焊接示教方法、装置、终端设备及计算机可读存储介质
1.本技术属于焊接技术领域,尤其涉及一种焊接示教方法、装置、终端设备及计算机可读存储介质。
背景技术:
2.随着科学技术的发展,焊接技术作为一种不可缺少的加工手段,已经在各行各业(如船舶、整车制造、建筑、电子、及机械制造等)得到了广泛应用。目前自动化焊接主要依赖于手动示教,需要工作人员操作机械臂,引导机械臂记录焊缝示教路径,以便机械臂根据焊缝示教路径进行运动,使用携带的传感设备对焊缝精确坐标点进行焊接实时引导及纠偏。
3.焊接示教作为机器人焊接的第一步,仍然难以在实际应用场景中实现全自动。因为在自动示教应用的过程中,会存在如下问题:焊接工件上的氧化渣、油漆、水、锈迹等向图像中引入了大量的图像噪声和非焊缝干扰,传统的图像预处理方法无法有效消除图像噪声和非焊缝干扰,造成焊缝误识别,焊接自动示教的准确度不理想。
技术实现要素:
4.本技术实施例提供了一种焊接示教方法、装置、终端设备及计算机可读存储介质,可以解决焊接自动示教的准确度不理想的问题。
5.第一方面,本技术实施例提供了一种焊接示教方法,包括:
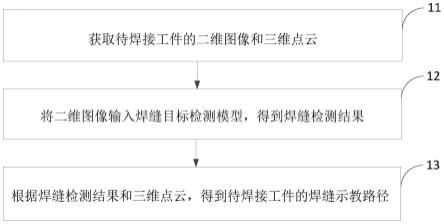
6.获取待焊接工件的二维图像和三维点云;
7.将二维图像输入焊缝目标检测模型,得到焊缝检测结果;
8.根据焊缝检测结果和三维点云,得到待焊接工件的焊缝示教路径。
9.可选的,焊缝示教路径包括焊缝特征点和焊缝示教位姿,根据焊缝检测结果和三维点云,得到待焊接工件的焊缝示教路径,包括:
10.根据焊缝检测结果和三维点云,确定焊缝特征点;
11.根据焊缝特征点的坐标,确定焊缝示教位姿。
12.可选的,焊缝检测结果包括待焊接工件的焊缝的类型,以及焊缝在二维图像中的预测区域;
13.根据焊缝检测结果和三维点云,确定焊缝特征点,包括:
14.根据预测区域在二维图像中的位置,确定三维点云中与预测区域对应的第一目标点云数据;
15.根据待焊接工件的焊缝的类型和第一目标点云数据,确定焊缝特征点。
16.可选的,根据待焊接工件的焊缝的类型和第一目标点云数据,确定焊缝特征点,包括:
17.当待焊接工件的焊缝为角接焊缝时,获取包围有第一目标点云数据的包围盒;
18.在包围盒中插入多个切片平面;切片平面垂直于包围盒坐标系的第一坐标轴,包围盒坐标系以包围盒的一个顶点为原点,第一坐标轴与包围盒的最长边平行;
19.根据多个切片平面和包围盒,确定焊缝特征点。
20.可选的,根据多个切片平面和包围盒,确定焊缝特征点,包括:
21.分别针对每个切片平面,执行以下步骤:
22.确定第一目标点云数据中位于切片平面上的点云;
23.对位于切片平面上的点云进行直线拟合,得到位于第一直线上的点云和位于第二直线上的点云;
24.确定第一直线上距离最大的第一点云和第二点云,以及第二直线上距离最大的第三点云和第四点云;
25.去除第一点云、第二点云、第三点云以及第四点云中相互距离最大的两个点云,并将剩下的两个点云中在包围盒坐标系的第二坐标轴上的坐标值较大的点云作为焊缝特征点;第二坐标轴垂直于用于采集二维图像的采集设备的成像平面。
26.可选的,根据待焊接工件的焊缝的类型和第一目标点云数据,确定焊缝特征点,包括:
27.当待焊接工件的焊缝为对接焊缝时,在二维图像中确定对接焊缝的中心线;
28.根据中心线在二维图像中的位置,在二维图像中确定第一坡口区域和第二坡口区域;第一坡口区域和第二坡口区域分别位于中心线的两侧;
29.根据第一坡口区域、第二坡口区域和第一目标点云数据,确定焊缝特征点。
30.可选的,根据第一坡口区域、第二坡口区域和第一目标点云数据,确定焊缝特征点,包括:
31.根据第一坡口区域在二维图像中的位置,确定三维点云中与第一坡口区域对应的第二目标点云数据,并根据第二坡口区域在二维图像中的位置,确定三维点云中与第二坡口区域对应的第三目标点云数据;
32.将第二目标点云数据拟合成第一平面,并将第三目标点云数据拟合成第二平面;
33.确定第一平面与第二平面的相交线;
34.将第一目标点云数据中与相交线的距离小于预设距离值的点云作为焊缝特征点。
35.第二方面,本技术实施例提供了一种焊接示教装置,包括:
36.获取模块,用于获取待焊接工件的二维图像和三维点云;
37.检测模块,用于将二维图像输入焊缝目标检测模型,得到焊缝检测结果;
38.确定模块,用于根据焊缝检测结果和三维点云,得到待焊接工件的焊缝示教路径。
