一种基于松弛变量的机采棉加工工艺配置效率评价方法
1.本发明涉及生产工艺配置与效率评价领域,具体涉及一种基于松弛变量的机采棉加工工艺配置效率评价方法。
背景技术:
2.棉花生产机械化是提高我国棉花生产规模快速发展的关键因素之一。新疆是我国主要的棉花产地。近些年,新疆棉花产量在全国棉花产量中的比例不断增加。2020年新疆全年机采棉产量占全部植棉产量比例为81%。机采棉的回潮率和含杂率远远高于人工采棉水平,在棉花加工过程中需要增加更多的籽棉清理、烘干和皮棉清理环节才能生产出品质合格的皮棉,因此机采棉加工环节变得越来越重要。
3.随着机采棉种植、加工技术的大力推广,完善相配套的机采棉加工工艺对棉花产业提质增效至关重要。特别地,我国的机采棉加工线大多是从改造手摘棉加工线或在消化吸收国外技术的基础上自行研制而发展起来的。为了满足机采棉加工要求,各轧花厂根据本厂生产经验自行设计或购置籽棉加工设备和配套设备以完善加工工艺。这种局部优化工艺的方法,一定程度上提高了籽棉清理加工效率和轧工质量,但也造成工艺复杂化、多样化,各环节配置不合理,使得生产成本居高不下,棉花加工质量不稳定。
4.机采棉加工工艺优化是一项复杂的系统工程,需要从系统角度评估加工工艺的整体效能,发现影响系统效能的关键工艺环节,进行有针对性的配置优化。因此,如何定量地评估机采棉清理加工工艺系统的整体效能,准确地识别各工艺环节的效能差异,并确定需要改进的关键工艺工序及其改进额度,是优化机采棉加工工艺需要解决的首要问题。
5.数据包络分析(data envelopment analysis,dea)以同类型部门或单位(称之为决策单元)为研究对象,是一种处理多输入-多输出指标的有效性综合评价的方法。该方法假定每个输入都关联到一个或多个输出,且输入输出之间确实存在某种联系,但无须确定该关系的具体表达式。dea可以评价多项输入、多项输出的决策单元之间的相对有效性,本质上是判断dmu(决策单元)是否位于生产可能集的“生产前沿面”上。它避开了计算每项服务的标准成本,因为它可以把多种投入和多种产出转化为效率比率的分子和分母,而不需要转换成相同的货币单位。因此,用dea衡量效率可以清晰地说明投入和产出的组合,从而,它比一套经营比率或利润指标更具有综合性并且更值得信赖。
6.应用该方法建立模型无须对数据进行无量纲化处理,无须主观设定权重和参数。由于其客观性强和使用方便,在处理多输出-多输入的有效性评价方面具有绝对优势,得到广泛应用。
7.本发明针对现有技术中存在的问题,从系统的角度出发,运用dea模型构建机采棉加工工艺效率评价体系,对机采棉工艺配置效率进行评价分析,找出机采棉工艺配置效率关键影响因素,对生产线投入资源调整和工艺配置优化有重要意义。
技术实现要素:
8.本发明提供了一种经济实用的基于松弛变量的机采棉加工工艺配置效率评价方法,可用于从系统角度评估多条机采棉加工生产线的整体效能,进而准确识别需要改进的关键工艺环节及其改进额度,为实施机采棉加工工艺优化提供决策参考。
9.为了实现上述目的,一种基于松弛变量的机采棉加工工艺配置效率评价方法,主要包括以下步骤:
10.步骤1:选择待评价的机采棉加工生产线作为决策单元dmu;
11.步骤2:根据机采棉加工生产线的投入指标和产出指标,收集各决策单元dmu的所述投入指标和产出指标原始数据;
12.所述投入指标包括:电力投入、劳动力投入、籽棉投入、籽棉清理次数、烘干次数、皮棉清理次数;
13.所述产出指标包括:皮棉综合质量水平、皮棉台时产量水平;
14.步骤3:根据所述原始数据计算出机采棉加工工艺配置效率评价指标体系中的皮棉综合质量水平的指标值;
15.皮棉综合质量水平的指标值lqi的计算如下:
16.lqi=p+mic;
