一种基于大数据分析的智能制造工业生产协同管理平台的制作方法
1.本发明涉及智能制造工业生产技术领域,具体而言,涉及一种基于大数据分析的智能制造工业生产协同管理平台。
背景技术:
2.印刷机是印刷文字和图像的机器。印刷机的发明和发展,对于人类文明和文化的传播具有重要作用。但是当前印刷机一般由装版、涂墨、压印、输纸等机构组成,并且当前印刷机在印刷过程中,不仅缺乏印刷前的准备工作,同时在对印刷成品进行验收时,仅仅是对其进行浅显的查看验收,缺乏深度观察,具体体现在以下两个方面:
3.当前印刷机在执行印刷操作中,缺乏对投入纸张表现质量进行检测,通常情况下,印刷人员都不会对投入纸张进行检测,只能通过验收印刷成品进行投入纸张表现质量分析,不仅无法保证投入纸张对应的表现质量,同时对印刷机的油墨造成了浪费,从而大大降低印刷机的印刷有效度。
4.当前印刷机在对印刷成品进行规范检测时,从一方面来说,往往只依靠人眼识别对印刷成品进行规范检测,由于人眼识别的局限性和主观性,容易存在检测盲区,不仅影响检测结果的全面性,还影响检测结果的可靠度,从另一方面来说,对印刷成品的规范检测维度过于单一,并不是从多方面对印刷成品进行规范检测,容易造成检测结果过于单一、片面,进而影响检测结果的精准度,同时还无法为后续重新印刷提供强有力的数据支撑。
技术实现要素:
5.为了克服背景技术中的缺点,本发明实施例提供了一种基于大数据分析的智能制造工业生产协同管理平台,能够有效解决上述背景技术中涉及的问题。
6.本发明的目的可以通过以下技术方案来实现:
7.一种基于大数据分析的智能制造工业生产协同管理平台,包括:
8.印刷订单基本信息获取模块,用于对当前印刷订单的基本信息进行获取,所述基本信息包括印刷份量、印刷纸张大小、印刷种类和印刷版面;
9.印刷订单纸张投入模块,用于基于当前印刷订单的印刷份量和印刷纸张大小进行纸张投入,并按照预设顺序对各投入纸张依次编号为1,2,...,i,...,n;
10.印刷纸张质量检测分析模块,用于对各投入纸张进行质量检测和质量分析,由此得到合格纸张和废弃纸张,其中印刷纸张质量检测分析模块包括印刷纸张质量检测单元和印刷纸张质量分析单元;
11.印刷订单印刷执行模块,用于基于当前印刷订单的印刷种类和印刷版面对合格纸张执行印刷操作,得到合格纸张对应的印刷成品;
12.印刷成品规范检测分析模块,用于对合格纸张对应的印刷成品进行规范检测和规范分析,由此得到规范印刷成品和废弃印刷成品;
13.印刷纸张重新印刷模块,用于统计废弃纸张和废弃印刷成品的数量,并将其统称
为无效纸张,与此同时统计无效纸张的总数量,进而重新投入与无效纸张总数量相同的纸张按照印刷纸张质量检测分析模块、印刷订单印刷执行模块和印刷成品规范检测分析模块进行印刷操作,直至规范印刷成品的数量与当前印刷订单中印刷份量一致为止;
14.印刷设备印刷有效分析模块,用于统计印刷设备完成当前印刷订单后规范印刷成品的数量,由此计算印刷设备对应的印刷有效系数;
15.印刷设备印刷有效显示终端,用于显示印刷设备对应的印刷有效系数;
16.信息存储库,用于存储纸张表观质量合格阈值,存储印刷成品规范阈值,存储当前印刷订单对应标准印刷成品中各文字对应的标准轮廓面积,并存储当前印刷订单对应标准印刷成品中标准上边、标准下边、标准左边和标准右边的页边距。
17.作为优选方案,所述印刷纸张质量检测单元用于对各投入纸张进行质量检测,其具体步骤如下:
18.通过高清摄像头统计各投入纸张存在的破损数量、污渍数量和折痕数量,同时获取各投入纸张对应各破损处的破损面积、各污渍处的污渍面积和各折痕处的折痕长度;
19.将各投入纸张对应各破损处的破损面积、各污渍处的污渍面积和各折痕处的折痕长度进行综合分析,得出各投入纸张对应的表现质量合格系数,其具体计算公式为εi表示为第i个投入纸张对应的表现质量合格系数,表示为第i个投入纸张对应第p个破损处的破损面积,p表示为破损处的编号,p=1,2,...,q,表示为第i个投入纸张对应第w个污渍处的污渍面积,w表示为污渍处的编号,w=1,2,...,z,表示为第i个投入纸张对应第h个折痕处的折痕长度,h表示为折痕处的编号,h=1,2,...,j,s
′
、s
″
、l
′
分别表示为预设的允许破损面积、允许污渍面积、允许折痕长度,α1、α2、α3分别表示为破损面积、污渍面积、折痕长度对应的修正系数。
20.作为优选方案,所述印刷纸张质量分析单元用于对各投入纸张进行表现质量分析,其具体分析如下:
21.将各投入纸张对应的表现质量合格系数与信息存储库中存储的纸张表观质量合格阈值进行对比,若某投入纸张对应的表现质量合格系数大于纸张表观质量合格阈值,则将该纸张记为合格纸张,反之,则将该纸张记为废弃纸张,同时将废弃纸张自动传输至印刷设备外。
22.作为优选方案,所述印刷成品规范检测分析模块包括印刷成品规范检测单元和印刷成品规范分析单元。
23.作为优选方案,所述印刷成品规范检测单元用于对合格纸张对应的印刷成品进行规范检测,其包括颜色匹配度分析子单元、图案清晰度分析子单元和页边距符合度分析子单元。
24.作为优选方案,所述颜色匹配度分析子单元用于对合格纸张对应印刷成品的颜色匹配度进行分析,其具体分析如下:
25.将合格纸张对应的印刷成品按照网格划分方式进行均匀划分,得到各成品子区
域,并对各成品子区域按照预设顺序依次编号为1,2,...,r,...,o,同时提取各成品子区域对应的颜色色度;
26.将当前印刷订单的印刷种类和印刷版面对应的标准成品按照相同划分方式进行划分,得到各标准成品子区域,并按照相同编号顺序编号为1
′
,2
′
,...,r
′
,...,o
′
,从当前印刷订单对应标准印刷成品中提取各标准成品子区域对应的标准颜色色度;
27.将各成品子区域的颜色色度和其对应标准成品子区域的标准颜色色度进行对比,得到合格纸张对应印刷成品的颜色匹配度,其具体计算公式为ps表示为合格纸张对应印刷成品的颜色匹配度,sdr表示为第r个成品子区域的颜色色度,sdr′
标
表示为第r
′
个标准成品子区域对应的标准颜色色度。
28.作为优选方案,所述图案清晰度分析子单元用于对合格纸张对应印刷成品的图案清晰度进行分析,其具体分析如下:
29.统计各成品子区域内存在文字的数量,并对各文字按照预设顺序依次编号为1,2,...,f,...,m,在各成品子区域内各文字上均匀布设检测点,同时获取各成品子区域内各文字上各检测点对应的色度值,进而从中筛选出最大色度值和最小色度值;
30.基于各成品子区域内各文字对应的最大色度值和最小色度值,计算各成品子区域内各文字对应的颜色分布均匀系数,其具体计算公式为内各文字对应的颜色分布均匀系数,其具体计算公式为表示为第r个成品子区域内第f个文字对应的颜色分布均匀系数,表示为第r个成品子区域内第f个文字对应的最大色度值,表示为第r个成品子区域内第f个文字对应的最小色度值,表示为第r个成品子区域内第f个文字对应的平均色度值;
