一种砂轮气孔率测定方法
1.本发明涉及砂轮气孔率识别技术领域,具体为一种砂轮气孔率测定方法。
背景技术:
2.单晶硅拥有很好的力学和电学性能,是集成电路制造的一种重要半导体材料。磨削加工是其重要的加工方法,硅片表面和亚表面加工质量的好坏会直接影响后续的抛光工序。为了提高磨削加工后硅片的表面和亚表面质量,提高金刚石砂轮的粒度是直接且有效的方法之一。随着金刚石砂轮粒度的增加,硅片磨削加工后的表面质量明显提高,加工后的损伤也明显减小;但随着磨粒粒径的减小,在磨削加工中易出现烧伤砂轮、砂轮堵塞以及硅片烧伤等现象。由于硅片的超精密磨削中对硅片的质量要求越来越高,气孔在磨削中起到的散热和容纳磨屑作用被广泛关注。特别是在精密磨削中,当使用的砂轮磨粒越小,砂轮越容易被堵塞,造成磨削区温度过高,此时砂轮的容屑和散热作用更加重要。目前砂轮气孔率的测量方法多数采用排水称重的方法,操作十分繁琐,不易于实现砂轮气孔率的快速检测。
技术实现要素:
3.本发明的目的在于提供一种砂轮气孔率测定方法,一种高精度、高效、低成本的砂轮气孔率识别方法,利用光学处理以及软件的结合,实现,解决传统检测方法存在的检测时步骤繁琐、检测效率低和成本高的缺点。
4.为实现上述目的,本发明提供如下技术方案:一种砂轮气孔率测定方法,按照以下步骤完成:
5.1)砂轮样块表面处理:由于砂轮样块的组成成分属于不同的导电材料,首先利用离子镀膜剂对砂轮样块表面进行喷金处理,将处理后的砂轮样块放到扫描电子显微镜的载物台上;
6.2)砂轮样块表面进行拍照:利用扫描电子显微镜对工件接触的砂轮表面进行拍照,砂轮表面气孔测量时,高能电子束经过两个电磁透镜被聚焦成直径微小的光点,在透过最后一级带有扫描线圈的电磁透镜后,电子束以光栅状扫描的方式逐点轰击到样品表面,同时激发出不同深度的电子信号;电子信号会被样品上方不同的信号接收器的探头接收,通过放大器同步传送到电脑显示屏,形成实时成像记录,通过对这些信息的接收、放大和显示成像,获得测试样件表面形貌的观察,调整电镜镜头的高度,调整砂轮表面与镜头的距离大于10mm,关闭样品室门,将样品室抽真空,等到扫描电子显微镜主机面板上的evac按钮停止闪烁后,真空度达到要求,点击ht开高压观察图像;
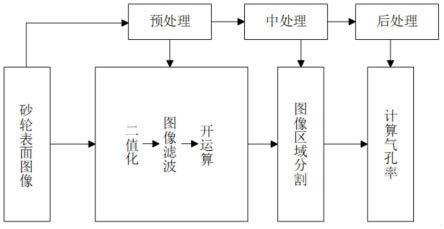
7.3)对砂轮表面的气孔隙率进行分析:通过软件手动调整好砂轮的位置并进行对焦,然后对砂轮表面气孔进行测量,首先将扫描电子显微镜拍摄的原始砂轮表面形貌导图到matlab软件中,然后进行二值化、图像滤波、开运算、图像区域分割的数字化图像处理技术,利用matlab软件编程实现砂轮表面的气孔隙率进行分析;
8.4)砂轮表面气孔率的验证:验证图像识别计算的砂轮表面气孔率时,采用实际测
量气孔面积的方法检测,利用auto cad软件将近似与圆形的气孔用圆来拟合,将不规则形状部分,利用多线段标记,利用软件自带的计算闭区域面积的方法测量出气孔的面积,进而求得砂轮表面的气孔率,由于气孔壁上小气孔难以统计计算,在砂轮的磨削过程中微小的气孔起到的作用也可以忽略,所以在实际测量砂轮表面气孔率时将直径小于90微米的小气孔忽略不计。
9.所述数字化图像处理分为三个阶段:图像预处理、图像中处理和图像后处理;
10.1)图像预处理:砂轮表面图像的前处理
11.图像预处理包括:二值化、图像滤波和开运算;
12.(a)图像的二值化
13.扫描电子显微镜拍摄的砂轮表面图像进行灰度图像处理,灰度图像通常由一个数组来描述,其本质就是一个数据矩阵,数据矩阵中的元素分别表示图像中的像素,该值是颜色的灰度值,通常0代表黑色,255代表白色,0到255中间的表示图像的灰度,图像的二值化是图像处理中的一个基本的处理方法,经过图像的二值化将图像f(x,y)分成目标物体和背景两个区域,通常非零取一、固定阈值、双固定阈值方法,使灰度图变成黑白二值图像,将需要的目标部分从复杂的图像中区分出来,阈值处理就是先指定或通过算法生成一个阈值,如果图像中某个像素的灰度值小于该阈值,则将该像素的灰度值设置为0,如果某个像素的灰度值大于该阈值,则将该像素的灰度值设置为255,从而对灰度图像实现到二值化的变换,阈值化的变换函数表达式如下:
[0014][0015]
此表达式中,t为指定的阈值,阈值t就像一个界限,比它大就是白色,比他小就是黑色,经过阈值变换函数处理后的图像就会变成一副黑白二值,砂轮表面形貌图利用图像处理技术的二值化处理变成黑白图像,从二值化的黑白图像看出砂轮工作表面的上的气孔与气孔壁的基本区分开,但是气孔中还存在很多孤立的小点,影响图像识别的质量;在此外气孔还存在很多微小的气孔,这些微小的气孔的存在也对图像识别的质量造成了一定的影响,因此二值化后的黑白图像还需进一步的处理;
[0016]
(b)图像的滤波
[0017]
在使用扫描电子显微镜获取砂轮表面图像时,由于图像的形成、传输和处理的过程中,图像不能避免受到外部干扰和内部干扰,如光电转换过程中的敏感元件的灵敏度会受到影响、数字处理过程的量化噪音、图像传输过程中的误差以及人为会造成的误差因素,都会存在一定的噪音,噪音会导致图像出现一些离散的、随机的和孤立的像素点,图像噪音的存在,会影响图像的质量,使图像变得模糊,特征变得不明显,给图像处理过程带来很大的麻烦,所以,去除图像的噪音、突显图像的特征信息来增强对图像的识别能力是图像处理中的一项重要内容,均值滤波和中值滤波是使图像平滑去除图像噪音的常用方法,均值滤波是用一个有奇数点的滑动窗口在图像上滑动,窗口中心点所对应像素的灰度值用窗口内在取均值过程中,如果窗口规定了各个像素点所占的权重,也就是各个像素点的系数,则称为加权均值滤波,在图像处理中,假定f(x,y)是没有经过均值滤波器处理过的图像,经过均值滤波器处理后得到的图像为g(x,y),g(x,y)由下面公式决定:
[0018][0019]
b表示邻域点的集合,l为b中像素点的总数,根据以上公式可以得到最简单的3x3均值滤波器,其模板为:
[0020][0021]
中值滤波法在图像处理中应用也很广泛,图像经过中值滤波处理消除噪音还可以保持图像原有的细节,有效地预防图像边缘处变得模糊,中值滤波属于一种非线性滤波,采用一个奇数点的滑动窗口,对窗口内像素点根据灰度值重新进行排序,取所有排序的中间值作为原窗口中心点像素的灰度值,设没有进行中值滤波的图像为f
st
,中值滤波处理后的图像为g
st
,则中值滤波的运算公式如下:
[0022]gst
=meda{f
st
}
[0023]
其中,a为滑动窗口,f
st
为原图像的二维数据序列,
[0024]
由于中值滤波的图像处理方法是以牺牲图像质量为代价去换取去除噪音的能力,会导致图像变得模糊,而中值滤波的图像处理方法速度块、运算简单容易实现,既可以保护图像的细节信息,还可以滤除图像中的噪音,因此本文选择中值滤波滤除图像中的噪音,
[0025]
经过两次中值滤波处理后,二值化图像中的一些离散的、随机的和孤立的像素点大部分被去除,滤波后的图像气孔内还有一部分独立的像素存在,因此图像还需要进一步处理;
[0026]
(c)开运算
[0027]
图像处理算法使用的就是形态学开运算,形态学开运算是先对图像进行腐蚀运算,然后再对图像进行膨胀运算,腐蚀是数字图像形态学的基本算法,腐蚀的作用就是消除物体的边界点,使边界向内部收缩,可以把小于结构元素的物体去除,这样就可以选取大小不同的结构元素来去除大小不同的物体,如过两个物体间有细小的连通,通过腐蚀可将两个物体分开,腐蚀运算的符号是腐蚀的数学表达式如下:
[0028][0029]