17.其中,lqi为皮棉加工质量水平的指标值,p为棉花交易市场皮棉基准价格,mic为多项纤维品质对皮棉质量指标的贡献;
[0018][0019]
其中,ci为第i项皮棉纤维指标对皮棉成交价格的贡献,ci可根据中国棉花协会发布的《锯齿加工细绒棉质量差价表》设置;
[0020]
步骤4:将上述投入指标和产出指标,输入针对dea的线性规划求解软件,得出基于se-sbm模型下的各决策单元dmu的综合效率值、技术效率值和规模效率值;
[0021]
步骤5:根据综合效率值δ确定非dea有效的决策单元:若综合效率值δ《1,则第i条机采棉加工生产线为非dea有效;若综合效率值δ≥1,则第j条机采棉加工生产线为dea有效;
[0022]
步骤6:根据纯技术效率值和规模效率值分别判断非dea有效决策单元dmu的技术状态和规模收益;
[0023]
技术状态判断:若技术效率值大于等于1为技术有效;否则为无效;
[0024]
规模收益判断:若规模效率值大于等于1为规模有效;否则为无效;
[0025]
步骤7:对非dea有效决策单元的投入产出指标进行灵敏度分析,并结合技术状态和规模收益确定需要改进的关键工艺环节;
[0026]
(1)计算指标敏感性指数sj(xi):
[0027][0028]
其中,a是原评价指标集,ai为去掉第i个指标后的评价指标集,θj(a)和θj(ai)表示
第j个决策单元在指标集a和ai下的综合效率值;
[0029]
(2)指标贡献度判断:若第i个指标xi对第j条机采棉加工生产线的敏感性指数为max{sj(xi)|i=1,2,
……
,s},则指标xi对第j条机采棉加工生产线的dea有效贡献最大,表明指标xi较为合理,得到较好利用;若第i个指标xi对第j条机采棉加工生产线的敏感性指数为min{sj(xi)|i=1,2,
……
,s},则指标xi对第j条机采棉加工生产线的非dea有效贡献最大,表明指标xi不合理,未得到充分利用,需要进行合理调整指标对应工艺环节;
[0030]
步骤8:计算非dea有效决策单元各投入产出指标的松弛变量值,确定其改进额度:利用dea的线性规划求解软件,计算非dea有效决策单元各投入产出指标的松弛变量值,松弛变量值为正值时表示冗余,为负值时表示不足,依据投入产出指标松弛变量值对非dea有效决策单元确定其改进额度。
[0031]
所述步骤1选择待评价的机采棉加工生产线作为决策单元dmu具体包括:
[0032]
s1:机采棉加工生产线包括籽棉清杂、轧花、皮棉清杂、烘干加湿等主要工艺和设备,所述决策单元(dmu)是将机采棉加工生产线看作由多个投入和多个产出指标组成的一个系统,称之为决策单元。
[0033]
所述步骤2根据机采棉加工生产线的投入指标和产出指标收集各决策单元dmu的原始数据具体包括:
[0034]
s21:生产成本与工艺配置投入指标数据项
[0035]
(1)电力投入:指在机采棉加工过程中机采棉加工设备运行、棉花加工运输、生产辅助设备运行等的电能消耗,电力投入指标用x1表示,单位kw
·
h。
[0036]
(2)劳动力投入:机采棉加工过程中需要人员进行设备参数监督和设备辅助运行和设备故障检修,选用工人数量作为劳动力投入指标,劳动力投入指标用x2表示。
[0037]
(3)籽棉投入:籽棉单位收购价格受含杂率、回潮率、颜色级、长度等指标影响,采用每公斤籽棉收购价格作为籽棉投入指标,籽棉投入指标用x3表示,单位元/kg。
[0038]
(4)籽棉清理次数:机采棉加工过程中,籽棉清理工序数越多,对棉纤维品质的损伤越大,选择籽棉清理次数作为工艺配置指标之一,籽棉清理次数指标用x4表示。
[0039]
(5)烘干次数:烘干影响籽棉回潮率进而影响籽棉轧工质量和能耗水平,选择烘干次数作为工艺配置指标之一,烘干次数指标用x5表示。
[0040]