31.从各成品子区域内各文字对应的颜色分布均匀系数中筛选出最大颜色分布均匀系数和最小颜色均匀分布系数,并依据公式计算出合格纸张对应印刷成品的整体颜色分布均匀系数,zt表示为合格纸张对应印刷成品的整体颜色分布均匀系数,分别表示为第r个成品子区域对应的最大颜色分布均匀系数、最小颜色分布均匀系数,表示为第r个成品子区域对应的平均颜色分布均匀系数;
32.提取各成品子区域内各文字对应的实际轮廓面积,同时从当前印刷订单对应标准印刷成品中各文字对应的标准轮廓面积中提取各标准成品子区域内各文字对应的标准轮廓面积,从而计算出各成品子区域内各文字对应的轮廓匹配度,其具体计算公式为各成品子区域内各文字对应的轮廓匹配度,其具体计算公式为表示为第r个成品子区域内第f个文字对应的轮廓匹配度,表示为第r个成品子区域内第f个文字对应的实际轮廓面积,表示为第r
′
个标准成品子区域内第f个文字对应的标准轮廓面积;
33.将各成品子区域内各文字对应的颜色分布均匀系数和轮廓匹配度与合格纸张对
应印刷成品的整体颜色分布均匀系数进行综合,得到合格纸张对应印刷成品的图案清晰度,其具体计算公式为qx表示为合格纸张对应印刷成品的图案清晰度,β1、β2、β3分别表示为颜色分布均匀系数、轮廓匹配度、整体颜色分布均匀系数对应的修正系数。
34.作为优选方案,所述页边距符合度分析子单元用于对合格纸张对应印刷成品的页边距符合度进行分析,其具体分析如下:
35.获取合格纸张对应印刷成品上边、下边、左边和右边的页边距,并将其分别记为l
上
、l
下
、l
左
、l
右
,同时依据公式计算出合格纸张对应印刷成品的页边距符合度,fh表示为合格纸张对应印刷成品的页边距符合度,l
′
上
、l
′
下
、l
′
左
、l
′
右
分别表示为标准上边、标准下边、标准左边和标准右边的页边距,c1、c2、c3、c4分别表示为上边页边距、下边页边距、左边页边距、右边页边距对应的权重值。
36.作为优选方案,所述印刷成品规范分析单元用于对合格纸张对应的印刷成品进行规范分析,其具体分析如下:
37.将合格纸张对应印刷成品的颜色匹配度、图案清晰度和页边距符合度进行综合分析,得到合格纸张对应印刷成品的规范指数,其具体计算公式为ξ表示为合格纸张对应印刷成品的规范指数,e1、e2、e3分别表示为颜色匹配度、图案清晰度、页边距符合度对应的权重因子;
38.将合格纸张对应印刷成品的规范指数与信息存储库中存储的印刷成品规范阈值进行对比,若合格纸张对应印刷成品的规范指数大于印刷成品规范阈值,则将其记为规范印刷成品,反之,则将其记为废弃印刷成品,并将废弃印刷成品自动传输至印刷设备外。
39.作为优选方案,所述计算印刷设备对应的印刷有效系数,其具体计算如下:
40.统计合格纸张的数量,将其记为t;
41.将废弃纸张数量记为g,废弃印刷成品数量记为g,将当前印刷订单中印刷份量记为n;
42.进而依据公式计算印刷设备对应的印刷有效系数,ζ表示为印刷设备对应的印刷系数。
43.相对于现有技术,本发明的实施例至少具有如下优点或有益效果:
44.本发明在执行印刷操作过程中增加了在印刷前对投入纸张表观质量进行检测,进而能够识别出投入纸张存在的质量缺陷,有利于及时发现废弃纸张,进而可以及时将废弃纸张丢弃至印刷设备外,弥补了当前印刷机忽视对投入纸张进行印刷前表观质量检测的不足,从根源上避免了印刷机油墨的浪费,不仅节省了大量的资源,同时还大大提升了印刷机的印刷有效度。
