冻结部分计算的复合材料热压罐工艺仿真系统及仿真方法
1.本发明涉及复合材料热压罐工艺技术领域,特别是涉及一种冻结部分计算的复合材料热压罐工艺仿真系统及仿真方法。
背景技术:
2.先进树脂基复合材料自上世纪60年代中期问世以来,以其独有的特性广泛应用于航空、航天、航海等高科技领域以及民用工业,已成为现代工业领域最重要的、不可或缺的材料之一。热压罐工艺是制备先进复合材料应用最广、最具代表性的工艺方法,具有罐内压力均匀性高、罐内温度均匀性高、成型工艺稳定可靠、适用范围较广的特点,80%以上的飞行器复合材料结构依赖热压罐工艺制造。
3.与此同时,热压罐硬件系统庞大、结构复杂,属于特种设备,投资费用高,且每次工艺过程均需消耗大量高价值的工艺辅助材料与大量能源,因此热压罐工艺成本高昂。在热压罐工艺中,热压罐内高温高压气体作用下复合材料和复合材料构件同时成型,工艺过程中复合材料涉及热和压力在多相材料体系(即工装、辅助材料、纤维与树脂复合体系等)中复杂的相互作用,当材料类型及复合材料构件形式等改变后,工装、工艺参数等往往需要重新设计优化。传统的“试错法”研发模式从试样到缩比件到试验件需要经过反复多次试验,研究费用高,复合材料制造质量的可控性差,制件合格率低,制约复合材料研制效率和应用。
4.21世纪以来,随着半导体集成电路技术的迅速发展,微型计算机的运算能力不断提高,通过计算机仿真方法进行热压罐工艺模拟与优化已成为先进复合材料制造过程中的重要组成部分。在热压罐工艺涉及的物理化学作用机理研究基础上,基于有限差分法或有限体积法或有限单元法建立的数值分析方法可有效指导工艺、工装的设计与优化,为先进复合材料研制模式从传统的积木式验证向数字化制造模式转变提供了有力的技术支撑。
5.但通过以有限单元法为代表的数值分析方法对复合材料热压罐工艺进行仿真时,由于热压罐的尺寸通常为100~101m数量级,而复合材料制件的厚度通常在10-4
~10-3
m数量级,热压罐流场所占据的网格数量巨大,一方面对网格划分提出了很高的要求,另一方面巨大的网格量也会严重降低仿真效率。而根据热压罐的工作特点,工艺过程中热压罐罐内高温高压气体(流场)所涉及的流体流动与流体温度的计算中有很大部分是冗余的,因而出于科研与工程的实际,部分仿真工作不得不对整个物理过程进行简化,忽视影响巨大的热压罐工作气体的流动对制件温度/压力边界的影响,从而在有限的时间内完成仿真,但即使时间允许,气体流动的计算也会产生大量的低价值数据,不仅浪费存储空间,也会降低从计算结果中提取有效数据的效率。
6.因此,亟需一种可以在不简化物理过程的前提下,减少冗余计算的高效率热压罐工艺仿真系统及仿真方法。
技术实现要素:
7.本发明的目的是提供一种冻结部分计算的复合材料热压罐工艺仿真系统及仿真方法,能够在不简化物理过程的前提下减少冗余计算,以提高仿真效率。
8.为实现上述目的,本发明提供了如下方案:
9.一种冻结部分计算的复合材料热压罐工艺仿真方法,所述仿真方法包括:
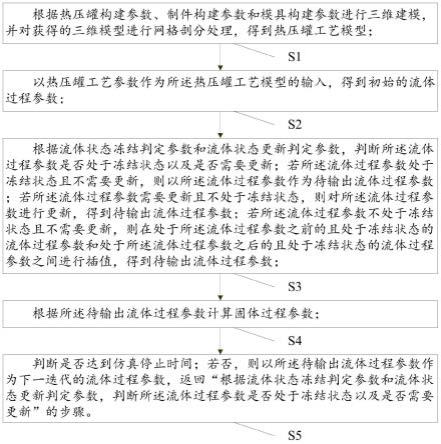
10.根据热压罐构建参数、制件构建参数和模具构建参数进行三维建模,并对获得的三维模型进行网格剖分处理,得到热压罐工艺模型;
11.以热压罐工艺参数作为所述热压罐工艺模型的输入,得到初始的流体过程参数;所述流体过程参数包括速度在时间和空间上的分布、压力在时间和空间上的分布、密度在时间和空间上的分布、粘度在时间和空间上的分布及温度在时间和空间上的分布;
12.根据流体状态冻结判定参数和流体状态更新判定参数,判断所述流体过程参数是否处于冻结状态以及是否需要更新;
13.若所述流体过程参数处于冻结状态且不需要更新,则以所述流体过程参数作为待输出流体过程参数;
14.若所述流体过程参数需要更新且不处于冻结状态,则对所述流体过程参数进行更新,得到待输出流体过程参数;
