一种航空发动机涡轮叶片叶身强度模拟试验件设计方法与流程
1.本技术属于航空发动机强度设计领域,特别涉及一种航空发动机涡轮叶片叶身强度模拟试验件设计方法。
背景技术:
2.涡轮叶片是航空发动机最关键的零部件之一,在试验室环境下开展涡轮叶片的寿命模拟试验是实现涡轮叶片从材料到构件、再到整机验证正向设计的关键步骤,且相比整机试车,模拟试验具有试验成本低、可研究性强,研究成果对于涡轮叶片的正向设计和寿命评估预测具有重要意义。
3.为了满足涡轮苛刻工况环境下的使用需要,涡轮叶片往往具有复杂的空间曲面结构和复杂服役工况,在试验室环境下开展真实叶片寿命模拟试验需解决应力场和温度场的模拟等问题。
4.现有技术中通过焊接或铸造叶冠对叶片进行加载,导致外加叶冠与叶片连接处可能成为薄弱部位,试验过程中易在此处提前破坏;对于具有明显弯扭和其他设计特征的叶片结构而言,加载过程势必会导致叶形截面上的载荷传递过程变得复杂,试验截面应力和温度分布难以满足预期;由于试验件结构特征和试验过程等多项影响因素不明确,导致目前试验结果无法得到明确结论。
技术实现要素:
5.本技术的目的是提供了一种航空发动机涡轮叶片叶身强度模拟试验件设计方法,以解决或减轻背景技术中的至少一个问题。
6.本技术的技术方案是:一种航空发动机涡轮叶片叶身强度模拟试验件设计方法,包括:
7.步骤1、确定需要模拟的目标涡轮叶片几何模型以及强度分析用的计算状态、材料性能数据、气动数据和温度数据;
8.步骤2、涡轮叶片试验件强度分析
9.基于步骤1的几何模型及状态等数据,通过有限元软件开展涡轮叶片强度及寿命分析,结合强度、寿命分析结果选取重点关注部位;
10.步骤3、叶片考核截面选取
11.结合涡轮叶片强度分析结果,选取涡轮叶片强度寿命设计中重点的关注截面;
12.步骤4、叶身考核段结构设计
13.基于选取的关注截面,沿垂直于该截面的法向方面延长,形成叶身考核段;
14.所述叶身考核段的内腔通道包括带肋板和不带肋板的方案;
15.所述叶身考核段的壁厚根据模拟超差影响分析需求,在原始壁厚基础上形成包括加厚和减薄的方案;
16.步骤5、加载叶冠设计
17.在完成叶身考核段结构设计后,设计加载叶冠用于机械载荷加载;
18.步骤6、连接结构设计
19.连接结构保障叶身考核段和加载叶冠连接同时,具备足够的强度,保障试验过程不破坏;
20.步骤7、工艺可行性分析
21.针对步骤4~步骤6设计的试验件开展工艺可行性分析,保障考核段铸造质量的前提下,叶冠铸造质量允许适当放宽;
22.步骤8、强度分析
23.针对步骤4~步骤6设计的试验件开展强度分析,判断考核是否有效,连接结构和叶冠是否满足试验加载要求。
24.进一步的,所述有限元分析软件包括ansys和abaqus。
25.进一步的,所述关注截面包括叶根截面、叶中截面。
26.进一步的,所述叶身考核段的法向方向延长长度满足以下条件:试验夹具不在温度场加载高温区范围内、低温区满足试验夹具有效装配、工艺可行。
27.进一步的,所述加载叶冠满足以下条件:
28.加载叶冠与叶身考核段截面形心相同;
29.加载叶冠尺寸满足强度要求和工艺可行性要求;
30.加载叶冠具备集气盒安装面用于与通过集气盒及通气接头连接,实现冷却气流入流出,试验夹具安装面实现与试验夹具装配并传递载荷,试验夹具定位面实现试验件与试验夹具轴向与周向有效定位,保障加载过程试验件稳定性。
31.相对现有技术,本技术的解决了涡轮叶片结构模拟试验加载困难的问题,实现机械载荷有效加载,并保障试验过程连接部位具有足够的强度;解决了叶片结构由弯扭特征带来的加载过程中温度、应力分布改变的问题,实现试验过程温度与应力有效监控;优化了试验件方案,排除试验件结构特征和试验过程多项不确定因素,获得有效试验结果。
附图说明
32.为了更清楚地说明本技术提供的技术方案,下面将对附图作简单地介绍。显而易见地,下面描述的附图仅仅是本技术的一些实施例。