45.本发明通过印刷成品规范检测分析模块对印刷成品进行智能规范检测分析,避免
了因人眼识别造成的分析结果不准确和不规范,同时从合格纸张对应印刷成品的颜色匹配度、图案清晰度和页边距符合度三方面进行综合分析,弥补了当前印刷机分析结果的单一性和片面性,为后续重新印刷提供了强有力的数据支撑。
附图说明
46.利用附图对本发明作进一步说明,但附图中的实施例不构成对本发明的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
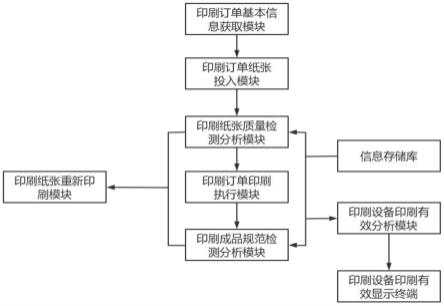
47.图1为本发明系统模块连接示意图。
48.图2为本发明印刷纸张质量检测分析模块连接示意图。
49.图3为本发明印刷成品规范检测分析模块连接示意图。
50.图4为本发明印刷成品规范检测单元连接示意图。
51.图5为本发明印刷操作示意图。
具体实施方式
52.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
53.参照图1所示,本发明提供一种基于大数据分析的智能制造工业生产协同管理平台,包括印刷订单基本信息获取模块、印刷订单纸张投入模块、印刷纸张质量检测分析模块、印刷订单印刷执行模块、印刷成品规范检测分析模块、印刷纸张重新印刷模块、印刷设备印刷有效分析模块、印刷设备印刷有效显示终端和信息存储库。
54.所述印刷订单基本信息获取模块和印刷订单纸张投入模块连接,印刷订单纸张投入模块和印刷纸张质量检测分析模块连接,印刷纸张质量检测分析模块分别与印刷订单印刷执行模块和信息存储库连接,印刷订单执行模块和印刷成品规范检测分析模块连接,印刷成品规范检测分析模块和信息存储库连接,印刷纸张重新印刷模块分别与印刷纸张质量检测分析模块和印刷成品规范检测分析模块连接,印刷设备印刷有效分析模块分别与印刷纸张质量检测分析模块、印刷成品规范检测分析模块和印刷设备印刷有效显示终端连接。
55.印刷订单基本信息获取模块,用于对当前印刷订单的基本信息进行获取,所述基本信息包括印刷份量、印刷纸张大小、印刷种类和印刷版面。
56.印刷订单纸张投入模块,用于基于当前印刷订单的印刷份量和印刷纸张大小在纸张投入区进行纸张投入,并按照预设顺序对各投入纸张依次编号为1,2,...,i,...,n。
57.印刷纸张质量检测分析模块,用于对各投入纸张在纸张质量检测区进行质量检测和质量分析,由此得到合格纸张和废弃纸张,参照图2所示,印刷纸张质量检测分析模块包括印刷纸张质量检测单元和印刷纸张质量分析单元。
58.作为优选方案,所述印刷纸张质量检测单元用于对各投入纸张进行质量检测,其具体步骤如下:
59.通过高清摄像头统计各投入纸张存在的破损数量、污渍数量和折痕数量,同时获
取各投入纸张对应各破损处的破损面积、各污渍处的污渍面积和各折痕处的折痕长度;
60.将各投入纸张对应各破损处的破损面积、各污渍处的污渍面积和各折痕处的折痕长度进行综合分析,得出各投入纸张对应的表现质量合格系数,其具体计算公式为εi表示为第i个投入纸张对应的表现质量合格系数,表示为第i个投入纸张对应第p个破损处的破损面积,p表示为破损处的编号,p=1,2,...,q,表示为第i个投入纸张对应第w个污渍处的污渍面积,w表示为污渍处的编号,w=1,2,...,z,表示为第i个投入纸张对应第h个折痕处的折痕长度,h表示为折痕处的编号,h=1,2,...,j,s
′
、s
″
、l
′
