冷轧在线带钢表面缺陷检测系统的制作方法
1.本说明书实施例涉及钢铁轧制技术领域,尤其涉及一种冷轧在线带钢表面缺陷检测系统。
背景技术:
2.随着冶金工业轧制工艺水平的提高,对各类型带材表面的要求越来越高,带钢表面质量已成为直接决定带钢产品的性能指标。
3.现有技术中在冷轧在线带钢表面的检测方式,通常采用人工目视检测方式,由于现有的冷轧机组生产速度较高,而人工目视检测方式的检测速度较慢,且人工目视检测方式在检测细小的表面缺陷效率低下且容易造成检测人员眼睛疲劳,导致检测出错的概率较高,从而亟需一种能够与冷轧机组生产速度匹配的带钢表面缺陷检测系统。
技术实现要素:
4.本说明书实施例提供了一种冷轧在线带钢表面缺陷检测系统,能够提高带钢表面的缺陷检测速度,使得缺陷检测速度与冷轧机组生产速度匹配,提高了缺陷检测效率。
5.本说明书实施例第一方面提供了一种冷轧在线带钢表面缺陷检测系统,包括:
6.工业面阵相机,用于采集冷轧过程中目标带钢的带钢表面图像,并将采集的所述带钢表面图像传输至缺陷识别装置;
7.所述缺陷识别装置,用于在接收到采集的所述带钢表面图像之后,对所述带钢表面图像进行缺陷识别,并将识别出的缺陷位置进行图像截取,得到缺陷图像,并将所述缺陷图像发送给缺陷分类装置;
8.所述缺陷分类装置,用于在获取到所述缺陷图像之后,利用预先训练的缺陷分类模型对所述缺陷图像进行处理,得到所述缺陷图像对应的缺陷类型。
9.可选的,所述缺陷识别装置,用于通过灰度阈值分割法所述带钢表面图像进行缺陷识别,识别出所述带钢表面图像中的缺陷位置;根据所述缺陷位置在所述带钢表面图像中进行图像截取,得到所述带钢表面图像对应的缺陷图像。
10.可选的,所述缺陷分类装置,用于在得到所述带钢表面图像对应的缺陷图像之后,获取所述带钢表面图像对应的带钢钢卷数据、带钢焊缝位置和缺陷在带钢的位置。
11.可选的,所述缺陷分类装置,用于在获取所述带钢表面图像对应的带钢钢卷数据、带钢焊缝位置和缺陷在带钢的位置之前,接收第一通信设备发送的所述带钢焊缝位置,其中,所述第一通信设备与设置在冷轧生产线中的控制器通信,用于获取所述控制器采集的所述目标带钢的所述带钢焊缝位置。
12.可选的,所述第一通信设备,用于获取所述控制器采集的所述冷轧生产线的运行速度,并将所述运行速度传输至所述缺陷分类装置。
13.可选的,所述第一通信设备基于opc通讯协议进行通信。
14.可选的,所述缺陷分类装置,用于在获取所述带钢表面图像对应的带钢钢卷数据、
带钢焊缝位置和缺陷在带钢的位置之前,用于接收第二通信设备发送的所述带钢钢卷信息,其中,所述第二通信设备用于获取所述冷轧生产线中存储的所述目标带钢的所述带钢钢卷数据,其中,所述带钢钢卷数据包括带钢原料卷信息。
15.可选的,所述第二通信设备,用于在所述目标带钢冷轧完成之后,获取所述目标带钢的成品卷信息,并将所述成品卷信息传输至所述缺陷分类装置。
16.可选的,所述第二通信设备基于tcpip通讯协议进行通信。
17.可选的,还包括:
18.人机交互设备,用于与所述缺陷分类装置连接,用于显示所述缺陷图像。
19.本说明书实施例的有益效果如下:
20.基于上述技术方案,工业面阵相机用于采集冷轧过程中目标带钢的带钢表面图像,并将采集的所述带钢表面图像传输至缺陷识别装置;所述缺陷识别装置,用于对所述带钢表面图像进行缺陷识别,并将识别出的缺陷位置进行图像截取,得到缺陷图像,并将所述缺陷图像发送给缺陷分类装置;所述缺陷分类装置,用于利用预先训练的缺陷分类模型对所述缺陷图像进行处理,得到所述缺陷图像对应的缺陷类型;如此,通过工业面阵相机采集带钢表面图像,再使用缺陷识别装置对带钢表面图像进行识别,得到缺陷图像,再通过缺陷分类装置中的缺陷分类模型对缺陷图像进行处理,得到缺陷图像对应的缺陷类型,通过工业面阵相机、缺陷识别装置和缺陷分类模型对冷轧在线带钢的表面进行缺陷检测,从而实现了通过机器自动实现对冷轧在线带钢的表面进行缺陷检测,与现有技术的人工目视检测方式相比,能够有效提高带钢表面的缺陷检测速度,使得缺陷检测速度与冷轧机组生产速度匹配,提高了缺陷检测效率。