39.可选的,焊缝示教路径包括焊缝特征点和焊缝示教位姿,确定模块,具体用于,根据焊缝检测结果和三维点云,确定焊缝特征点,并根据焊缝特征点的坐标,确定焊缝示教位姿。
40.可选的,焊缝检测结果包括待焊接工件的焊缝的类型,以及焊缝在二维图像中的预测区域;确定模块包括:
41.第一确定子模块,用于根据预测区域在二维图像中的位置,确定三维点云中与预测区域对应的第一目标点云数据;
42.第二确定子模块,用于根据待焊接工件的焊缝的类型和第一目标点云数据,确定焊缝特征点。
43.可选的,根据第二确定子模块包括:
44.获取单元,用于当待焊接工件的焊缝为角接焊缝时,获取包围有第一目标点云数据的包围盒;
45.插入单元,用于在包围盒中插入多个切片平面;切片平面垂直于包围盒坐标系的第一坐标轴,包围盒坐标系以包围盒的一个顶点为原点,第一坐标轴与包围盒的最长边平行;
46.第一确定单元,用于根据多个切片平面和包围盒,确定焊缝特征点。
47.可选的,第一确定单元,具体用于分别针对每个切片平面,执行以下步骤:确定第一目标点云数据中位于切片平面上的点云;对位于切片平面上的点云进行直线拟合,得到位于第一直线上的点云和位于第二直线上的点云;确定第一直线上距离最大的第一点云和第二点云,以及第二直线上距离最大的第三点云和第四点云;去除第一点云、第二点云、第三点云以及第四点云中相互距离最大的两个点云,并将剩下的两个点云中在包围盒坐标系的第二坐标轴上的坐标值较大的点云作为焊缝特征点;第二坐标轴垂直于用于采集二维图像的采集设备的成像平面。
48.可选的,第二确定子模块包括:
49.第二确定单元,用于当待焊接工件的焊缝为对接焊缝时,在二维图像中确定对接焊缝的中心线;
50.第三确定单元,用于根据中心线在二维图像中的位置,在二维图像中确定第一坡口区域和第二坡口区域;第一坡口区域和第二坡口区域分别位于中心线的两侧;
51.第四确定单元,用于根据第一坡口区域、第二坡口区域和第一目标点云数据,确定焊缝特征点。
52.可选的,第四确定单元包括:
53.第一确定子单元,用于根据第一坡口区域在二维图像中的位置,确定三维点云中与第一坡口区域对应的第二目标点云数据,并根据第二坡口区域在二维图像中的位置,确定三维点云中与第二坡口区域对应的第三目标点云数据;
54.拟合子单元,用于将第二目标点云数据拟合成第一平面,并将第三目标点云数据拟合成第二平面;
55.第二确定子单元,用于确定第一平面与第二平面的相交线;
56.第三确定子单元,用于将第一目标点云数据中与相交线的距离小于预设距离值的点云作为焊缝特征点。
57.第三方面,本技术实施例提供了一种终端设备,包括存储器、处理器以及存储在存储器中并可在处理器上运行的计算机程序,处理器执行计算机程序时实现上述的焊接示教方法。
58.第四方面,本技术实施例提供了一种计算机可读存储介质,计算机可读存储介质存储有计算机程序,计算机程序被处理器执行时实现上述的焊接示教方法。
59.第五方面,本技术实施例提供了一种计算机程序产品,当计算机程序产品在终端设备上运行时,使得终端设备执行上述第一方面中任一项的焊接示教方法。
60.本技术实施例与现有技术相比存在的有益效果是:
61.在本技术的实施例中,通过获取待焊接工件的二维图像和三维点云,然后利用焊缝目标检测模型对二维图像进行粗略视觉定位,得到焊缝检测结果,最终结合待焊接工件
的三维点云和粗略视觉定位的焊缝检测结果,得到焊缝示教路径。其中由于在得到粗略视觉定位的焊缝检测结果后,结合三维点云确定焊缝示教路径能精准保留三维信息,从而有效解决了图像噪声和非焊缝干扰造成的焊缝误识别问题,提高了焊接自动示教的准确度。
附图说明
62.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
63.图1是本技术一实施例提供的焊接示教方法的流程图;
64.图2是本技术一实例中预测区域的示意图;
65.图3是本技术一实施例提供的确定焊缝特征点的流程图;
66.图4是本技术一实施例提供的步骤32的第一种具体实现方式的流程图;
67.图5是本技术一实施例提供的包围盒坐标系的示意图;
68.图6是本技术一实例中第一目标点云数据和切片平面的示意图;
69.图7是本技术一实施例提供的步骤32的第二种具体实现方式的流程图;
70.图8是本技术一实例中坡口区域的示意图;
71.图9是本技术一实施例提供的焊接示教装置的结构示意图;