分别表示为预设的允许破损面积、允许污渍面积、允许折痕长度,α1、α2、α3分别表示为破损面积、污渍面积、折痕长度对应的修正系数。
61.需要说明的是,本发明对各投入纸张对应各破损处的破损面积、各污渍处的污渍面积和各折痕处的折痕长度进行综合分析其目的是为了避免因投入纸张对应的表现质量问题而造成后续印刷失败,在很大程度上减少了纸张和油墨的浪费。并且在生活中,废弃纸张可以“回炉重造”,直至其达到合格纸张对应的标准为止。
62.作为优选方案,所述印刷纸张质量分析单元用于对各投入纸张进行表现质量分析,其具体分析如下:
63.将各投入纸张对应的表现质量合格系数与信息存储库中存储的纸张表观质量合格阈值进行对比,若某投入纸张对应的表现质量合格系数大于纸张表观质量合格阈值,则将该纸张记为合格纸张,反之,则将该纸张记为废弃纸张,同时将废弃纸张自动传输至印刷设备外。
64.需要说明的是,当废弃纸张数量过多时,可以及时得知源头问题并对投入纸张进行更换,避免了因投入纸张对应的表现质量问题而导致印刷设备印刷有效性降低。
65.本发明在执行印刷操作过程中增加了在印刷前对投入纸张表观质量进行检测,进而能够识别出投入纸张存在的质量缺陷,有利于及时发现废弃纸张,进而可以及时将废弃纸张丢弃至印刷设备外,弥补了当前印刷机忽视对投入纸张进行印刷前表观质量检测的不足,从根源上避免了印刷机油墨的浪费,不仅节省了大量的资源,同时还大大提升了印刷机的印刷有效度。
66.印刷订单印刷执行模块,用于基于当前印刷订单的印刷种类和印刷版面对合格纸张在印刷执行区执行印刷操作,得到合格纸张对应的印刷成品。
67.印刷成品规范检测分析模块,用于对合格纸张对应的印刷成品在印刷成品检测区进行规范检测和规范分析,由此得到规范印刷成品和废弃印刷成品。
68.作为优选方案,参照图3所示,所述印刷成品规范检测分析模块包括印刷成品规范检测单元和印刷成品规范分析单元。
69.作为优选方案,参照图4所示,所述印刷成品规范检测单元用于对合格纸张对应的印刷成品进行规范检测,其包括颜色匹配度分析子单元、图案清晰度分析子单元和页边距符合度分析子单元。
70.作为优选方案,所述颜色匹配度分析子单元用于对合格纸张对应印刷成品的颜色匹配度进行分析,其具体分析如下:
71.将合格纸张对应的印刷成品按照网格划分方式进行均匀划分,得到各成品子区域,并对各成品子区域按照预设顺序依次编号为1,2,...,r,...,o,同时提取各成品子区域对应的颜色色度;
72.将当前印刷订单的印刷种类和印刷版面对应的标准成品按照相同划分方式进行划分,得到各标准成品子区域,并按照相同编号顺序编号为1
′
,2
′
,...,r
′
,...,o
′
,从当前印刷订单对应标准印刷成品中提取各标准成品子区域对应的标准颜色色度;
73.将各成品子区域的颜色色度和其对应标准成品子区域的标准颜色色度进行对比,得到合格纸张对应印刷成品的颜色匹配度,其具体计算公式为ps表示为合格纸张对应印刷成品的颜色匹配度,sdr表示为第r个成品子区域的颜色色度,sdr′
标
表示为第r
′
个标准成品子区域对应的标准颜色色度。
74.需要说明的是,本发明对合格纸张对应印刷成品的颜色匹配度进行分析目的是为了使印刷人员能及时发现印刷颜色不匹配的问题,进而及时进行调整,有效避免整体印刷完成后发现印刷颜色不匹配的问题而造成大量油墨的浪费,在一定程度上节省了大量成本。
75.作为优选方案,所述图案清晰度分析子单元用于对合格纸张对应印刷成品的图案清晰度进行分析,其具体分析如下:
76.统计各成品子区域内存在文字的数量,并对各文字按照预设顺序依次编号为1,2,...,f,...,m,在各成品子区域内各文字上均匀布设检测点,同时获取各成品子区域内各文字上各检测点对应的色度值,进而从中筛选出最大色度值和最小色度值。
77.基于各成品子区域内各文字对应的最大色度值和最小色度值,计算各成品子区域内各文字对应的颜色分布均匀系数,其具体计算公式为内各文字对应的颜色分布均匀系数,其具体计算公式为表示为第r个成品子区域内第f个文字对应的颜色分布均匀系数,表示为第r个成品子区域内第f个文字对应的最大色度值,表示为第r个成品子区域内第f个文字对应的最小色度值,表示为第r个成品子区域内第f个文字对应的平均色度值。
78.需要说明的是,本发明对各成品子区域内各文字对应的颜色分布均匀系数进行分析目的是为了避免存在单个字体印刷颜色分布不均匀的问题,使印刷人员能及时发现相应的问题,并及时对其做出优化和调整。
79.从各成品子区域内各文字对应的颜色分布均匀系数中筛选出最大颜色分布均匀系数和最小颜色均匀分布系数,并依据公式计算出合格纸张对应印刷成品的整体颜色分布均匀系数,zt表示为合格纸张对应印刷成品的整体颜色分布均匀系数,分别表示为第r个成品子区域对应的最大颜色分布均匀系数、最小颜色
分布均匀系数,表示为第r个成品子区域对应的平均颜色分布均匀系数。
80.需要说明的是,本发明对各成品子区域内各文字之间颜色分布均匀系数进行分析,目的是为了精确识别各成品子区域内颜色分布均匀系数,避免存在某个区域内各文字的颜色分布均匀系数相差过大,从而造成整体印刷不协调,不够清晰。
81.提取各成品子区域内各文字对应的实际轮廓面积,同时从当前印刷订单对应标准印刷成品中各文字对应的标准轮廓面积中提取各标准成品子区域内各文字对应的标准轮廓面积,从而计算出各成品子区域内各文字对应的轮廓匹配度,其具体计算公式为各成品子区域内各文字对应的轮廓匹配度,其具体计算公式为表示为第r个成品子区域内第f个文字对应的轮廓匹配度,表示为第r个成品子区域内第f个文字对应的实际轮廓面积,表示为第r
′
个标准成品子区域内第f个文字对应的标准轮廓面积。
82.需要说明的是,本发明对成品子区域内各文字对应的轮廓匹配度进行综合分析目的是为了能够精准识别各文字印刷是否存在印刷不完整的问题,例如,某个文字只印刷偏旁,剩下部分没印刷完整,进而造成印刷设备印刷有效性降低。
83.将各成品子区域内各文字对应的颜色分布均匀系数和轮廓匹配度与合格纸张对应印刷成品的整体颜色分布均匀系数进行综合,得到合格纸张对应印刷成品的图案清晰度,其具体计算公式为qx表示为合格纸张对应印刷成品的图案清晰度,β1、β2、β3分别表示为颜色分布均匀系数、轮廓匹配度、整体颜色分布均匀系数对应的修正系数。
84.需要说明的是,在印刷中,印刷成品对应的图案清晰度是评价该印刷成品是否符合规范的标准之一,因此,从各成品子区域内各文字对应的颜色分布均匀系数、轮廓匹配度和合格纸张对应印刷成品的整体颜色分布均匀系数三个方面进行综合分析,不仅提升了分析结果的准确性,同时还考虑多方面因素对印刷成品图案清晰度造成的影响,大大提升了分析结果的有效性、全面性和科学性。
85.作为优选方案,所述页边距符合度分析子单元用于对合格纸张对应印刷成品的页边距符合度进行分析,其具体分析如下:
86.获取合格纸张对应印刷成品上边、下边、左边和右边的页边距,并将其分别记为l
上
、l
下
、l
左
、l
右