表达式中,x表示用来进行腐蚀运算的结构元素,结构元素既滑动的窗口,a表示原图像的像素集合;s表示图像腐蚀处理后的二值图像集合,公式中的含义是利用结构元素x来腐蚀a得到集合s,a为被处理的图像,x为结构元素,x中黑色点的中心为中心点,也是当前正在处理的元素位置,腐蚀运算是利用x的中心点和原图像a的像素点逐个比较,若x的所有黑点都在a的黑点范围,则该点被保留,否则该点会被去除,s为腐蚀运算后的结果,从s中看出剩余的点还在原来a的黑点范围内,但是比a包含的的点要少,像原图像a被腐蚀掉了一层,通过腐蚀运算达到了使得物体的边界向内部收缩的作用;
[0030]
在图像的形态学中膨胀时另外一个基本的运算,腐蚀与膨胀在形态学处理中起到的作用正好相反,通过膨胀使二值图像边界向外进行扩充,此外,若两个物体之间的距离很近,通过膨胀运算还可以将两个物体连通到一起,所以膨胀运算还可以填充物体中的空洞,膨胀的运算符为膨胀的数学表达式为
[0031][0032]
表达式中,x表示用来进行膨胀运算的结构元素,结构元素既滑动的窗口,a表示原图像的像素集合,w表示图像膨胀处理后的二值图像集合,公式中的含义是利用结构元素x来膨胀a得到集合w,s为被膨胀运算的原始图像,对应公式中的a,x为结构元素,x中黑色点的中心为中心点,也是当前正在处理的元素位置,膨胀运算是利用x的中心点和原图像s的像素点逐个比较,若x中任何一个点可以落到s的范围内,则该点就为黑点,图像w是膨胀运算后的结果,从图中可以看出,就像图像s向外膨胀了一圈一样,通过膨胀运算达到物体边界向外扩张的效果,腐蚀和膨胀的组合运算组成了图像处理中的开运算,本文用到的图像处理算法使用的就是形态学开运算,砂轮滤波后的表面图像经过开运算后,小于设置结构元素的比较小的孤立的小点、毛刺以及比较小的物体会被去除,此外对物体面积的改变影响不大,较大物体的边界也进行了平滑处理;
[0033]
2)图像中处理:图像区域分割
[0034]
采用bwlabel算法对预处理后的图像进行图像区域分割,首先该算法会一行行的筛选,寻找该行的连通区域,记作r区域,并且记录此区域的起止位置和行号,继续筛选下一行,查看当前行的r区域是否与上一行的连通,若不连通则给标新号,若与一个连通则将号替换成上一行的连通区域的编号,若与多个连通则都换成同一编号,采用此算法将我们感兴趣的黑色区域全部标记,然后计算出标记区域的总像素点数,砂轮表面开运算后的图黑色区域为砂轮工作面气孔的部分,此部分为图像识别的目标,通过此算法可以将砂轮气孔所占的总像素点数快速计算出,从而将目标区域转换为数字特征;
[0035]
3)图像后处理:砂轮表面气孔率的计算
[0036]
计算砂轮气孔率时,根据图像区域分割的结果,分别计算图像中气孔的像素数和总的像素数,再根据像素点数与面积和长度的关系计算细粒度砂轮表面气孔率,砂轮表面气孔面积计算的表达式如下:
[0037][0038]
表达式中s
气
为黑色区域既砂轮气孔的面积,b为图像的实际长度,w为图像的实际宽度,p
气
为砂轮气孔所占的像素点数,p
总
为图像的总像素点数。图像的实际长度b与宽度w,可以借助比例尺长度所占的像素点数的关系计算。砂轮表面的气孔率k的计算表达式如下:
[0039][0040]
表达中k为砂轮表面气孔率,s
气
为砂轮气孔的面积,s
总
为图像的总面积。
[0041]
所述扫描电子显微镜采用的是日本电子jsm-6360lv扫描电子显微镜。
[0042]
与现有技术相比,本发明的有益效果是:本发明具有成本低、结构简单、使用方便的特点,同时利用光学处理以及软件的结合,简化了检测时步骤繁琐,提高了检测效率,可以准确快速的测量砂轮表面气孔率,避免了浪费检测时间。
附图说明
[0043]
图1为本发明的砂轮表面图像处理流程示意图;
[0044]
图2固定阈值法示意图;
[0045]
图3为砂轮表面原始示意图;
[0046]
图4为砂轮表面二值化后示意图;