72.图10是本技术一实施例提供的终端设备的结构示意图。
具体实施方式
73.以下描述中,为了说明而不是为了限定,提出了诸如特定系统结构、技术之类的具体细节,以便透彻理解本技术实施例。然而,本领域的技术人员应当清楚,在没有这些具体细节的其它实施例中也可以实现本技术。在其它情况中,省略对众所周知的系统、装置、电路以及方法的详细说明,以免不必要的细节妨碍本技术的描述。
74.应当理解,当在本技术说明书和所附权利要求书中使用时,术语“包括”指示所描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。
75.还应当理解,在本技术说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
76.如在本技术说明书和所附权利要求书中所使用的那样,术语“如果”可以依据上下文被解释为“当...时”或“一旦”或“响应于确定”或“响应于检测到”。类似地,短语“如果确定”或“如果检测到[所描述条件或事件]”可以依据上下文被解释为意指“一旦确定”或“响应于确定”或“一旦检测到[所描述条件或事件]”或“响应于检测到[所描述条件或事件]”。
[0077]
另外,在本技术说明书和所附权利要求书的描述中,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
[0078]
在本技术说明书中描述的参考“一个实施例”或“一些实施例”等意味着在本技术的一个或多个实施例中包括结合该实施例描述的特定特征、结构或特点。由此,在本说明书中的不同之处出现的语句“在一个实施例中”、“在一些实施例中”、“在其他一些实施例中”、“在另外一些实施例中”等不是必然都参考相同的实施例,而是意味着“一个或多个但不是所有的实施例”,除非是以其他方式另外特别强调。术语“包括”、“包含”、“具有”及它们的变形都意味着“包括但不限于”,除非是以其他方式另外特别强调。
[0079]
目前在进行焊接自动示教时,焊接工件上的氧化渣、油漆、水、锈迹等向图像中引入了大量的图像噪声和非焊缝干扰,而传统的图像预处理方法无法有效消除图像噪声和非焊缝干扰,从而造成焊缝误识别,焊接自动示教的准确度不理想。
[0080]
针对上述问题,本技术实施例通过获取待焊接工件的二维图像和三维点云,然后利用焊缝目标检测模型对二维图像进行粗略视觉定位,得到焊缝检测结果,最终结合待焊接工件的三维点云和粗略视觉定位的焊缝检测结果,得到焊缝示教路径。其中由于在得到粗略视觉定位的焊缝检测结果后,结合三维点云确定焊缝示教路径能精准保留三维信息,从而有效解决了图像噪声和非焊缝干扰造成的焊缝误识别问题,提高了焊接自动示教的准确度。
[0081]
下面结合具体实施例对本技术提供的焊接示教方法进行示例性的说明。
[0082]
本技术实施例提供了一种焊接示教方法,该方法可以由终端设备执行,也可以由应用于终端设备中的装置(比如芯片)来执行,下述实施例以该方法由终端设备执行为例。作为一种示例,该终端设备可以是平板,服务器或者笔记本电脑等,本技术实施例对此不做限定。
[0083]
如图1所示,本技术的实施例提供的焊接示教方法包括如下步骤:
[0084]
步骤11,获取待焊接工件的二维图像和三维点云。
[0085]
在本技术的一些实施例中,上述二维图像和三维点云的采集过程可以为:将待焊接工件放置于工作台上,并将用于采集上述二维图像和三维点云的采集设备安装于待焊接工件的上方,然后利用该采集设备采集待焊接工件的二维图像和三维点云。其中采集设备的设备参数和安装高度可根据待焊接工件的大小进行调整。
[0086]
示例性的,在本技术的一些实施例中,终端设备可从上述采集设备获得待焊接工件的二维图像和三维点云,也可以利用自身的图像采集功能采集待焊接工件的二维图像和三维点云。
[0087]
步骤12,将二维图像输入焊缝目标检测模型,得到焊缝检测结果。
[0088]
在本技术的一些实施例中,上述焊缝检测结果包括待焊接工件的焊缝的类型,以及焊缝在二维图像中的预测区域;上述焊缝目标检测模型主要用于对二维图像进行检测,得到焊缝的类型以及焊缝在二维图像中的预测区域。
[0089]
举例说明,假设上述待焊接工件为t型工件,那么利用焊缝目标检测模型对该工件的二维图像进行检测后输出的焊缝检测结果为:该工件存在7条角接焊缝和1条对接焊缝,7条角接焊缝对应的预测区域分别为图2中的虚线框a、b、c、d、e、f、g,1条对接焊缝对应的预测区域为图2中的虚线框h。