15.若所述流体过程参数不处于冻结状态且不需要更新,则在处于所述流体过程参数之前的且处于冻结状态的流体过程参数和处于所述流体过程参数之后的且处于冻结状态的流体过程参数之间进行插值,得到待输出流体过程参数;
16.根据所述待输出流体过程参数计算固体过程参数;所述固体过程参数包括温度在时间和空间上的分布、压力在时间和空间上的分布及制件固化度在时间和空间上的分布;
17.判断是否达到仿真停止时间;
18.若否,则以所述待输出流体过程参数作为下一迭代的流体过程参数,返回“根据流体状态冻结判定参数和流体状态更新判定参数,判断所述流体过程参数是否处于冻结状态以及是否需要更新”的步骤。
19.一种冻结部分计算的复合材料热压罐工艺仿真系统,所述仿真系统包括交互与控制模块、流体计算模块以及固体计算模块;
20.所述交互与控制模块包括:
21.空间构型与网格剖分单元,用于接收并存储输入的热压罐构建参数、制件构建参数和模具构建参数,并根据所述热压罐构建参数、所述制件构建参数和所述模具构建参数进行三维建模,对获得的三维模型进行网格剖分处理,得到热压罐工艺模型;
22.工艺参数设置单元,用于接收并存储输入的热压罐工艺参数;
23.计算控制核心单元,用于以所述热压罐工艺参数作为所述热压罐工艺模型的输入,得到初始的流体过程参数;并判断是否达到仿真停止时间,在未达到所述仿真停止时间时,则以待输出流体过程参数作为下一迭代的流体过程参数,控制所述流体计算模块和所述固体计算模块工作;所述流体过程参数包括速度在时间和空间上的分布、压力在时间和空间上的分布、密度在时间和空间上的分布、粘度在时间和空间上的分布及温度在时间和空间上的分布;
24.所述流体计算模块用于根据流体状态冻结判定参数和流体状态更新判定参数,判
断所述流体过程参数是否处于冻结状态以及是否需要更新;若所述流体过程参数处于冻结状态且不需要更新,则以所述流体过程参数作为待输出流体过程参数;若所述流体过程参数需要更新且不处于冻结状态,则对所述流体过程参数进行更新,得到待输出流体过程参数;若所述流体过程参数不处于冻结状态且不需要更新,则在处于所述流体过程参数之前的且处于冻结状态的流体过程参数和处于所述流体过程参数之后的且处于冻结状态的流体过程参数之间进行插值,得到待输出流体过程参数;
25.所述固体计算模块用于根据所述待输出流体过程参数计算固体过程参数;所述固体过程参数包括温度在时间和空间上的分布、压力在时间和空间上的分布及制件固化度在时间和空间上的分布。
26.根据本发明提供的具体实施例,本发明公开了以下技术效果:
27.本发明用于提供一种冻结部分计算的复合材料热压罐工艺仿真系统及仿真方法,通过冻结部分流体所涉及的流动与温度的计算能够极大地减少热压罐工艺仿真中的冗余计算,高效率地得出复合材料在热压罐工艺中的温度场、压力场、固化度场。
附图说明
28.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
29.图1为本发明实施例1所提供的仿真方法的方法流程图;
30.图2为本发明实施例1所提供的仿真方法的原理图;
31.图3为本发明实施例2所提供的仿真系统的系统框图。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.本发明的目的是提供一种冻结部分计算的复合材料热压罐工艺仿真系统及仿真方法,以有限差分法或有限单元法或有限体积法为基础,模拟复合材料热压罐工艺过程中,在非均匀的热压罐工作气体流动造成的非均匀制件边界的影响下,复合材料制件/制件毛坯的温度变化与固化度增长规律,获得其在固化过程中的温度均匀性、固化均匀性及固化完成后的固化程度。在计算中,该仿真系统及仿真方法通过冻结部分流体的流动计算与温度计算,极大程度地减少了热压罐工艺仿真中的冗余计算,显著提高了计算效率,能够在不简化物理过程的前提下减少冗余计算,以提高仿真效率。
34.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