(6)皮棉清理次数:皮棉清理工序数越多,对棉纤维品质的损伤越大,选择皮棉清理次数作为工艺配置指标之一,皮棉清理次数指标用x6表示。
[0041]
s22:加工质量和皮棉产量产出指标数据项
[0042]
(1)皮棉综合质量水平:皮棉加工质量是由颜色级、长度、马克隆值、断裂比强度、长度整齐度、轧工质量和异性纤维含量等多项纤维品质指标来界定的。本发明结合棉花市场交易规则与棉花纤维品质评价体系定义机采棉加工皮棉综合质量指标lqi,皮棉综合质量水平指标用y1表示。
[0043]
(2)皮棉台时产量水平:皮棉台时产量水平指标反映生产线加工效率水平。参考轧花机标准皮棉台时产量范围与生产加工量来制定生产加工计划,加工过程中轧花机平均每小时加工量为皮棉台时产量水平,皮棉台时产量水平指标用y2表示。
[0044]
所述步骤3根据原始数据计算出机采棉加工工艺配置效率评价指标体系中的皮棉综合质量水平指标值具体包括:
[0045]
s3:机采棉加工皮棉综合质量指标lqi计算。
[0046]
lqi=p+mic
[0047]
其中,lqi为皮棉加工质量指标,p为棉花交易市场皮棉基准价格,mic为多项纤维品质对皮棉质量指标的贡献。
[0048][0049]
其中,ci为第i项皮棉纤维指标对皮棉成交价格的贡献。ci可根据中国棉花协会发布的《锯齿加工细绒棉质量差价表》设置。
[0050]
所述步骤4将各输入输出指标输入针对dea的线性规划求解软件,得出各决策单元的综合效率值、技术效率值和规模效率值,具体包括:
[0051]
s41:在机采棉加工工艺配置效率评估模型se-sbm(super efficiency slacks-based measure)中,将一条机采棉加工生产线及其投入和产出看作一个决策单元dmuj。设有n条机采棉加工工艺生产线,每个dmuj(j=1,2,
…
,n)都有m项输入与s项输出。x=(x
ij
)∈rm×n为输入矩阵,y=(y
ij
)∈rs×n为输出矩阵,且x》0,y》0,λj为决策单元的效率测量权重。
[0052]
s42:定义生产单元集
[0053]
设p为生产单元集
[0054][0055]
s43:定义生产单元子集
[0056]
设生产单元子集
[0057][0058]
s44:设置加权平均距离
[0059]
根据x》0,y》0得为非空集合。设l为(x0,y0)到的加权平均距离,定义δ为l的值。
[0060][0061]
δ不小于1,当且仅当时等于1,排除了(x0,y0)对原始生产集的影响。分子x0到的加权距离表示在时x0到的平均增长率。分母y0到的加权距离表示在时y0到的平均缩小率。
[0062]
[0063][0064]
其中,s.t.为约束条件,δ为输入空间与输出空间的距离指数乘积,即决策单元综合效率值,x和y分别是输入和输出项,m和s分别为输入和输出项个数,n为决策单元数,λ为决策单元效率测量权重。
[0065]
所述步骤5根据综合效率值确定非dea有效的决策单元具体包括:
[0066]
s5:非dea有效的决策单元(dmuj)判定
[0067]
若δ<1,则第j条机采棉加工生产线(dmuj)为非dea有效,表明生产线投入产出比不合理,工艺配置需要进行调整;若δ≥1,则第j条机采棉加工生产线(dmuj)为dea有效,表明生产投入合理。
[0068]
所述步骤6根据纯技术效率值和规模效率值分别判断非dea有效决策单元dmu的技术状态和规模收益具体包括:
[0069]
s61:纯技术效率判断:若技术效率值大于等于1为技术有效;否则为无效。对纯技术效率相对较低的生产线进行具体分析,进行进一步的升级改造。
[0070]
s62:规模效率判断:若规模效率值大于等于1为规模有效;否则为无效。
[0071]