[0047]
图5为图像滤波后示意图;
[0048]
图6开运算后示意图;
[0049]
图7为开运算过程示意图;
[0050]
图8标记砂轮的气孔示意图;
[0051]
图9砂轮未磨损时表面5个位置的气孔率的示意图;
[0052]
图10砂轮磨削后表面5个位置的气孔率示意图。
具体实施方式
[0053]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0054]
请参阅图1-8,本发明提供一种技术方案:一种砂轮气孔率测定方法,按照以下步骤完成:
[0055]
1)砂轮样块表面处理:由于砂轮样块的组成成分属于不同的导电材料,首先利用离子镀膜剂对砂轮样块表面进行喷金处理,将处理后的砂轮样块放到扫描电子显微镜的载物台上;
[0056]
2)砂轮样块表面进行拍照:利用扫描电子显微镜对工件接触的砂轮表面进行拍照,砂轮表面气孔测量时,根据扫描电子显微镜的工作原理可知,它是利用扫描电子显微镜电子枪发射出的电子束经过聚焦在样品上形成点光源,点光源在加速电压下形成高能电子束;高能电子束经过两个电磁透镜被聚焦成直径微小的光点,在透过最后一级带有扫描线圈的电磁透镜后,电子束以光栅状扫描的方式逐点轰击到样品表面,同时激发出不同深度的电子信号;电子信号会被样品上方不同的信号接收器的探头接收,通过放大器同步传送到电脑显示屏,形成实时成像记录,通过对这些信息的接收、放大和显示成像,获得测试样件表面形貌的观察,调整电镜镜头的高度,调整砂轮表面与镜头的距离大于10mm,关闭样品室门,将样品室抽真空,等到扫描电子显微镜主机面板上的evac按钮停止闪烁后,真空度达到要求,点击ht开高压观察图像;
[0057]
3)对砂轮表面的气孔隙率进行分析:通过软件手动调整好砂轮的位置并进行对焦,然后对砂轮表面气孔进行测量,首先将扫描电子显微镜拍摄的原始砂轮表面形貌导图到matlab软件中,然后进行二值化、图像滤波、开运算、图像区域分割的数字化图像处理技术,利用matlab软件编程实现砂轮表面的气孔隙率进行分析;用到的算法程序在matlab软件中基于matlab语言编写,对扫描电子显微镜拍摄的砂轮表面气孔识别和提取,获取砂轮表面气孔的特征信息,如流程图1所示;
[0058]
4)砂轮表面气孔率的验证:砂轮表面的气孔大部分都近似于圆形,少部分呈现不规则形状,在大气孔之间的气孔壁上还分布着一些大小不一的小气孔,砂轮的表面气孔分布十分复杂,在验证图像识别计算的砂轮表面气孔率时,采用实际测量气孔面积的方法检
测,利用auto cad软件将近似与圆形的气孔用圆来拟合,将不规则形状部分,利用多线段标记,如图8所示,利用软件自带的计算闭区域面积的方法测量出气孔的面积,进而求得砂轮表面的气孔率,由于气孔壁上小气孔难以统计计算,在砂轮的磨削过程中微小的气孔起到的作用也可以忽略,所以在实际测量砂轮表面气孔率时将直径小于90微米的小气孔忽略不计。
[0059]
上述数字化图像处理分为三个阶段:图像预处理、图像中处理和图像后处理;
[0060]
图像预处理主要利用图像处理的灰度化、二值化、图像滤波、开运算、图像区域分割方法去除原始图像中一些不相关的信息,加强相关信息的可处理性,尽最大可能地去简化数据,为后续图像的分割以及图像的后处理奠定基础;图像分割的目的是将图像划分为互不相通的区域,每个区域满足某种相似性准则,图像分割是图像处理中一个非常重要的环节,图像的后处理是通过图像分割提取的区域信息进行下一步的数学处理,来获得所需要的信息,在本课题中,图像处理的目的是获得砂轮表面气孔的面积以及气孔面积占总面积的百分比;
[0061]
1)图像预处理:砂轮表面图像的前处理
[0062]
在图像处理分析中,图像识别算法的准确性和精度与图像的质量有着直接关系,图像的预处理对后面获取砂轮表面的孔隙率提供了基础,图像预处理包括:二值化、图像滤波和开运算;