附图说明
21.图1为本说明书实施例中冷轧在线带钢表面缺陷检测系统的系统架构图;
22.图2为本说明书实施例中冷轧在线带钢表面缺陷检测系统中各装置的连接结构图。
具体实施方式
23.为了更好的理解上述技术方案,下面通过附图以及具体实施例对本说明书实施例的技术方案做详细的说明,应当理解本说明书实施例以及实施例中的具体特征是对本说明书实施例技术方案的详细的说明,而不是对本说明书技术方案的限定,在不冲突的情况下,本说明书实施例以及实施例中的技术特征可以相互组合。
24.参照图1示出了本发明的一种冷轧在线带钢表面缺陷检测系统,包括:
25.工业面阵相机10,用于采集冷轧过程中目标带钢的带钢表面图像,并将采集的带钢表面图像传输至缺陷识别装置;
26.缺陷识别装置20,用于在接收到采集的带钢表面图像之后,对带钢表面图像进行缺陷识别,并将识别出的缺陷位置进行图像截取,得到缺陷图像,并将缺陷图像发送给缺陷分类装置;
27.缺陷分类装置30,用于在获取到缺陷图像之后,利用预先训练的缺陷分类模型对缺陷图像进行处理,得到缺陷图像对应的缺陷类型。
28.本说明书实施例中,工业面阵相机10可以设置在冷轧生产线的上方或侧方,以实时采集冷轧生产线生产的带钢的带钢表面图像;进一步的,目标带钢可以是冷轧生产线当前生产的带钢,也可以是预先指定的某个带钢,在目标带钢是冷轧生产线当前生产的带钢时,可以将冷轧生产线生产的每个带钢均作为目标带钢,并执行上述操作,从而识别出每个带钢对应的缺陷图像,以及缺陷图像对应的缺陷类型。
29.在冷轧生产线启动之后,启动工业面阵相机10,通过工业面阵相机10采集冷轧过程中目标带钢的带钢表面图像,并将采集的带钢表面图像传输至缺陷识别装置。此时,根据实际需求,还需要设定工业面阵相机10的相机参数,相机参数包括曝光时间、图像分辨率和触发方式等,工业面阵相机10的曝光时间例如可以为500us或600us等,图像分辨率列可以为1920x128px或1680x128px等,触发方式为上升沿外触发等。
30.在工业面阵相机10每采集目标带钢的一个带钢表面图像之后,可以将采集的带钢表面图像传输至缺陷识别装置20,使得缺陷识别装置20能够实时获取到目标带钢的带钢表面图像;当然,也可以每隔设定时长例如1s或2s等将采集的所有带钢表面图像传输至缺陷识别装置,此时,需要对采集的每个带钢表面图像按时间排序,使得缺陷识别装置20能够延时获取到目标带钢的带钢表面图像。
31.以及,缺陷识别装置20在获取到带钢表面图像之后,通过图像处理算法对带钢表面图像进行处理,识别出带钢表面图像中的缺陷位置,再根据缺陷位置在带钢表面图像中进行图像截取,得到带钢表面图像对应的缺陷图像。
32.具体来讲,缺陷识别装置20,用于通过图像处理算法对带钢表面图像进行处理时,可以通过灰度阈值分割法带钢表面图像进行缺陷识别,识别出带钢表面图像中的缺陷位置;再根据缺陷位置在带钢表面图像中进行图像截取,得到带钢表面图像对应的缺陷图像。
33.当然,图像处理算法在包括灰度阈值分割法之后,还可以包括高斯滤波等处理方法。
34.具体地,图像处理算法中的关键参数包括高斯滤波频率为0.4或0.5等,图像分割灰度阈值为20或18等,缺陷提取灰度阈值为50或55等,提取缺陷面积阈值为2或3等,首先对带钢表面图像进行高斯滤波,其频率可以为0.4;再采用图像分割方法处理高斯滤波后的带钢表面图像,其图像分割阈值可以为20;在对图像分割方法处理后的带钢表面图像进行缺陷提取,缺陷提取的灰度阈值为可以50;然后再基于缺陷提取的缺陷位置进行图像截取,图像截取的面积阈值例如可以为2或3等,从而得到缺陷图像。当然,还可以预先设定缺陷图像的图像大小为设定值,设定值例如可以100x100px或200x200px等,使得最终得到的缺陷图像的图像大小为设定值。
