一种液化气钢瓶托盘式管理系统及方法与流程
1.本发明涉及一种液化气钢瓶托盘式管理系统及方法,属于液化气钢瓶管理领域。
背景技术:
2.目前,国内外大型企业,均采用流水线对液化气钢瓶进行自动充装。充装完成的液化气钢瓶被放置到空托盘上(入托),托盘进入库存区,由企业进行统一调配和储运。
3.由于液化气钢瓶数量多,在出库环节,如采用逐瓶人工扫描的方式,现场人员操作压力大、管理成本高。目前尚无有效技术手段能够实现出库气瓶的批量识读,无法追踪气瓶的流转讯息,极易造成企业气瓶资产流失,给企业日常管理带来较大问题。
技术实现要素:
4.本发明所要解决的技术问题是,克服现有技术的不足,本发明针对液化气钢瓶在出库时难以批量扫码的问题,提供一种液化气钢瓶托盘式管理系统及方法,解决现场液化气钢瓶批量出库的难题。
5.为了解决上述技术问题,本发明的技术方案是:
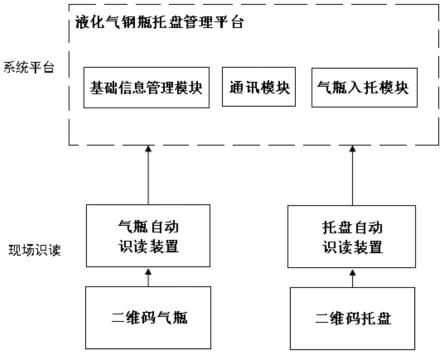
6.本发明一方面提供一种液化气钢瓶托盘式管理系统,它包括液化气钢瓶托盘管理平台、气瓶自动识读装置和托盘自动识读装置;
7.所述液化气钢瓶托盘管理平台用于保存气瓶和托盘的基本信息,实时接收气瓶自动识读装置采集的气瓶信息和托盘自动识读装置采集的托盘信息,并且进行托盘和气瓶的绑定;
8.所述气瓶自动识读装置用于在气瓶通过时对气瓶上的二维码标签进行自动扫描识读,将识读结果自动上传至液化气钢瓶托盘管理平台;
9.所述托盘自动识读装置用于在托盘放置到固定位置时对托盘上的二维码标签进行自动扫描识读,将识读结果自动上传至液化气钢瓶托盘管理平台。
10.进一步,所述液化气钢瓶托盘管理平台包括基础信息管理模块、通讯模块和气瓶入托模块。
11.进一步,所述基础信息管理模块包括气瓶管理模块和托盘管理模块;
12.所述气瓶管理模块用于登记已安装二维码的气瓶档案信息;
13.所述托盘管理模块用于登记已安装二维码的托盘信息。
14.进一步,所述气瓶档案信息包括气瓶二维码编号、气瓶出厂编号、制造年月、制造厂家、规格、过期报废状态。
15.进一步,所述托盘信息主要包括托盘二维码编号、规格、理论气瓶数。
16.进一步,所述通讯模块用于实时接收现场气瓶自动识读装置和托盘自动识读装置上传的数据信息。
17.进一步,所述气瓶入托模块用于按照液化气钢瓶托盘式管理方法,将托盘和气瓶进行绑定关联。
18.本发明另一方面提供一种液化气钢瓶托盘式管理系统的管理方法,它包括:
19.步骤s1、通过气瓶自动识读装置扫描气瓶的二维码,将气瓶信息上传至液化气钢瓶托盘管理平台,记录气瓶编号为q,同时将气瓶标记为已扫描未入托状态;
20.步骤s2、液化气钢瓶托盘管理平台将已扫描未入托的气瓶纳入队列,所述队列采用先进先出顺序,设所述队列中已经存在的气瓶数量为m,记录队列中已经存在的气瓶编号为q1~qm;
21.步骤s3、通过托盘自动识别装置扫描托盘的二维码,判断所述托盘是否为有效托盘;若所述托盘为无效托盘,则不做处理,返回步骤s1;若所述托盘为有效托盘,则进入步骤s4;
22.步骤s4、液化气钢瓶托盘管理平台根据扫描到的托盘二维码获取托盘信息,其中托盘编号记为t,理论气瓶数记为n,托盘当前气瓶数记为n;若为新托盘,则n初始化为0;
23.步骤s5、液化气钢瓶托盘管理平台对托盘当前气瓶数n、队列已存在气瓶数m和理论气瓶数n进行比对,比对公式如下:
24.n+m≥n,
25.若托盘当前气瓶数n、队列已存在气瓶数m和理论气瓶数n满足所述比对公式,则进入步骤s6;
26.若托盘当前气瓶数n、队列已存在气瓶数m和理论气瓶数n不满足所述比对公式,则进入步骤s5.1;