[0063]
(a)图像的二值化
[0064]
matlab图像处理有4种基本的图像类型:rgb图像、索引图像、灰度图像和二值图像,扫描电子显微镜拍摄的砂轮表面图像进行灰度图像处理,灰度图像通常由一个数组来描述,其本质就是一个数据矩阵,数据矩阵中的元素分别表示图像中的像素,该值是颜色的灰度值,通常0代表黑色,255代表白色,0到255中间的表示图像的灰度,图像的二值化是图像处理中的一个基本的处理方法,经过图像的二值化将图像f(x,y)分成目标物体和背景两个区域,通常非零取一、固定阈值、双固定阈值方法,使灰度图变成黑白二值图像,将需要的目标部分从复杂的图像中区分出来,阈值处理就是先指定或通过算法生成一个阈值,如果图像中某个像素的灰度值小于该阈值,则将该像素的灰度值设置为0,如果某个像素的灰度值大于该阈值,则将该像素的灰度值设置为255,从而对灰度图像实现到二值化的变换,如图2所示,阈值化的变换函数表达式如下:
[0065][0066]
此表达式中,t为指定的阈值,阈值t就像一个界限,比它大就是白色,比他小就是黑色,经过阈值变换函数处理后的图像就会变成一副黑白二值图,图4a为砂轮表面形貌的原始图,利用图像处理技术的二值化处理,变成如图4b所示的黑白图像,
[0067]
从二值化的黑白图看出砂轮工作表面的上的气孔与气孔壁的基本区分开,但是气孔中还存在很多孤立的小点,影响图像识别的质量;在此外气孔还存在很多微小的气孔,这些微小的气孔的存在也对图像识别的质量造成了一定的影响,因此二值化后的黑白图像还需进一步的处理;
[0068]
(b)图像的滤波
[0069]
在使用扫描电子显微镜获取砂轮表面图像时,由于图像的形成、传输和处理的过
程中,图像不能避免受到外部干扰和内部干扰,如光电转换过程中的敏感元件的灵敏度会受到影响、数字处理过程的量化噪音、图像传输过程中的误差以及人为会造成的误差因素,都会存在一定的噪音,噪音会导致图像出现一些离散的、随机的和孤立的像素点,图像噪音的存在,会影响图像的质量,使图像变得模糊,特征变得不明显,给图像处理过程带来很大的麻烦,所以,去除图像的噪音、突显图像的特征信息来增强对图像的识别能力是图像处理中的一项重要内容,均值滤波和中值滤波是使图像平滑去除图像噪音的常用方法,均值滤波是用一个有奇数点的滑动窗口在图像上滑动,窗口中心点所对应像素的灰度值用窗口内在取均值过程中,如果窗口规定了各个像素点所占的权重,也就是各个像素点的系数,则称为加权均值滤波,在图像处理中,假定f(x,y)是没有经过均值滤波器处理过的图像,经过均值滤波器处理后得到的图像为g(x,y),g(x,y)由下面公式决定:
[0070][0071]
b表示邻域点的集合,l为b中像素点的总数,根据以上公式可以得到最简单的3x3均值滤波器,其模板为:
[0072][0073]
中值滤波法在图像处理中应用也很广泛,图像经过中值滤波处理消除噪音还可以保持图像原有的细节,有效地预防图像边缘处变得模糊,中值滤波属于一种非线性滤波,采用一个奇数点的滑动窗口,对窗口内像素点根据灰度值重新进行排序,取所有排序的中间值作为原窗口中心点像素的灰度值,设没有进行中值滤波的图像为f
st
,中值滤波处理后的图像为g
st
,则中值滤波的运算公式如下:
[0074]gst
=meda{f
st
}
[0075]
其中,a为滑动窗口,f
st
为原图像的二维数据序列,
[0076]
由于中值滤波的图像处理方法是以牺牲图像质量为代价去换取去除噪音的能力,会导致图像变得模糊,而中值滤波的图像处理方法速度块、运算简单容易实现,既可以保护图像的细节信息,还可以滤除图像中的噪音,因此本文选择中值滤波滤除图像中的噪音,
[0077]