35.本说明书实施例中,缺陷识别装置20可以设置有gige接口,使得缺陷识别装置20通过gige接口实时获取工业面阵相机10采集的带钢表面图像。
36.以及,缺陷识别装置20识别出缺陷图像之后,将其识别出的缺陷图像发送给缺陷分类装置30。
37.由此可知,缺陷分类装置30在接收到缺陷图像之后,还可以将缺陷图像存储在自身的数据库中,当然,也可以存储在与缺陷分类装置30相连的存储设备中,以便后续对缺陷图像进行处理。下面具体以缺陷图像存储在数据库中为例。
38.以及,缺陷分类装置30在对缺陷图像进行处理之前,还需预先训练出缺陷分类模
型,缺陷分类模型可以是基于神经网络算法训练得到的智能学习模型,具体地,可以使用带钢表面的历史缺陷数据对模型进行训练,训练得到满足约束条件的模型作为缺陷分类模型,琼中,缺陷分类模型的输入为缺陷图像信息,输出结果为图像类型及名称,并在数据库中对该数据进行标记。如此,通过预先训练的缺陷分类模型能够实现对缺陷图像的准确分类及标注。
39.在另一实施例中,缺陷分类装置30还可以用于在得到带钢表面图像对应的缺陷图像之后,还可以获取带钢表面图像对应的带钢钢卷数据、带钢焊缝位置和缺陷在带钢的位置,然后将缺陷图像、带钢钢卷数据、带钢焊缝位置和缺陷在带钢的位置关联存储在缺陷分类装置30的数据库中。
40.具体来讲,缺陷分类装置30,用于在获取带钢表面图像对应的带钢钢卷数据、带钢焊缝位置和缺陷在带钢的位置之前,接收第一通信设备发送的带钢焊缝位置,其中,第一通信设备与设置在冷轧生产线中的控制器通信,用于获取控制器采集的目标带钢的带钢焊缝位置。
41.其中,第一通信设备,用于获取控制器采集的冷轧生产线的运行速度,并将运行速度传输至缺陷分类装置30。
42.具体地,第一通信设备可以基于opc通讯协议进行通信,通过opc通讯协议与控制器通信,实时获取冷轧生产线的运行速度和带钢焊缝位置,并将传输至缺陷分类装置30,并将其写入缺陷分类装置30的数据库中,当然,第一通信设备还可以实时获取目标带钢的焊缝位置转换数据,并将其传输缺陷分类装置30然后存储到数据库中。如此,由于第一通信设备是基于opc通讯协议进行通信的,从而实现高效通讯。
43.以及,缺陷分类装置30还可以用于在获取带钢表面图像对应的带钢钢卷数据、带钢焊缝位置和缺陷在带钢的位置之前,用于接收第二通信设备发送的带钢钢卷信息,其中,第二通信设备用于获取冷轧生产线中存储的目标带钢的带钢钢卷数据,其中,带钢钢卷数据包括带钢原料卷信息。
44.其中,第二通信设备,用于在目标带钢冷轧完成之后,获取目标带钢的成品卷信息,并将成品卷信息传输至缺陷分类装置。
45.具体地,第二通信设备可以基于tcpip通讯协议进行通信,如此,第二通信设备可以通过tcpip协议与冷轧生产线进行通讯,接收来自冷轧生产线的原料卷信息和成品卷信息报文;当钢卷焊接完成后会收到原料卷信息,当出口钢卷剪切后会收到成品卷信息。如此,由于第二通信设备是基于tcpip通讯协议进行通信的,从而能够实现稳定准确通讯。
46.在另一实施例中,冷轧在线带钢表面缺陷检测系统还可以包括人机交互设备,用于与缺陷分类装置30连接,用于显示缺陷图像。
47.具体来讲,人机交互设备包含了显示屏,当然,也可以包含处理器,人机交互设备可以根据实时获取存储在数据库中存储的缺陷图像及其对应的缺陷数据,人机交互设备可以以图形化界面和表格两种方式显示缺陷图像及其对应的缺陷数据,缺陷图像及其图像数据可以实时刷新,包括缺陷在钢卷上的位置标注以及该缺陷对应的图像。人机交互设备一方面能够显示当前卷缺陷图像及其对应的缺陷数据,另一方面还可以显示历史缺陷图像及其对应的缺陷数据。
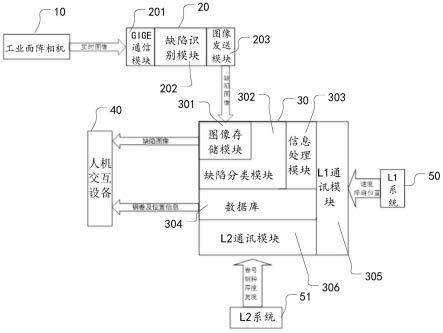
48.在实际应用过程中,如图2所示,本说明书实施例提供的冷轧在线带钢表面缺陷检