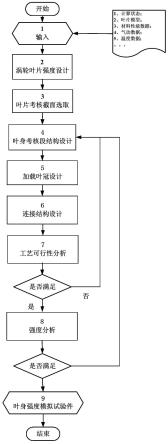
33.图1为本技术的试验件设计方法流程图。
34.图2为本技术的涡轮叶片叶身强度模拟试验件正视图。
35.图3为本技术的涡轮叶片叶身强度模拟试验件立体图。
具体实施方式
36.为使本技术实施的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行更加详细的描述。
37.为了解决现有技术方案中的涡轮叶片模拟试验中存在的机械载荷加载困难、试验过程应力与温度控制难度大以及数据有效性差等问题,提出一种涡轮叶片叶身强度模拟试验的试验件设计,该试验件设计方法可实现拉伸、持久、疲劳等模拟试验,从而获得叶身关键截面有效性能数据,为涡轮叶片强度、寿命设计与试验验证方法的建立提供技术支持。
38.为了得到上述试验件使涡轮叶片关键截面强度考核与真实力学性能可进行对比研究,本技术中提出的航空发动机涡轮叶片叶身强度模拟试验件设计方法,包括以下步骤:
39.步骤1、确定需要模拟的目标涡轮叶片几何模型,以及强度分析用的计算状态、材料性能数据、气动数据和温度数据;
40.步骤2、涡轮叶片试验件强度分析
41.基于步骤1的几何模型及状态等数据,应用ansys、abaqus等有限元软件开展涡轮叶片强度及寿命分析,结合强度、寿命分析结果,选取重点关注部位为后续截面选取做参考;
42.步骤3、叶片考核截面选取
43.结合涡轮叶片强度分析结果,选取涡轮叶片强度寿命设计中重点的关注截面,该界面主要包括叶根截面、叶中截面等。
44.步骤4、叶身考核段结构设计
45.基于步骤三选取的关注截面(或称考核截面),沿垂直于该截面的法向方面延长,形成叶身考核段。
46.法向方向延长的长度需满足以下条件:试验夹具不在温度场加载高温区范围内、低温区满足试验夹具有效装配、工艺可行。试验件内腔通道包括带肋板和不带肋板的方案。考核段壁厚可根据模拟超差影响分析需求,在原始壁厚基础上,包括加厚和减薄方案。
47.步骤5、加载叶冠设计
48.在完成叶身考核段结构设计后,设计加载叶冠用于机械载荷加载,叶冠设计需满足以下条件:叶冠与考核段截面形心相同;叶冠尺寸需满足强度要求和工艺可行性要求;叶冠具备集气盒安装面用于与通过集气盒及通气接头连接,实现冷却气流入流出,试验夹具安装面实现与试验夹具装配并传递载荷,试验夹具定位面实现试验件与试验夹具轴向与周向有效定位,保障加载过程试验件稳定性。
49.步骤6、连接结构设计
50.连接结构保障叶身考核段和加载叶冠连接同时,具备足够的强度,保障试验过程不破坏。
51.如图2和图3所示为试验件结构,试验件的中部为叶身考核段1,叶身考核段1的上下两侧为加载叶冠3,叶身考核段1和加载叶冠3之间通过连接倒圆2连接,叶身考核段1到内部为空腔结构,其内具有通气腔及内腔隔板4。
52.步骤7、工艺可行性分析
53.针对步骤4~步骤6设计的试验件开展工艺可行性分析,保障考核段铸造质量的前提下,叶冠铸造质量可适当放宽。
54.步骤8、强度分析
55.针对步骤4~步骤6设计的试验件开展强度分析,判断考核是否有效,连接结构和叶冠是否满足试验加载要求。
56.本技术提供的涡轮叶片叶身强度模拟试验件设计方法可以在进行模拟试验时,实现机械载荷的有效加载,试验过程温度与应力的有效监控,从而获得有效的试验结果,该试验件可应用于涡轮叶片强度、寿命设计及试验验证中。
57.相对现有技术,本技术解决了涡轮叶片结构模拟试验加载困难的问题,实现机械
载荷有效加载,并保障试验过程连接部位具有足够的强度;解决了叶片结构由弯扭特征带来的加载过程中温度、应力分布改变的问题,实现试验过程温度与应力有效监控;优化了试验件方案,排除试验件结构特征和试验过程多项不确定因素,获得有效试验结果。
58.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1