所述步骤7对非dea有效决策单元的投入产出指标进行灵敏度分析,并结合技术状态和规模收益确定需要改进的关键工艺环节具体包括:
[0072]
s71:计算指标敏感性指数sj(xi):
[0073][0074]
其中,a是原评价指标集,ai为去掉第i个指标后的评价指标集,θj(a)和θj(ai)表示第j个决策单元在指标集a和ai下的综合效率值;
[0075]
s72:指标贡献度判断:若第i个指标xi对第j条机采棉加工生产线的敏感性指数为max{sj(xi)|i=1,2,
……
,s},则指标xi对第j条机采棉加工生产线的dea有效贡献最大,表明指标xi较为合理,得到较好利用;若第i个指标xi对第j条机采棉加工生产线的敏感性指数为min{sj(xi)|i=1,2,
……
,s},则指标xi对第j条机采棉加工生产线的非dea有效贡献最大,表明指标xi不合理,未得到充分利用,需要进行合理调整指标对应工艺环节;
[0076]
s8:计算非dea有效决策单元各投入产出指标的松弛变量值,确定其改进额度,具体包括:使用dea的线性规划求解软件计算非dea有效工艺投入产出指标松弛变量值。正值表示冗余,负值表示不足。依据投入产出指标松弛变量值对非dea有效工艺确定其改进额
度。
[0077]
本发明有如下优点:
[0078]
本发明提供的方法经济实用,可评估不同机采棉加工生产线的工艺配置效率,进而识别需要改进的关键环节,能为实施机采棉加工工艺设计和优化改进提供决策参考。
[0079]
(1)本发明依据机采棉加工工艺现状和工艺效率影响因素,确定了机采棉加工工艺效率评价指标,构建了机采棉加工工艺配置效率评价指标体系;
[0080]
(2)本发明针对定量评估机采棉加工工艺配置效率,运用数据包络分析方法所构建的指标体系和评价方法可用于评估不同机采棉加工生产线的工艺配置效率,对非dea有效工艺进行改进额度分析,找出各加工环节的工艺配置效率差异,为实施机采棉加工工艺设计和改进提供决策参考。
[0081]
本发明从系统的角度出发,运用dea模型构建机采棉加工工艺效率评价体系,对机采棉工艺配置效率进行评价分析,找出机采棉工艺配置效率关键影响因素,对生产线投入资源调整和工艺配置优化有重要意义。
附图说明
[0082]
下面结合附图和实例对本发明进行进一步说明。
[0083]
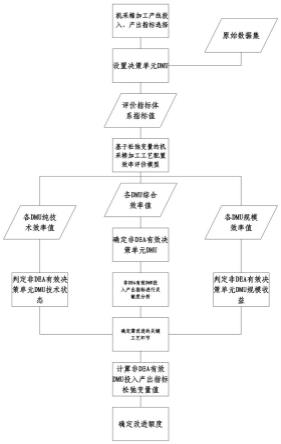
图1是本发明的流程框图。
[0084]
图2为本发明实例的机采棉加工工艺配置效率图。
[0085]
图3为本发明实例的机采棉加工工艺指标敏感性指数图。
[0086]
图4为本发明实例的机采棉非dea有效加工工艺产出松弛变量图。
具体实施方式
[0087]
下面通过实施例,并结合附图,对本发明的技术方案进一步具体说明:
[0088]
实施例:
[0089]
一种基于松弛变量的机采棉加工工艺配置效率评价方法,主要包括以下步骤:
[0090]
步骤1:选择待评价的机采棉加工生产线作为决策单元dmu;
[0091]
步骤2:根据机采棉加工生产线的投入指标和产出指标,收集各决策单元dmu的所述投入指标和产出指标原始数据;
[0092]
所述投入指标包括:电力投入、劳动力投入、籽棉投入、籽棉清理次数、烘干次数、皮棉清理次数;
[0093]
所述产出指标包括:皮棉综合质量水平、皮棉台时产量水平;
[0094]
步骤3:根据所述原始数据计算出机采棉加工工艺配置效率评价指标体系中的皮棉综合质量水平的指标值;
[0095]
皮棉综合质量水平的指标值lqi的计算如下:
[0096]
lqi=p+mic;
[0097]
其中,lqi为皮棉加工质量水平的指标值,p为棉花交易市场皮棉基准价格,mic为多项纤维品质对皮棉质量指标的贡献;
[0098]
[0099]