[0090]
在本技术的一些实施例中,上述焊缝目标检测模型可以为faster rcnn识别模型。需要说明的是,为提高网络特征提取能力,该faster rcnn识别模型中的vgg网络替换为了resnet网络。
[0091]
需要进一步说明的是,由于焊缝目标普遍为小尺寸、细长尺寸目标,因此需要对faster rcnn识别模型进行改进以适应实际的应用场景。具体的,可对生成边界框(即上述
预测区域)的尺寸进行如下修改:将面积修改为322、642、1282,将长宽比修改为1:1、1:3、3:1。另外,为提高小尺寸目标的识别精度,还可降低池化层输出的大小,并使用第四个卷积层(conv-4)的输出代替第五个卷积层(conv-5)的输出。
[0092]
可以理解的是,在本技术的一些实施例中,为提高焊缝检测结果的准确度,在利用faster rcnn识别模型对二维图像进行检测前,需要先对faster rcnn识别模型进行。其中,faster rcnn识别模型的训练过程为:首先采集大量包含有对接焊缝、角接焊缝以及噪声干扰(如工作台等非焊缝干扰)的样本图片(该样本图片为二维图像),并对样本图片中的对接焊缝和角接焊缝进行标注;然后利用标注后的样本图片对faster rcnn识别模型进行训练,得到训练后的faster rcnn识别模型。
[0093]
步骤13,根据焊缝检测结果和三维点云,得到待焊接工件的焊缝示教路径。
[0094]
值得一提的是,在本技术的一些实施例中,通过获取待焊接工件的二维图像和三维点云,然后利用焊缝目标检测模型对二维图像进行粗略视觉定位,得到焊缝检测结果,最终结合待焊接工件的三维点云和粗略视觉定位的焊缝检测结果,得到焊缝示教路径。其中由于在得到粗略视觉定位的焊缝检测结果后,结合三维点云确定焊缝示教路径能精准保留三维信息,从而有效解决了图像噪声和非焊缝干扰造成的焊缝误识别问题,提高了焊接自动示教的准确度。
[0095]
下面结合具体实施例对根据焊缝检测结果和三维点云,得到待焊接工件的焊缝示教路径的具体实现过程进行示例性的说明。
[0096]
在本技术的一些实施例中,上述焊缝示教路径包括焊缝特征点和焊缝示教位姿。相应的,上述步骤13,根据焊缝检测结果和三维点云,得到待焊接工件的焊缝示教路径的具体实现方式可以为:根据焊缝检测结果和三维点云,确定焊缝特征点,并根据焊缝特征点的坐标,确定焊缝示教位姿。
[0097]
上述焊缝特征点的数量为多个。相应的,在本技术的一些实施例中,在确定出焊缝特征点后,可分别针对每个焊缝特征点,根据该焊缝特征点的坐标确定该焊缝特征点的法向量;然后将各法向量的平均值作为焊缝示教位姿。
[0098]
在本技术的一些实施例中,如图3所示,根据焊缝检测结果和三维点云,确定焊缝特征点的具体实现方式可以包括如下步骤:
[0099]
步骤31,根据预测区域在二维图像中的位置,确定三维点云中与预测区域对应的第一目标点云数据。
[0100]
在本技术的一些实施例中,可通过投影法在三维点云中确定预测区域对应的第一目标点云数据。
[0101]
步骤32,根据待焊接工件的焊缝的类型和第一目标点云数据,确定焊缝特征点。
[0102]
需要说明的是,当焊缝检测结果表明待焊接工件有多条焊缝时,需要分别针对每条焊缝对应的预测区域,执行上述步骤31至步骤32,以确定出待焊接工件的所有焊缝的焊缝示教位姿。
[0103]
在本技术的一些实施例中,上述待焊接工件的焊缝的类型包括角接焊缝和对接焊缝,相应的,上述步骤32包括两种具体实现方式。
[0104]
如图4所示,上述步骤32,根据待焊接工件的焊缝的类型和第一目标点云数据,确定焊缝特征点的第一种具体实现方式包括如下步骤:
[0105]
步骤41,当待焊接工件的焊缝为角接焊缝时,获取包围有第一目标点云数据的包围盒。
[0106]
在相关技术中,包围盒也叫外接最小长方体,具体可通过求解离散点集最优包围空间的算法得到。即,在本技术的一些实施例中,上述第一目标点云数据中的所有点云均在步骤41的包围盒内。
[0107]
步骤42,在包围盒中插入多个切片平面。
[0108]
上述切片平面垂直于包围盒坐标系的第一坐标轴,包围盒坐标系以包围盒的一个顶点为原点,第一坐标轴与包围盒的最长边平行。
[0109]