35.实施例1:
36.本实施例用于提供一种冻结部分计算的复合材料热压罐工艺仿真方法,用于模拟
热压罐工艺过程中的复合材料制件/制件毛坯温度场与固化度场的快速仿真,如图1和图2所示,所述仿真方法包括:
37.s1:根据热压罐构建参数、制件构建参数和模具构建参数进行三维建模,并对获得的三维模型进行网格剖分处理,得到热压罐工艺模型;
38.具体的,热压罐构建参数包括热压罐的罐体形状、罐体大小、工作气体的类型及其材料参数、工作气体流速、加热方式和降温方式。制件构建参数包括制件的形状、制件大小、制件厚度、预成型体铺层结构和制件所用材料的种类及其材料参数。模具构建参数包括模具的形状、模具大小、模具厚度、模具所用材料的种类及其材料参数。
39.更为具体的,工作气体的类型包括空气、氮气和氩气等。工作气体的材料参数包括材料的密度、粘度、比热容和导热系数。制件所用材料的种类包括纤维种类、树脂种类和织物类型,纤维种类包括玻璃纤维、碳纤维、芳纶纤维和玄武岩纤维等,树脂种类包括环氧树脂、酚醛树脂、氰酸酯树脂和双马树脂等,织物类型包括单向织物、平纹织物、斜纹织物、缎纹织物、穿刺织物和三维编织物等。制件所用材料的材料参数包括材料的密度、比热容、导热系数、固化放热量、固化动力学模型和纤维体积分数。模具所用材料的种类包括铁、钢、铝、铜、钛等金属材料及它们的合金,以及塑料、木材和复合材料等。模具所用材料的材料参数包括材料的密度、比热容和导热系数。
40.s1可以包括:根据热压罐构建参数、制件构建参数和模具构建参数,对热压罐工作气体所占据空间、制件、模具和其它工艺辅助材料进行三维建模,并对获得的流体与固体空间的三维模型进行网格剖分处理,获取带有节点与网格的热压罐工艺模型。
41.s2:以热压罐工艺参数作为所述热压罐工艺模型的输入,得到初始的流体过程参数;所述流体过程参数包括速度在时间和空间上的分布、压力在时间和空间上的分布、密度在时间和空间上的分布、粘度在时间和空间上的分布及温度在时间和空间上的分布;
42.具体的,热压罐工艺参数包括固化温度随时间的变化关系、固化压力随时间的变化关系、真空压力随时间的变化关系、脱模时间、脱模温度和工艺所用辅助材料及其材料参数。工艺所用辅助材料的种类包括真空袋薄膜、透气毡、脱模材料、脱模剂、离型纸、挡胶条、密封胶带和匀压板等。工艺所用辅助材料的材料参数包括材料的种类、使用方式、密度、比热容和导热系数。
43.s3:根据流体状态冻结判定参数和流体状态更新判定参数,判断所述流体过程参数是否处于冻结状态以及是否需要更新;
44.具体的,流体状态冻结判定参数包括允许流体计算冻结的最长时间、冻结时刻到当前时刻的最大温度变化值、冻结时刻到当前时刻的最大速度变化值和冻结时刻到当前时刻的最大压力变化值。流体状态更新判定参数包括允许两次流体计算更新之间的最长时间、上一次流体更新时刻到当前时刻的最大温度变化值、上一次流体更新时刻到当前时刻的最大速度变化值和上一次流体更新时刻到当前时刻的最大压力变化值。
45.基于上述流体状态冻结判定参数和流体状态更新判定参数,则s3可以包括:
46.当冻结时刻到当前时刻的时间超过允许流体计算冻结的最长时间、冻结时刻到当前时刻的温度变化值超过冻结时刻到当前时刻的最大温度变化值、冻结时刻到当前时刻的速度变化值超过冻结时刻到当前时刻的最大速度变化值、或者冻结时刻到当前时刻的压力变化值超过冻结时刻到当前时刻的最大压力变化值时,则流体过程参数不处于冻结状态;
否则,则流体过程参数处于冻结状态。
47.当上一次流体更新时刻到当前时刻的时间超过允许两次流体计算更新之间的最长时间、上一次流体更新时刻到当前时刻的温度变化值超过上一次流体更新时刻到当前时刻的最大温度变化值、上一次流体更新时刻到当前时刻的速度变化值超过上一次流体更新时刻到当前时刻的最大速度变化值、或者上一次流体更新时刻到当前时刻的压力变化值超过上一次流体更新时刻到当前时刻的最大压力变化值时,则流体过程参数需要更新;否则,则流体过程参数不需要更新。