,同时依据公式计算出合格纸张对应印刷成品的页边距符合度,fh表示为合格纸张对应印刷成品的页边距符合度,l
′
上
、l
′
下
、l
′
左
、l
′
右
分别表示为标准上边、标准下边、标准左边和标准右边的页边距,c1、c2、c3、c4分别表示为上边页边距、下边页边距、左边页边距、右边页边距对应的权重值。
87.需要说明的是,本发明对合格纸张对应印刷成品的页边距符合度进行综合分析,是为了避免在封装过程中出现将印刷内容进行封装,使印刷成品变得无效,进一步避免造
成资源浪费,同时还节省了大量的成本。
88.作为优选方案,所述印刷成品规范分析单元用于对合格纸张对应的印刷成品进行规范分析,其具体分析如下:
89.将合格纸张对应印刷成品的颜色匹配度、图案清晰度和页边距符合度进行综合分析,得到合格纸张对应印刷成品的规范指数,其具体计算公式为ξ表示为合格纸张对应印刷成品的规范指数,e1、e2、e3分别表示为颜色匹配度、图案清晰度、页边距符合度对应的权重因子;
90.将合格纸张对应印刷成品的规范指数与信息存储库中存储的印刷成品规范阈值进行对比,若合格纸张对应印刷成品的规范指数大于印刷成品规范阈值,则将其记为规范印刷成品,并将其放置在规范印刷成品存放区,反之,则将其记为废弃印刷成品,并将废弃印刷成品自动传输至印刷设备外。
91.需要说明的是,上述中纸张投入区、纸张质量检测区、印刷执行区、印刷成品检测区和规范印刷成品存放区对应的示意图参照图5。
92.本发明通过印刷成品规范检测分析模块对印刷成品进行智能规范检测分析,避免了因人眼识别造成的分析结果不准确和不规范,同时从合格纸张对应印刷成品的颜色匹配度、图案清晰度和页边距符合度三方面进行综合分析,弥补了当前印刷机分析结果的单一性和片面性,为后续重新印刷提供了强有力的数据支撑。
93.印刷纸张重新印刷模块,用于统计废弃纸张和废弃印刷成品的数量,并将其统称为无效纸张,与此同时统计无效纸张的总数量,进而重新投入与无效纸张总数量相同的纸张放置在纸张投入区,同时按照印刷纸张质量检测分析模块、印刷订单印刷执行模块和印刷成品规范检测分析模块进行印刷操作,直至规范印刷成品的数量与当前印刷订单中印刷份量一致为止。
94.印刷设备印刷有效分析模块,用于统计印刷设备完成当前印刷订单后规范印刷成品的数量,由此计算印刷设备对应的印刷有效系数。
95.作为优选方案,所述计算印刷设备对应的印刷有效系数,其具体计算如下:
96.统计合格纸张的数量,将其记为t;
97.将废弃纸张数量记为g,废弃印刷成品数量记为g,将当前印刷订单中印刷份量记为n;
98.进而依据公式计算印刷设备对应的印刷有效系数,ζ表示为印刷设备对应的印刷系数。
99.印刷设备印刷有效显示终端,用于显示印刷设备对应的印刷有效系数。
100.需要说明的是,显示印刷设备对应的印刷有效系数目的是为了使印刷人员能够实时掌握印刷设备对当前印刷订单的印刷有效系数,使其能根据印刷设备对当前印刷订单的印刷有效系数进一步优化和调整,争取能提升印刷设备对应下一个印刷订单的印刷有效系数。
101.信息存储库,用于存储纸张表观质量合格阈值,存储印刷成品规范阈值,存储当前印刷订单对应标准印刷成品中各文字对应的标准轮廓面积,并存储当前印刷订单对应标准
印刷成品中标准上边、标准下边、标准左边和标准右边的页边距。
102.以上内容仅仅是对本发明结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1