在本技术的一些实施例中,如图5所示,上述包围盒坐标系可以是以包围盒(如图5所示的长方体v)的任一顶点(如图5中的顶点o)为原点构建的空间直角坐标系xyz,第一坐标轴为坐标轴y,多个切片平面可以为在包围盒中等间隔的插入一组切片平面,图5仅示出了一个切片平面u。
[0110]
步骤43,根据多个切片平面和包围盒,确定焊缝特征点。
[0111]
在本技术的一些实施例中,可通过在每个切片平面中确定焊缝特征点的方式,确定出焊缝的所有焊缝特征点。
[0112]
具体的,为在每个切片平面中确定焊缝特征点,可分别针对每个切片平面,执行以下步骤:
[0113]
步骤一,确定第一目标点云数据中位于切片平面上的点云。
[0114]
为便于理解,在此以一具体实例对角接焊缝的预测区域、切片平面等进行解释说明。在该实例中,假设角接焊缝为待焊接工件的第一焊接面和第二焊接面的焊缝,该角接焊缝对应的预测区域包括:第一焊接面上与第二焊接面相邻的部分,以及第二焊接面上与第一焊接面相邻的部分;该预测区域对应的第一目标点云数据中的一部分点云(该部分点云为第一焊接面上与第二焊接面相邻的部分的点云)为如图6所示的实线框x内的点云(图中未示出),另一部分点云(该部分点云为第二焊接面上与第一焊接面相邻的部分的点云)为如图6所示的实线框y内的点云(图中未示出),图6中的虚线框z所表示的平面为插入的切片平面,切片平面与第一目标点云数据的相交点云(如图6中实线框x内的虚线m所表示的点云和实线框y内的虚线n所表示的点云)即为第一目标点云数据中位于切片平面上的点云。
[0115]
步骤二,对位于切片平面上的点云进行直线拟合,得到位于第一直线上的点云和位于第二直线上的点云。
[0116]
在本技术的一些实施例中,可通过随机抽样一致(ransac,random sample consensus)算法对位于切片平面上的点云进行直线拟合,得到第一直线和第二直线。可以理解的是,在利用ransac算法确定第一直线和第二直线的过程中,便能确定位于切片平面上的点云中位于第一直线上的点云和位于第二直线上的点云。
[0117]
步骤三,确定第一直线上距离最大的第一点云和第二点云,以及第二直线上距离最大的第三点云和第四点云。
[0118]
在本技术的一些实施例中,可针对位于第一直线上的所有点云,计算每两个点云之间的距离,并将计算得到的距离中的最大距离对应的两个点云作为第一点云和第二点云。
[0119]
类似的,可针对位于第二直线上的所有点云,计算每两个点云之间的距离,并将计
算得到的距离中的最大距离对应的两个点云作为第三点云和第四点云。
[0120]
步骤四,去除第一点云、第二点云、第三点云以及第四点云中相互距离最大的两个点云,并将剩下的两个点云中在第二坐标轴上的坐标值较大的点云作为焊缝特征点。
[0121]
上述第二坐标轴为上述包围盒坐标系中的第二坐标轴(如图5中的坐标轴z),且该第二坐标轴垂直于用于采集二维图像的采集设备的成像平面。
[0122]
在本技术的一些实施例中,上述步骤四的具体实现过程为:首先计算第一点云、第二点云、第三点云和第四点云中每两个点云之间的距离;然后确定计算得到的距离中的最大距离对应的两个点云,并去除这两个点云,将剩下的两个点云中在第二坐标轴上的坐标值较大的点云作为焊缝特征点。
[0123]
如图7所示,上述步骤32,根据待焊接工件的焊缝的类型和第一目标点云数据,确定焊缝特征点的第二种具体实现方式包括如下步骤:
[0124]
步骤71,当待焊接工件的焊缝为对接焊缝时,在二维图像中确定对接焊缝的中心线。
[0125]
在本技术的一些实施例中,可基于二维图像中对接焊缝对应的预测区域,确定对接焊缝的中心线。
[0126]
作为一个优选的示例,为提升中心线的确定速度,可按照预设缩小比例(如60%)缩小预测区域。
[0127]
在本技术的一些实施例中,由于对接焊缝的中心线的灰度值变化比较明显,因此可通过canny边缘检测算法从预测区域对应的二维图像部分提取到对接焊缝的中心线。
[0128]
在本技术一个可能的实施例中,由于预测区域是长且直的区域,可直接将预测区域中垂直于预测区域的短边的中心线作为对接焊缝的中心线。
[0129]
步骤72,根据中心线在二维图像中的位置,在二维图像中确定第一坡口区域和第二坡口区域。
[0130]
上述第一坡口区域和第二坡口区域分别位于中心线的两侧。在本技术的一些实施例中,可在二维图像中,将中心线一侧的预设面积的区域作为第一坡口区域,并将中心线另一侧的预设面积的区域作为第二坡口区域。其中,上述预设面积可以为若干个(如8个)像素点所对应的面积。