48.在得到流体过程参数是否处于冻结状态以及是否需要更新的判断结果后,处理方式如下:
49.(1)若流体过程参数处于冻结状态且不需要更新,则直接以该流体过程参数作为待输出流体过程参数;
50.(2)若流体过程参数需要更新且不处于冻结状态,则对该流体过程参数进行更新,得到待输出流体过程参数;
51.具体的,更新方法为:根据热压罐构建参数、热压罐工艺模型和热压罐工艺参数,利用有限差分法或有限体积法或有限单元法计算得到待输出流体过程参数。
52.(3)若流体过程参数不处于冻结状态且不需要更新,则在处于流体过程参数之前的且处于冻结状态的流体过程参数和处于流体过程参数之后的且处于冻结状态的流体过程参数之间进行插值,得到待输出流体过程参数;
53.需要说明的是,本实施例的仿真过程是一个逐时间步迭代的过程,故处于流体过程参数之前是指计算时间步在本次迭代的流体过程参数对应的计算时间步之前,处于流体过程参数之后是指计算时间步在本次迭代的流体过程参数对应的计算时间步之后。
54.s4:根据所述待输出流体过程参数计算固体过程参数;所述固体过程参数包括温度在时间和空间上的分布、压力在时间和空间上的分布及制件固化度在时间和空间上的分布;
55.s4可以包括:根据热压罐构建参数、热压罐工艺模型、热压罐工艺参数和待输出流体过程参数,利用有限差分法或有限体积法或有限单元法计算固体过程参数。
56.s5:判断是否达到仿真停止时间;若否,则以所述待输出流体过程参数作为下一迭代的流体过程参数,返回“根据流体状态冻结判定参数和流体状态更新判定参数,判断所述流体过程参数是否处于冻结状态以及是否需要更新”的步骤。
57.本实施例采用有限差分法或有限单元方法或有限体积法,对复杂的复合材料制件在热压罐工艺过程中的固化过程进行模拟,能够预测制件中温度在时间和空间上的分布、压力在时间和空间上的分布及固化度在时间和空间上的分布规律。同时,通过设置流体状态冻结判定参数和流体状态更新判定参数,通过冻结部分流体所涉及的流动和非稳态温度的计算,可以显著地减少热压罐工艺仿真中的冗余流体计算,极大减少计算时间,提高仿真效率。
58.实施例2:
59.本实施例用于提供一种冻结部分计算的复合材料热压罐工艺仿真系统,其是一种利用计算机高效率预测在非均匀的热压罐工作气体流动造成的非均匀制件边界的影响下,复合材料制件/制件毛坯的温度变化与固化度增长规律的数字化系统。如图3所示,所述仿
真系统包括交互与控制模块、流体计算模块以及固体计算模块;
60.交互与控制模块用于接收输入的热压罐构建参数、制件构建参数、模具构建参数和热压罐工艺参数,控制整体计算流程并输出工艺过程参数。工艺过程参数包括流体过程参数和固体过程参数。
61.具体的,交互与控制模块可以包括:计算控制核心单元以及分别与计算控制核心单元相连接的空间构型与网格剖分单元、工艺参数设置单元和工艺过程参数输出单元。
62.空间构型与网格剖分单元,用于接收并存储输入的热压罐构建参数、制件构建参数和模具构建参数,并根据热压罐构建参数、制件构建参数和模具构建参数对热压罐工作气体所占据空间、制件、模具和其它工艺辅助材料进行三维建模,对获得的流体与固体空间的三维模型进行网格剖分处理,得到带有节点与网格的热压罐工艺模型,将该热压罐工艺模型保存为数据文件,供计算控制核心单元调用。
63.工艺参数设置单元,用于接收并存储输入的热压罐工艺参数,供计算控制核心单元调用。
64.本实施例的空间构型与网格剖分单元和工艺参数设置单元接收并存储输入的参数,供流体过程参数更新单元和固体过程参数更新单元调取,使得输入参数能够实时调整。