测系统中各装置的连接结构图。工业面阵相机10用于实时采集目标带钢的带钢表面图像,并将采集的带钢表面图像实时传输至缺陷识别装置20,其中,缺陷识别装置20包括gige通信模块201、缺陷识别模块202和图像发送模块203,通过gige通信模块201实时获取工业面阵相机10发送的带钢表面图像,在此过程中需要在该模块中设置的相机的参数:曝光时间为500us,图像大小为1920x128px,触发方式为上升沿外触发;再使用缺陷识别模块202中的图像处理算法对实时获取的带钢表面图像进行高速处理,获取带钢表面图像的缺陷位置信息;图像处理算法中的关键参数有:高斯滤波频率0.4,图像分割灰度阈值为20,缺陷提取灰度阈值为50,提取缺陷面积阈值为2。然后对缺陷进行截取,截取图像大小为100x100px,截取缺陷图像,再通过图像发送模块203将缺陷图像发送给缺陷分类装置30。
49.以及,缺陷分类装置30包括图像存储模块301、缺陷分类模块302、信息处理模块303、数据库304、l1通讯模块305和l2通讯模块306,其中,图像存储模块301用于在接收到图像发送模块203发送的缺陷图像存储到数据库304中,图像存储模块301还用于将缺陷图像对应钢卷、焊缝位置、缺陷在带钢上的位置等信息匹配存入数据库304。
50.进一步的,缺陷分类模块302,可以通过神经网络算法建立智能学习模型,使用已收集缺陷数据对模型进行训练,训练得到缺陷分类模型,其中,缺陷分类模型的输入为缺陷图像信息,输出结果为图像类型及名称,并在数据中对该数据进行标记。
51.进一步的,信息处理模块303用于根据焊缝位置自动切换钢卷信息,并对已生产完成的带钢信息进行归档,同时还将原料卷的信息匹配到成品卷,方便进行查看;以及l1通讯模块305用于通过opc协议与生产线plc系统即l1系统50通讯,实时获取生产线的速度和焊缝位置数据,并将其写入数据库,l1通讯模块305还用于获取焊缝位置的转换数据;l2通讯模块306用于通过tcpip协议与生产线l2系统51进行通讯,接收来自l2系统的原料卷信息和成品卷信息报文。其中,当钢卷焊接完成后会收到原料卷信息,当出口钢卷剪切后会收到成品卷信息。
52.进一步的,冷轧在线带钢表面缺陷检测系统还包括人机交互设备40,人机交互设备40与缺陷分类装置30相连,用于根据实时存储的缺陷数据信息和图像信息,人机交互模块以图形化界面和表格两种方式显示缺陷信息。缺陷信息为实时刷新,包括缺陷在钢卷上的位置标注以及该缺陷对应的图像。另外,人机交互设备40一方面能够显示当前卷缺陷信息,另一方面还可以显示历史钢卷缺陷信息。而钢卷信息的切换有信息处理模块来完成。
53.本说明书实施例的有益效果如下:
54.基于上述技术方案,工业面阵相机用于采集冷轧过程中目标带钢的带钢表面图像,并将采集的所述带钢表面图像传输至缺陷识别装置;所述缺陷识别装置,用于对所述带钢表面图像进行缺陷识别,并将识别出的缺陷位置进行图像截取,得到缺陷图像,并将所述缺陷图像发送给缺陷分类装置;所述缺陷分类装置,用于利用预先训练的缺陷分类模型对所述缺陷图像进行处理,得到所述缺陷图像对应的缺陷类型;如此,通过工业面阵相机采集带钢表面图像,再使用缺陷识别装置对带钢表面图像进行识别,得到缺陷图像,再通过缺陷分类装置中的缺陷分类模型对缺陷图像进行处理,得到缺陷图像对应的缺陷类型,通过工业面阵相机、缺陷识别装置和缺陷分类模型对冷轧在线带钢的表面进行缺陷检测,从而实现了通过机器自动实现对冷轧在线带钢的表面进行缺陷检测,与现有技术的人工目视检测方式相比,能够有效提高带钢表面的缺陷检测速度,使得缺陷检测速度与冷轧机组生产速
度匹配,提高了缺陷检测效率。
55.尽管已描述了本说明书的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本说明书范围的所有变更和修改。
56.显然,本领域的技术人员可以对本说明书进行各种改动和变型而不脱离本说明书的精神和范围。这样,倘若本说明书的这些修改和变型属于本说明书权利要求及其等同技术的范围之内,则本说明书也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1