[0131]
步骤73,根据第一坡口区域、第二坡口区域和第一目标点云数据,确定焊缝特征点。
[0132]
在本技术的一些实施例中,上述步骤73的具体实现方式包括如下步骤:
[0133]
第一步,根据第一坡口区域在二维图像中的位置,确定三维点云中与第一坡口区域对应的第二目标点云数据,并根据第二坡口区域在二维图像中的位置,确定三维点云中与第二坡口区域对应的第三目标点云数据。
[0134]
在本技术的一些实施例中,可通过投影法确定三维点云中与第一坡口区域对应的第二目标点云数据,以及与第二坡口区域对应的第三目标点云数据。
[0135]
第二步,将第二目标点云数据拟合成第一平面,并将第三目标点云数据拟合成第二平面。
[0136]
在本技术的一些实施例中,可通过常用的点云平面拟合算法对第二目标点云数据的点云进行拟合,得到第一平面。类似的,也可通过常用的点云平面拟合算法对第三目标点
云数据的点云进行拟合,得到第二平面。
[0137]
第三步,确定第一平面与第二平面的相交线。
[0138]
为便于理解,在此以一具体实例对第一坡口区域、第二坡口区域、第一平面和第二平面等进行解释说明。在该实例中,假设对接焊缝为待焊接工件的第三焊接面和第四焊接面的焊缝,对接焊缝的坡口包括第三焊接面的坡口(如图8中的方形区域p)和第四焊接面的坡口(如图8中的方形区域q),第一坡口区域对应的第二目标点云数据为如图8所示的实线框i内的点云(图中未示出),第二坡口区域对应的第三目标点云数据为如图8所示的实线框j内的点云(图中未示出),对第二目标点云数据进行拟合得到的第一平面为图8中的平面s,对第三目标点云数据进行拟合得到的第二平面为图8中的平面t,第一平面与第二平面的相交线为图8中的直线l。
[0139]
第四步,将第一目标点云数据中与相交线的距离小于预设距离值的点云作为焊缝特征点。
[0140]
在本技术的一些实施例中,上述第四步的具体实现方式可以为:分别针对第一目标点云数据中每个点云,计算该点云与相交线的距离,并判断该距离是否小于预设距离值,若是,则将该点云作为焊缝特征点,否则,确定该点云不是焊缝特征点。
[0141]
由此可见,在本技术的一些实施例中,在焊缝自动示教的过程中,不管是角接焊缝还是对接焊缝,均基于焊缝在二维图像中的预测区域,以及预测区域对应的三维点云数据进行确定焊缝示教路径。需要说明的是,由于三维点云能精准保留三维信息,因此本技术实施例提供的焊接示教方法能在有效消除图像噪声和非焊缝干扰的情况下,自动、快速、高精度的完成焊缝示教。
[0142]
综上,本技术实施例提供的焊接示教方法具备如下效果:
[0143]
第一,在焊缝自动示教的过程中,结合待焊接工件的二维图像和三维点云实现焊缝示教,能有效消除图像噪声和非焊缝干扰,提高焊接自动示教的准确度;
[0144]
第二,焊缝示教过程为全自动示教过程,因此本技术实施例提供的焊接示教方法具有普适性强、速度快、鲁棒性强、应用场景广泛的优点。
[0145]
下面结合具体实施例对本技术提供的焊接示教装置进行示例性的说明。
[0146]
如图9所示,本技术的实施例提供了一种焊接示教装置,该焊接示教装置900包括:
[0147]
获取模块901,用于获取待焊接工件的二维图像和三维点云;
[0148]
检测模块902,用于将二维图像输入焊缝目标检测模型,得到焊缝检测结果;
[0149]
确定模块903,用于根据焊缝检测结果和三维点云,得到待焊接工件的焊缝示教路径。
[0150]
可选的,焊缝示教路径包括焊缝特征点和焊缝示教位姿,确定模块903,具体用于根据焊缝检测结果和三维点云,确定焊缝特征点,并根据焊缝特征点的坐标,确定焊缝示教位姿。
[0151]
可选的,焊缝检测结果包括待焊接工件的焊缝的类型,以及焊缝在二维图像中的预测区域;确定模块903包括:
[0152]
第一确定子模块,用于根据预测区域在二维图像中的位置,确定三维点云中与预测区域对应的第一目标点云数据;
[0153]
第二确定子模块,用于根据待焊接工件的焊缝的类型和第一目标点云数据,确定
焊缝特征点。
[0154]
可选的,根据第二确定子模块包括:
[0155]
获取单元,用于当待焊接工件的焊缝为角接焊缝时,获取包围有第一目标点云数据的包围盒;
[0156]
插入单元,用于在包围盒中插入多个切片平面;切片平面垂直于包围盒坐标系的第一坐标轴,包围盒坐标系以包围盒的一个顶点为原点,第一坐标轴与包围盒的最长边平行;