65.计算控制核心单元,用于控制整个计算流程,包括在流体计算模块、固体计算模块与交互与控制模块之间传递参数,以及判断确定是否结束仿真过程。具体的,计算控制核心单元用于以热压罐工艺参数作为热压罐工艺模型的输入,得到初始的流体过程参数,并将该流体过程参数传输至流体计算模块;并在流体计算模块和/或固体计算模块完成一次迭代后,判断是否达到仿真停止时间,在未达到仿真停止时间时,则以待输出流体过程参数作为下一迭代的流体过程参数,控制流体计算模块和固体计算模块继续工作。流体过程参数包括速度在时间和空间上的分布、压力在时间和空间上的分布、密度在时间和空间上的分布、粘度在时间和空间上的分布及温度在时间和空间上的分布。
66.工艺过程参数输出单元用于输出仿真过程中所得到的每一计算时间步的待输出流体过程参数和固体过程参数,并对待输出流体过程参数和固体过程参数进行格式转换,转换为易于操作人员读取的格式和/或易于通过计算机保存的格式。本实施例的工艺过程参数输出单元可将流体过程参数与固体过程参数输出至其它用途。
67.流体计算模块用于计算流体过程参数。具体的,流体计算模块用于根据流体状态冻结判定参数和流体状态更新判定参数,判断流体过程参数是否处于冻结状态以及是否需要更新;若流体过程参数处于冻结状态且不需要更新,则以流体过程参数作为待输出流体过程参数;若流体过程参数需要更新且不处于冻结状态,则对流体过程参数进行更新,得到待输出流体过程参数;若流体过程参数不处于冻结状态且不需要更新,则在处于流体过程参数之前的且处于冻结状态的流体过程参数和处于流体过程参数之后的且处于冻结状态的流体过程参数之间进行插值,得到待输出流体过程参数。
68.更为具体的,本实施例的流体计算模块包括:流体过程状态判断单元、流体过程参数更新单元、流体过程参数储存单元和流体过程参数处理与输出单元。流体过程状态判断单元与计算控制核心单元、流体过程参数更新单元和流体过程参数储存单元相连接,流体过程参数更新单元与流体过程参数储存单元相连接,流体过程参数处理与输出单元分别与计算控制核心单元、流体过程参数更新单元和流体过程参数储存单元相连接。
69.流体过程状态判断单元,用于根据流体状态冻结判定参数和流体状态更新判定参数,判断当前计算时间步的流体过程参数是否处于冻结状态以及是否需要更新,以及若当前计算时间步处于冻结状态时,判断当前计算时间步与前一计算时间步是否处于同一冻结状态。
70.流体过程参数更新单元,用于调取并根据热压罐构建参数、热压罐工艺模型和热压罐工艺参数,利用有限差分法或有限体积法或有限单元法计算当前计算时间步的待输出流体过程参数,并把待输出流体过程参数发送至流体过程参数储存单元和流体过程参数处理与输出单元。本实施例的流体过程参数更新单元基于数学计算模型与计算机技术相结合,采用有限差分法或有限体积法或有限单元法,对复合材料热压罐工艺中的工作气体流场与温度场进行模拟,能够在不进行实验的情况下获取非均匀的热压罐工作气体流动造成的非均匀速度与温度分布。
71.流体过程参数储存单元,用于储存处于冻结状态的流体过程参数,在被流体过程参数处理与输出单元调用时,将被指定的一个或多个冻结状态的流体过程参数发送至流体过程参数处理与输出单元。
72.流体过程参数处理与输出单元,用于根据流体过程状态(是指流体状态参数是否需要更新以及是否处于冻结状态)对流体过程参数进行处理:当流体过程参数处于冻结状态且不需要更新,则直接以该流体过程参数作为待输出流体过程参数,并发送至后续单元;当流体过程参数需要更新且不处于冻结状态,则调用流体过程参数更新单元对流体过程参数进行更新,得到待输出流体过程参数,并发送至后续单元;当流体过程参数不处于冻结状态且不需要更新,则调用流体过程参数储存单元获得处于当前计算时间步的流体过程参数之前的且处于冻结状态的流体过程参数和处于当前计算时间步的流体过程参数之后的且处于冻结状态的流体过程参数,计算得到待输出流体过程参数,即将该计算时间步前后两个冻结状态的流体过程参数进行插值计算,并将插值获得的待输出流体过程参数发送至后续单元。后续单元为交互与控制模块中的计算控制核心单元与固体计算模块中的固体过程参数更新单元。
73.本实施例的流体过程状态判断单元、流体过程参数更新单元与流体过程参数储存单元相结合,通过冻结部分流体所涉及的流动和非稳态温度的计算,可以显著的减少热压罐工艺仿真中的冗余流体计算,极大减少计算时间。