27.步骤s5.1、托盘t内的托盘当前气瓶数n=n+m,当前为有效托盘,可继续入托;
28.步骤s5.2、所述队列中已存在的气瓶继续入托后,记录托盘t内有n个气瓶,气瓶编号分别为q1~qn,返回步骤s5对托盘当前气瓶数n、队列已存在气瓶数m和理论气瓶数n进行比对;
29.步骤s5.3、将队列中原编号为q1~qm的气瓶状态变更为已入托气瓶,移出队列;
30.步骤s6、液化气钢瓶托盘管理平台将托盘t变更为满托,当前为无效托盘,不允许继续入托;
31.步骤s7、此时托盘t内有n个气瓶,达到理论气瓶数,气瓶编号分别为q1~qn;
32.步骤s8、液化气钢瓶托盘管理平台将编号为q1~q
(n-n)
的气瓶状态变更为已入托气瓶,移出队列。
33.进一步,所述步骤s3中有效托盘的判断条件为:所述托盘自动识别装置是否扫描到托盘且当前托盘不是满托。
34.采用了上述技术方案,本发明依托二维码气瓶和二维码托盘,通过气瓶自动识读装置和托盘自动识读装置,将气瓶进行入托操作,由液化气钢瓶托盘管理平台将两者数据绑定关联,后续可通过批量扫描的方式追踪每个气瓶的流转信息,极大减轻了现场操作压力,实现了每个气瓶的追踪管理,实现方式简单、性价比高。
附图说明
35.图1为本发明的液化气钢瓶托盘式管理系统的原理框图;
36.图2为本发明的液化气钢瓶托盘式管理系统的结构示意图;
37.图3为本发明的液化气钢瓶托盘式管理系统的管理方法的流程图;
38.其中,1、气瓶自动识读装置,2、托盘二维码标签,3、托盘,4、托盘自动识读装置,5、气瓶二维码标签,6、气瓶。
具体实施方式
39.为了使本发明的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本发明作进一步详细的说明。
40.实施例一
41.如图1、2所示,本实施例提供一种液化气钢瓶托盘式管理系统,它包括液化气钢瓶托盘管理平台、气瓶自动识读装置和托盘自动识读装置;所述气瓶上设置有二维码标签,所述二维码标签是气瓶的唯一身份标识;所述托盘上设置有二维码标签,所述二维码标签是托盘的唯一身份标识。
42.所述液化气钢瓶托盘管理平台用于保存气瓶和托盘的基本信息,实时接收气瓶自动识读装置采集的气瓶信息和托盘自动识读装置采集的托盘信息,并且进行托盘和气瓶的绑定;
43.所述气瓶自动识读装置安装在气瓶流水线上,所述气瓶自动识读装置用于在气瓶通过时对气瓶上的二维码标签进行自动扫描识读,将识读结果自动上传至液化气钢瓶托盘管理平台;
44.所述托盘自动识读装置安装在托盘旁边,所述托盘自动识读装置用于在托盘放置到固定位置时对托盘上的二维码标签进行自动扫描识读,将识读结果自动上传至液化气钢瓶托盘管理平台。
45.如图1所示,所述液化气钢瓶托盘管理平台包括基础信息管理模块、通讯模块和气瓶入托模块。
46.如图1所示,所述基础信息管理模块包括气瓶管理模块和托盘管理模块;
47.所述气瓶管理模块用于登记已安装二维码的气瓶档案信息,所述气瓶档案信息包括气瓶二维码编号、气瓶出厂编号、制造年月、制造厂家、规格、过期报废状态;
48.所述托盘管理模块用于登记已安装二维码的托盘信息,所述托盘信息主要包括托盘二维码编号、规格、理论气瓶数。
49.如图1所示,所述通讯模块用于实时接收现场气瓶自动识读装置和托盘自动识读装置上传的数据信息。作为本实施例的一个优选方案,通讯模块可选用有线通讯方式,如modbus、tcp/ip等,也可采用无线方式(webservice)进行数据交互。作为本实施例的一个优选方案,通讯模块如识读到气瓶过期报废状态,可向识读装置发出消息,将该气瓶推出流水线,避免不合格气瓶流入储运环节。