[0157]
第一确定单元,用于根据多个切片平面和包围盒,确定焊缝特征点。
[0158]
可选的,第一确定单元,具体用于分别针对每个切片平面,执行以下步骤:确定第一目标点云数据中位于切片平面上的点云;对位于切片平面上的点云进行直线拟合,得到位于第一直线上的点云和位于第二直线上的点云;确定第一直线上距离最大的第一点云和第二点云,以及第二直线上距离最大的第三点云和第四点云;去除第一点云、第二点云、第三点云以及第四点云中相互距离最大的两个点云,并将剩下的两个点云中在包围盒坐标系的第二坐标轴上的坐标值较大的点云作为焊缝特征点;第二坐标轴垂直于用于采集二维图像的采集设备的成像平面。
[0159]
可选的,第二确定子模块包括:
[0160]
第二确定单元,用于当待焊接工件的焊缝为对接焊缝时,在二维图像中确定对接焊缝的中心线;
[0161]
第三确定单元,用于根据中心线在二维图像中的位置,在二维图像中确定第一坡口区域和第二坡口区域;第一坡口区域和第二坡口区域分别位于中心线的两侧;
[0162]
第四确定单元,用于根据第一坡口区域、第二坡口区域和第一目标点云数据,确定焊缝特征点。
[0163]
可选的,第四确定单元包括:
[0164]
第一确定子单元,用于根据第一坡口区域在二维图像中的位置,确定三维点云中与第一坡口区域对应的第二目标点云数据,并根据第二坡口区域在二维图像中的位置,确定三维点云中与第二坡口区域对应的第三目标点云数据;
[0165]
拟合子单元,用于将第二目标点云数据拟合成第一平面,并将第三目标点云数据拟合成第二平面;
[0166]
第二确定子单元,用于确定第一平面与第二平面的相交线;
[0167]
第三确定子单元,用于将第一目标点云数据中与相交线的距离小于预设距离值的点云作为焊缝特征点。
[0168]
需要说明的是,上述装置/单元之间的信息交互、执行过程等内容,由于与本技术方法实施例基于同一构思,其具体功能及带来的技术效果,具体可参见方法实施例部分,此处不再赘述。
[0169]
所属领域的技术人员可以清楚地了解到,为了描述的方便和简洁,仅以上述各功能单元、模块的划分进行举例说明,实际应用中,可以根据需要而将上述功能分配由不同的功能单元、模块完成,即将所述装置的内部结构划分成不同的功能单元或模块,以完成以上描述的全部或者部分功能。实施例中的各功能单元、模块可以集成在一个处理单元中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个单元中,上述集成的
单元既可以采用硬件的形式实现,也可以采用软件功能单元的形式实现。另外,各功能单元、模块的具体名称也只是为了便于相互区分,并不用于限制本技术的保护范围。上述系统中单元、模块的具体工作过程,可以参考前述方法实施例中的对应过程,在此不再赘述。
[0170]
如图10所示,本技术的实施例提供了一种终端设备,如图10所示,该实施例的终端设备d10包括:至少一个处理器d100(图10中仅示出一个处理器)、存储器d101以及存储在所述存储器d101中并可在所述至少一个处理器d100上运行的计算机程序d102,所述处理器d100执行所述计算机程序d102时实现上述任意各个方法实施例中的步骤。
[0171]
所称处理器d100可以是中央处理单元(cpu,central processing unit),该处理器d100还可以是其他通用处理器、数字信号处理器(dsp,digital signal processor)、专用集成电路(asic,application specific integrated circuit)、现成可编程门阵列(fpga,field-programmable gate array)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件等。通用处理器可以是微处理器或者该处理器也可以是任何常规的处理器等。
[0172]