74.固体计算模块用于计算固体过程参数。具体的,固体计算模块用于根据待输出流体过程参数计算固体过程参数,固体过程参数包括温度在时间和空间上的分布、压力在时间和空间上的分布及制件固化度在时间和空间上的分布。
75.更为具体的,固体计算模块包括固体过程参数更新单元和固体过程参数输出单元。固体过程参数更新单元分别与流体过程参数处理与输出单元、计算控制核心单元和固体过程参数输出单元相连接,且固体过程参数输出单元还与计算控制核心单元相连接。
76.固体过程参数更新单元,用于调取并利用热压罐构建参数、热压罐工艺模型、热压罐工艺参数和待输出流体过程参数,通过有限差分法或有限体积法或有限单元法计算当前计算时间步的固体过程参数,并把固体过程参数发送至固体过程参数输出单元。本实施例的固体过程参数更新单元基于数学计算模型与计算机技术相结合,采用有限差分法或有限体积法或有限单元法,对热压罐工艺中处于非均匀气体流场中的复合材料制件进行模拟,
能够在不进行实验的情况下获取制件的固体过程参数。
77.固体过程参数输出单元,用于将固体过程参数发送至交互与控制模块中的计算控制核心单元。
78.本实施例的流体过程参数更新单元和固体过程参数更新单元基于数学计算模型与计算机技术相结合,采用有限差分法或有限单元方法或有限体积法,对复杂的复合材料制件在热压罐工艺过程中的固化过程进行模拟,能够预测制件中温度在时间和空间上的分布、压力在时间和空间上的分布及固化度在时间和空间上的分布规律。
79.本实施例的系统安装在计算机中,计算机的最低要求为cpu主频2.0ghz以上,4核或以上,内存容量8g以上,硬盘空间100g以上。借用计算机固有的运算特性,本实施例的仿真系统操作简便、模拟结果精确,通过计算机模拟能够有效地缩短研制周期、降低研制成本,提高制件质量。在已知热压罐构建参数、制件构建参数和模具构建参数的条件下,通过拾取工艺参数设置单元中的热压罐工艺参数,计算控制核心单元可以调用流体计算模块获取流体过程参数,也可以调用固体计算模块获取固体过程参数,两种过程参数通过工艺过程参数输出单元转换为易于操作人员读取的格式与易于通过计算机保存的格式,为通过热压罐工艺高质量制造复合材料制件提供基础。
80.本实施例的系统是一种适用于复合材料热压罐工艺中,利用计算机模拟高效率模拟在非均匀的热压罐工作气体流动造成的非均匀制件边界的影响下,复合材料制件/制件毛坯的温度变化与固化度增长规律的数字化系统,为了在兼顾仿真准确性的条件下解决热压罐工艺模拟的效率问题,将流场中的冗余计算冻结,极大地减少计算的消耗与低价值数据的产生。
81.实施例3:
82.通过设置流体状态冻结判定参数和流体状态更新判定参数的数值,则可在计算的任意阶段中判断某一计算时间步的流体过程参数的状态,即既可以在仿真过程计算至该计算时间步时实时进行,也可在仿真过程尚未开始,仅获取热压罐工艺参数而尚未获取任何流体过程参数与固体过程参数时进行,同时流体过程参数的更新既可以按照计算时间步的时间顺序,在计算至该计算时间步时执行,也可以在全部仿真过程尚未开始,仅获取热压罐工艺参数而尚未获取固体过程参数时进行,此时,可在仿真过程之初就获取全部冻结状态的流体过程参数。那么,本实施例会包括两种仿真过程,一是:在仿真过程计算至该计算时间步时实时进行状态判断和流体过程参数更新,则判断结果仅包括流体状态参数属于冻结状态且不需要更新和需要更新且不处于冻结状态;二是在全部仿真过程尚未开始前先进行流体状态参数并进行状态判断,则判断结果仅包括流体状态参数属于冻结状态且不需要更新和既不处于冻结状态也不需要更新,冻结状态的流体状态参数在仿真过程之初就通过计算获取。
83.第一种仿真过程具体如下:
84.第一步:在空间构型与网格剖分单元中拾取典型复合材料热压罐工艺三维构件,图形化软件中可创建出热压罐工作气体所占据空间、制件及模具二维截面示意图,便于观察,软件中可获得带有网格的流体与固体模型,显示屏上会有彩色三维图片显示,并将带有网格的流体与固体模型保存为数据文件。将三维的热压罐工作气体所占据空间、制件及模具(即三维流体空间或固体空间)剖成由有限个网格构成的三维空间,以便后期遍历各网格
中的数据,并将带网格的三维空间存储为热压罐工艺模型,供计算调取。
85.第二步:在空间构型与网格剖分单元中,输入热压罐构建参数中工艺所用辅助材料及其材料参数,辅助材料类型为真空袋薄膜、透气毡、脱模材料、挡胶条、密封胶带,材料参数为材料的种类、使用方式、密度、比热容、导热系数。
86.第三步:在空间构型与网格剖分单元中,输入制件构建参数中制件所用材料种类及其材料参数,制件所用材料的种类为碳纤维、环氧树脂、单向织物,材料参数为材料的密度、比热容、导热系数、固化放热量、固化动力学模型、纤维体积分数。
87.第四步:在空间构型与网格剖分单元中,输入模具构建参数中模具所用材料种类及其材料参数,模具所用材料的种类为殷瓦钢,材料参数为材料的密度、比热容、导热系数。
88.第五步:在工艺参数设置单元中提取热压罐工艺参数,工艺参数为80℃保温30min,120℃保温120min,升温速率1.5℃/min,降温速率1.5℃/min,真空压力为-0.1mpa,80℃保温30min后施加固化压力0.5mpa。
89.第六步:利用计算控制核心单元判断模拟时间是否满足t≥30000s,若不满足,继续计算,若满足,停止计算。每一次判断都可以利用工艺过程参数输出单元输出当前和之前计算时间步的工艺过程参数。
90.第七步:利用流体过程状态判断单元判断当前时间步的流体过程参数的状态,若当前时间步的状态为需要更新流体过程参数且不处于冻结状态时,跳转至第八步;若当前时间步的状态为流体过程参数处于冻结状态且不需要更新时,跳转至第九步;
91.第八步:利用流体过程参数更新单元读取第一步至第五步中的热压罐工艺模型与材料种类和材料参数,根据有限体积法求解流体区域内速度在空间上的分布、压力在空间上的分布、密度在空间上的分布、粘度在空间上的分布及温度在空间上的分布,并将相关数据储存至流体过程参数储存单元及发送至流体过程参数处理与输出单元,并跳转至第十步。
92.第九步:利用流体过程参数储存单元提取当前计算时间步处于冻结状态下的速度在空间上的分布、压力在空间上的分布、密度在空间上的分布、粘度在空间上的分布及温度在空间上的分布,将相关数据发送至流体过程参数处理与输出单元,并跳转至第十步。
93.第十步:流体过程参数处理与输出单元直接将流体过程参数输出至固体过程参数更新单元,并跳转至第十一步。
94.第十一步:固体过程参数更新单元读取第一步至第五步中的热压罐工艺模型与材料种类和材料参数,根据第十步传递至固体过程参数更新单元的流体过程参数,利用有限元法,求解固体区域的温度在空间上的分布、压力在空间上的分布及制件的固化度在空间上的分布。
95.第十二步:利用固体过程参数输出单元将固体参数输出至计算控制核心单元,并跳转至第六步。
96.第二种仿真过程具体如下:
97.第一步:在空间构型与网格剖分单元中拾取典型复合材料热压罐工艺三维构件。图形化软件中可创建出热压罐工作气体所占据空间、制件及模具二维截面示意图,便于观察,软件中可获得带有网格的流体与固体模型,显示屏上会有彩色三维图片显示,并将带有网格的流体与固体模型保存为数据文件。将三维的热压罐工作气体所占据空间、制件及模
具(即三维流体空间或固体空间)剖成由有限个网格构成的三维空间,以便后期遍历各网格中的数据,并将带网格的三维空间作存储为热压罐工艺模型,供计算调取。
98.第二步:在空间构型与网格剖分单元中,输入热压罐构建参数中工艺所用辅助材料及其材料参数,辅助材料类型为真空袋薄膜、透气毡、脱模材料、挡胶条、密封胶带,材料参数为材料的种类、使用方式、密度、比热容、导热系数。