50.如图1所示,所述气瓶入托模块用于按照液化气钢瓶托盘式管理方法,将托盘和气瓶进行绑定关联。所述入托模块中的信息包括气瓶托盘二维码、托盘状态(是否满托)、二维码编号、气瓶状态、气瓶规格、入托时间等。作为本实施例的一个优选方案,当每日第一次扫描到托盘二维码信息时,将清空托盘的状态和数量信息,避免影响气瓶入托。
51.如图2所示,本实施例中,在气瓶自动化充装(或出入库)的流水线上,通过加装气瓶自动识读装置,扫描识别每一个顺序通过的气瓶,同时将托盘自动识读装置安装在合适位置,自动将扫描识别当前在用的托盘,上述信息实时汇聚到液化气钢瓶托盘管理平台。
52.液化气钢瓶托盘管理平台将已识读但未入托的气瓶信息保存到队列,并根据当前在用托盘信息,将队列中的气瓶进行顺序入托,实现托盘和气瓶的自动绑定。当托盘为满托状态时,不再进行气瓶入托操作,进入下一托的顺序环节。
53.在后续追溯环节,仅需扫描托盘二维码,即可获取托盘中所有气瓶数据,实现批量扫描和记录功能。
54.实施例二
55.如图3所示,本实施例提供一种液化气钢瓶托盘式管理系统的管理方法,它包括:
56.步骤s1、通过气瓶自动识读装置扫描气瓶的二维码,将气瓶信息上传至液化气钢瓶托盘管理平台,记录气瓶编号为q,同时将气瓶标记为已扫描未入托状态;
57.步骤s2、液化气钢瓶托盘管理平台将已扫描未入托的气瓶纳入队列,所述队列采用先进先出顺序,设所述队列中已经存在的气瓶数量为m,记录队列中已经存在的气瓶编号为q1~qm;
58.步骤s3、通过托盘自动识别装置扫描托盘的二维码,判断所述托盘是否为有效托盘,所述有效托盘的判断条件为:所述托盘自动识别装置是否扫描到托盘且当前托盘不是满托;若所述托盘为无效托盘,则不做处理,返回步骤s1;若所述托盘为有效托盘,则进入步骤s4;
59.步骤s4、液化气钢瓶托盘管理平台根据扫描到的托盘二维码获取托盘信息,其中托盘编号记为t,理论气瓶数记为n,托盘当前气瓶数记为n;若为新托盘,则n初始化为0;
60.步骤s5、液化气钢瓶托盘管理平台对托盘当前气瓶数n、队列已存在气瓶数m和理论气瓶数n进行比对,比对公式如下:
61.n+m≥n,
62.若托盘当前气瓶数n、队列已存在气瓶数m和理论气瓶数n满足所述比对公式,则进入步骤s6;
63.若托盘当前气瓶数n、队列已存在气瓶数m和理论气瓶数n不满足所述比对公式,则进入步骤s5.1;
64.步骤s5.1、托盘t内的托盘当前气瓶数n=n+m,表示队列中的m个气瓶进入托盘内,当前为有效托盘,可继续入托;
65.步骤s5.2、所述队列中已存在的气瓶继续入托后,记录托盘t内有n个气瓶,气瓶编号分别为q1~qn,返回步骤s5对托盘当前气瓶数n、队列已存在气瓶数m和理论气瓶数n进行比对;
66.步骤s5.3、将队列中原编号为q1~qm的气瓶状态变更为已入托气瓶,移出队列;
67.步骤s6、液化气钢瓶托盘管理平台将托盘t变更为满托,当前为无效托盘,不允许继续入托;
68.步骤s7、此时托盘t内有n个气瓶,达到理论气瓶数,气瓶编号分别为q1~qn;
69.步骤s8、液化气钢瓶托盘管理平台将编号为q1~q
(n-n)
的气瓶状态变更为已入托气瓶,移出队列。
70.至此,本托盘的入托操作结束,通过托盘二维码可获取托盘已绑定的气瓶信息。可继续进行下一个托盘的入托操作。
71.以上所述的具体实施例,对本发明解决的技术问题、技术方案和有益效果进行了
进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1