所述存储器d101在一些实施例中可以是所述终端设备d10的内部存储单元,例如终端设备d10的硬盘或内存。所述存储器d101在另一些实施例中也可以是所述终端设备d10的外部存储设备,例如所述终端设备d10上配备的插接式硬盘,智能存储卡(smc,smart media card),安全数字(sd,secure digital)卡,闪存卡(flash card)等。进一步地,所述存储器d101还可以既包括所述终端设备d10的内部存储单元也包括外部存储设备。所述存储器d101用于存储操作系统、应用程序、引导装载程序(bootloader)、数据以及其他程序等,例如所述计算机程序的程序代码等。所述存储器d101还可以用于暂时地存储已经输出或者将要输出的数据。
[0173]
需要说明的是,上述装置/单元之间的信息交互、执行过程等内容,由于与本技术方法实施例基于同一构思,其具体功能及带来的技术效果,具体可参见方法实施例部分,此处不再赘述。
[0174]
所属领域的技术人员可以清楚地了解到,为了描述的方便和简洁,仅以上述各功能单元、模块的划分进行举例说明,实际应用中,可以根据需要而将上述功能分配由不同的功能单元、模块完成,即将所述装置的内部结构划分成不同的功能单元或模块,以完成以上描述的全部或者部分功能。实施例中的各功能单元、模块可以集成在一个处理单元中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个单元中,上述集成的单元既可以采用硬件的形式实现,也可以采用软件功能单元的形式实现。另外,各功能单元、模块的具体名称也只是为了便于相互区分,并不用于限制本技术的保护范围。上述系统中单元、模块的具体工作过程,可以参考前述方法实施例中的对应过程,在此不再赘述。
[0175]
本技术实施例还提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现可实现上述各个方法实施例中的步骤。
[0176]
本技术实施例提供了一种计算机程序产品,当计算机程序产品在终端设备上运行时,使得终端设备执行时实现可实现上述各个方法实施例中的步骤。
[0177]
所述集成的单元如果以软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。基于这样的理解,本技术实现上述实施例方
法中的全部或部分流程,可以通过计算机程序来指令相关的硬件来完成,所述的计算机程序可存储于一计算机可读存储介质中,该计算机程序在被处理器执行时,可实现上述各个方法实施例的步骤。其中,所述计算机程序包括计算机程序代码,所述计算机程序代码可以为源代码形式、对象代码形式、可执行文件或某些中间形式等。所述计算机可读介质至少可以包括:能够将计算机程序代码携带到焊接示教装置/终端设备的任何实体或装置、记录介质、计算机存储器、只读存储器(rom,read-only memory)、随机存取存储器(ram,random access memory)、电载波信号、电信信号以及软件分发介质。例如u盘、移动硬盘、磁碟或者光盘等。在某些司法管辖区,根据立法和专利实践,计算机可读介质不可以是电载波信号和电信信号。
[0178]
在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述或记载的部分,可以参见其它实施例的相关描述。
[0179]
本领域普通技术人员可以意识到,结合本文中所公开的实施例描述的各示例的单元及算法步骤,能够以电子硬件、或者计算机软件和电子硬件的结合来实现。这些功能究竟以硬件还是软件方式来执行,取决于技术方案的特定应用和设计约束条件。专业技术人员可以对每个特定的应用来使用不同方法来实现所描述的功能,但是这种实现不应认为超出本技术的范围。
[0180]
在本技术所提供的实施例中,应该理解到,所揭露的装置/网络设备和方法,可以通过其它的方式实现。例如,以上所描述的装置/网络设备实施例仅仅是示意性的,例如,所述模块或单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,例如多个单元或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。另一点,所显示或讨论的相互之间的耦合或直接耦合或通讯连接可以是通过一些接口,装置或单元的间接耦合或通讯连接,可以是电性,机械或其它的形式。
[0181]
所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部单元来实现本实施例方案的目的。
[0182]
以上所述实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1