99.第三步:在空间构型与网格剖分单元中,输入制件构建参数中制件所用材料种类及其材料参数,制件所用材料的种类为碳纤维、环氧树脂、单向织物,材料参数为材料的密度、比热容、导热系数、固化放热量、固化动力学模型、纤维体积分数。
100.第四步:在空间构型与网格剖分单元中,输入模具构建参数中模具所用材料种类及其材料参数,模具所用材料的种类为殷瓦钢,材料参数为材料的密度、比热容、导热系数。
101.第五步:在工艺参数设置单元中提取热压罐工艺参数,工艺参数为80℃保温30min,120℃保温120min,升温速率1.5℃/min,降温速率1.5℃/min,真空压力为-0.1mpa,80℃保温30min后施加固化压力0.5mpa。
102.第六步:对流体过程参数进行迭代更新,在仿真过程之初就获取全部冻结状态的流体过程参数。利用计算控制核心单元判断模拟时间是否满足t≥30000s,若不满足,跳转至第七步,若满足,跳转至第九步。
103.第七步:利用流体过程状态判断单元判断当前时间步的流体过程参数的状态,若当前时间步的状态为冻结状态且该冻结状态的流体过程参数不存在时,跳转至第八步;若当前时间步的流体过程参数为冻结状态但该冻结状态的流体过程参数存在时,跳转至第六步;若当前时间步的流体过程参数为非冻结状态且不需要更新时,跳转至第六步。
104.第八步:利用流体过程参数更新单元读取第一步至第五步中的热压罐工艺模型与材料种类和材料参数,根据有限体积法求解流体区域内速度在空间上的分布、压力在空间上的分布、密度在空间上的分布、粘度在空间上的分布及温度在空间上的分布,并将相关数据储存至流体过程参数储存单元,并跳转至第六步。
105.第九步:对固体过程参数进行迭代更新。利用计算控制核心单元判断模拟时间是否满足t≥30000s,若不满足,跳转至第十步,若满足,停止计算。每一次时间判断都可以利用工艺过程参数输出单元输出当前和之前计算时间步的工艺过程参数。
106.第十步:利用流体过程状态判断单元判断当前时间步的流体过程参数的状态,若当前时间步的状态为冻结状态且不需要更新时,跳转至第十一步;若当前时间步的流体过程参数为非冻结状态且不需要更新时,跳转至第十三步。
107.第十一步:流体过程参数储存单元提取当前计算时间步处于冻结状态下的速度在空间上的分布、压力在空间上的分布、密度在空间上的分布、粘度在空间上的分布及温度在空间上的分布,将相关数据发送至流体过程参数处理与输出单元,并跳转至第十二步。
108.第十二步:流体过程参数处理与输出单元直接将流体过程参数输出至固体过程参数更新单元,并跳转至第十五步。
109.第十三步:流体过程参数储存单元提取当前计算时间步在时间上前后两个冻结状态下的速度在空间上的分布、压力在空间上的分布、密度在空间上的分布、粘度在空间上的分布及温度在空间上的分布,将相关数据发送至流体过程参数处理与输出单元,并跳转至第十四步。
110.第十四步:流体过程参数处理与输出单元按照时间,将当前计算时间步在时间上前后两个冻结状态下的速度在空间上的分布、压力在空间上的分布、密度在空间上的分布、粘度在空间上的分布、及温度在空间上的分布线性插值至当前计算时间步,将插值得到的流体过程参数输出至固体过程参数更新单元,并跳转至第十五步。
111.第十五步:固体过程参数更新单元读取第一步至第五步中的热压罐工艺模型与材料种类和材料参数,根据第十二步或第十四步传递至固体过程参数更新单元的流体过程参数,利用有限元法,求解固体区域的温度在空间上的分布、压力在空间上的分布及制件的固化度在空间上的分布。
112.第十六步:利用固体过程参数输出单元将固体参数输出至计算控制核心单元,并跳转至第九步。
113.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的系统而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
114.本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1