经过两次中值滤波处理后的砂轮表面图像如图5所示,从图5中可以看出分布在图4二值化图像大气孔中的一些离散的、随机的和孤立的像素点一大部分被去除,滤波后的图像气孔内还有一部分独立的像素存在,因此图像还需要进一步处理;
[0078]
(c)开运算
[0079]
图像形态学处理被广泛应用于数字图像处理,腐蚀和膨胀的图像形态学处理的两种基本运算,从而引出开运算、闭运算、击中、细化和粗化常用的形态学运算,利用上述形态学运算以及它们的相关运算可以对图像进行图像滤波、图像增强和特征提取方面的分析,图像处理算法使用的就是形态学开运算,形态学开运算是先对图像进行腐蚀运算,然后再对图像进行膨胀运算,腐蚀是数字图像形态学的基本算法,腐蚀的作用就是消除物体的边界点,使边界向内部收缩,可以把小于结构元素的物体去除,这样就可以选取大小不同的结构元素来去除大小不同的物体,如过两个物体间有细小的连通,通过腐蚀可将两个物体分开,腐蚀运算的符号是腐蚀的数学表达式如下:
[0080][0081]
表达式中,x表示用来进行腐蚀运算的结构元素,结构元素既滑动的窗口,a表示原图像的像素集合;s表示图像腐蚀处理后的二值图像集合,公式中的含义是利用结构元素x来腐蚀a得到集合s,
[0082]
图7开运算示意图中,a为被处理的图像,x为结构元素,x中黑色点的中心为中心点,也是当前正在处理的元素位置,腐蚀运算是利用x的中心点和原图像a的像素点逐个比较,若x的所有点(针对黑点)都在a的黑点范围,则该点被保留,否则该点会被去除,s为腐蚀运算后的结果,从s中看出剩余的点还在原来a的黑点范围内,但是比a包含的的点要少,像原图像a被腐蚀掉了一层,通过腐蚀运算达到了使得物体的边界向内部收缩的作用;
[0083]
在图像的形态学中膨胀时另外一个基本的运算,腐蚀与膨胀在形态学处理中起到的作用正好相反,通过膨胀使二值图像边界向外进行扩充,此外,若两个物体之间的距离很近,通过膨胀运算还可以将两个物体连通到一起,所以膨胀运算还可以填充物体中的空洞,膨胀的运算符为膨胀的数学表达式为
[0084][0085]
表达式中,x表示用来进行膨胀运算的结构元素,结构元素既滑动的窗口,a表示原图像的像素集合,w表示图像膨胀处理后的二值图像集合,公式中的含义是利用结构元素x来膨胀a得到集合w:
[0086]
图7开运算示意图中,s为被膨胀运算的原始图像(二值图像,针对黑点),对应公式中的a,x为结构元素,x中黑色点的中心为中心点,也是当前正在处理的元素位置,膨胀运算是利用x的中心点和原图像s的像素点逐个比较,若x中任何一个点可以落到s的范围内,则该点就为黑点,图像w是膨胀运算后的结果,从图中可以看出,就像图像s向外膨胀了一圈一样,通过膨胀运算达到物体边界向外扩张的效果,腐蚀和膨胀的组合运算组成了图像处理中的开运算,本文用到的图像处理算法使用的就是形态学开运算,砂轮滤波后的表面图像经过开运算后,小于设置结构元素的比较小的孤立的小点、毛刺以及比较小的物体会被去除,例如图5中所示的比较小的部分,图6为开运算处理后的图像,可以看出图5滤波处理后的图像中气孔里面存在一写孤立的小点以及在边界的连接处存在毛刺和小点被去除,较大物体的边界也进行了平滑处理;
[0087]
2)图像中处理:图像区域分割
[0088]
采用bwlabel算法对预处理后的图像进行图像区域分割,首先该算法会一行行的筛选,寻找该行的连通区域,记作r区域,并且记录此区域的起止位置和行号,继续筛选下一行,查看当前行的r区域是否与上一行的连通,若不连通则给标新号,若与一个连通则将号替换成上一行的连通区域的编号,若与多个连通则都换成同一编号,采用此算法将我们感兴趣的黑色区域全部标记,然后计算出标记区域的总像素点数,砂轮表面开运算后的图黑色区域为砂轮工作面气孔的部分,此部分为图像识别的目标,通过此算法可以将砂轮气孔所占的总像素点数快速计算出,从而将目标区域转换为数字特征;
[0089]
