加工的应用场合。
[0107]
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1