3)图像后处理:砂轮表面气孔率的计算
[0090]
计算砂轮气孔率时,根据图像区域分割的结果,分别计算图像中气孔的像素数和总的像素数,再根据像素点数与面积和长度的关系计算细粒度砂轮表面气孔率,砂轮表面
气孔面积计算的表达式如下:
[0091][0092]
表达式中s
气
为黑色区域既砂轮气孔的面积,b为图像的实际长度,w为图像的实际宽度,p
气
为砂轮气孔所占的像素点数,p
总
为图像的总像素点数。图像的实际长度b与宽度w,可以借助比例尺长度所占的像素点数的关系计算。砂轮表面的气孔率k的计算表达式如下:
[0093][0094]
表达中k为砂轮表面气孔率,s
气
为砂轮气孔的面积,s
总
为图像的总面积。
[0095]
上述扫描电子显微镜采用的是日本电子jsm-6360lv扫描电子显微镜。
[0096]
实施例一
[0097]
在验证图像识别计算的砂轮气孔率时,从图8中可以看出砂轮表面的气孔大部分都近似于圆形,少部分呈现近似椭圆形状;在大气孔之间的气孔壁上还分布着一些大小不一的小气孔,砂轮的表面气孔分布十分复杂,在验证图像识别计算的砂轮表面气孔率时,可以采用直接测量气孔面积的方法检测,利用auto cad软件将近似与圆形的气孔用圆来拟合,将近似椭圆形状部分利用多线段标记,如图8红色标记处所示,利用软件自带的计算闭区域面积的方法测量出气孔的面积,进而求得砂轮表面的气孔率,由于气孔壁上小气孔难以统计计算;在砂轮的磨削过程中微小的气孔起到的作用也可以忽略;所以在实际测量砂轮表面气孔率时将直径小于90微米的小气孔忽略不计。
[0098]
为了验证图像识别法计算砂轮表面气孔率的准确性,对砂轮两个表面五个位置气孔分别进行图像处理法计算和直接测量计算。第一个表面为砂轮未磨削加工前的表面;第二个表面为砂轮磨削硅片后的表面,由于磨削后的砂轮表面气孔中会有残留的磨屑,所以在对磨削后的砂轮表面进行扫描电子显微镜拍摄时,先用软毛刷将砂轮表面气孔的磨屑清理干净再进行拍摄。
[0099]
从图9中可以看出图像识别法计算的气孔率与实际测量的气孔率比较接近。图像识别法计算的气孔率最小值为68.3%,最大值为72.1%,平均气孔率为70.2%。实际测量计算的气孔率最小值为66.2%,最大值为70.88%,平均气孔率为68.3%。图像2、3、5图像识别法与实际测量的气孔率非常接近,图像1、4图像识别法与实际测量的气孔率偏差略大,误差分别为2.7%和2.9%。图像1和图像4的图像识别法测量的气孔率比实际测量的要大,分析其原因分析原因为砂轮该部分气孔壁上的小气孔比较多,在图像识别的过程中气孔壁上的小气孔被识别,从而增大了气孔率。
[0100]
从图10整体来看,磨削后砂轮的气孔率比磨削前砂轮的气孔率略低,图像处理方法计算的气孔率最大值为70.3%,最小值为66.7%,平均气孔率为68.2%;实际测量计算的气孔率最大值为67.9%,最小值为65.1%,平均气孔率为66.6%。磨削后砂轮表面气孔率比磨削前砂轮表面气孔率略低,但是差别较小,因此可以用磨削前砂轮的表面气孔率来表示砂轮的气孔率。
[0101]
综上分析,图像识别法可以准确并快速的对砂轮表面气孔率进行评价与分析,提高了砂轮气孔率评价与分析的效率。
[0102]
磨削前砂轮表面五个位置的气孔率
[0103] 12345图像识别计算的气孔率71.5%68.3%69.0%72.1%69.8%实际测量计算的气孔率68.9%66.2%67.3%69.2%67.8%
[0104]
磨削后砂轮表面五个位置的气孔率
[0105] 12345图像识别计算的气孔率67.2%69.7%67.3%70.3%66.7%实际测量计算的气孔率66.5%67.1%66.2%67.9%65.1%
[0106]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1