其中,ci为第i项皮棉纤维指标对皮棉成交价格的贡献,ci可根据中国棉花协会发布的《锯齿加工细绒棉质量差价表》设置;
[0100]
步骤4:将上述投入指标和产出指标,输入针对dea的线性规划求解软件,得出基于se-sbm模型下的各决策单元dmu的综合效率值、技术效率值和规模效率值;
[0101]
步骤5:根据综合效率值δ确定非dea有效的决策单元:若综合效率值δ《1,则第i条机采棉加工生产线为非dea有效;若综合效率值δ≥1,则第j条机采棉加工生产线为dea有效;
[0102]
步骤6:根据纯技术效率值和规模效率值分别判断非dea有效决策单元dmu的技术状态和规模收益;
[0103]
技术状态判断:若技术效率值大于等于1为技术有效;否则为无效;
[0104]
规模收益判断:若规模效率值大于等于1为规模有效;否则为无效;
[0105]
步骤7:对非dea有效决策单元的投入产出指标进行灵敏度分析,并结合技术状态和规模收益确定需要改进的关键工艺环节;
[0106]
(1)计算指标敏感性指数sj(xi):
[0107][0108]
其中,a是原评价指标集,ai为去掉第i个指标后的评价指标集,θj(a)和θj(ai)表示第j个决策单元在指标集a和ai下的综合效率值;
[0109]
(2)指标贡献度判断:若第i个指标xi对第j条机采棉加工生产线的敏感性指数为max{sj(xi)|i=1,2,
……
,s},则指标xi对第j条机采棉加工生产线的dea有效贡献最大,表明指标xi较为合理,得到较好利用;若第i个指标xi对第j条机采棉加工生产线的敏感性指数为min{sj(xi)|i=1,2,
……
,s},则指标xi对第j条机采棉加工生产线的非dea有效贡献最大,表明指标xi不合理,未得到充分利用,需要进行合理调整指标对应工艺环节;
[0110]
步骤8:计算非dea有效决策单元各投入产出指标的松弛变量值,确定其改进额度:利用dea的线性规划求解软件,计算非dea有效决策单元各投入产出指标的松弛变量值,松弛变量值为正值时表示冗余,为负值时表示不足,依据投入产出指标松弛变量值对非dea有效决策单元确定其改进额度。
[0111]
所述步骤1具体包括:
[0112]
s1:将机采棉加工生产线看作由多个投入和多个产出指标组成的一个系统,称之为决策单元dmu。
[0113]
所述步骤2具体包括:
[0114]
s21:生产成本与工艺配置投入指标数据项
[0115]
(1)电力投入;电力投入指标用x1表示,单位kw
·
h。
[0116]
(2)劳动力投入;选工人数量作为劳动力投入指标,劳动力投入指标用x2表示。
[0117]
(3)籽棉投入;籽棉收购价格作为籽棉投入指标,用x3表示,单位元/kg。
[0118]
(4)籽棉清理次数;籽棉清理次数指标用x4表示。
[0119]
(5)烘干次数;烘干次数指标用x5表示。
[0120]
(6)皮棉清理次数;皮棉清理次数指标用x6表示。
[0121]
s22:加工质量和皮棉产量产出指标数据项
[0122]
(1)皮棉综合质量水平
[0123]
机采棉加工皮棉综合质量指标lqi,皮棉综合质量水平指标用y1表示。
[0124]
(2)皮棉台时产量水平;加工过程中轧花机平均每小时加工量为皮棉台时产量水平,皮棉台时产量水平指标用y2表示。
[0125]
所述步骤3具体包括:
[0126]
s3:机采棉加工皮棉综合质量指标lqi计算。
[0127]
lqi=p+mic
[0128]
其中,lqi为皮棉加工质量指标,p为棉花交易市场皮棉基准价格,mic为多项纤维品质对皮棉质量指标的贡献。
[0129][0130]
其中,ci为第i项皮棉纤维指标对皮棉成交价格的贡献。ci可根据中国棉花协会发布的《锯齿加工细绒棉质量差价表》设置。
[0131]
所述步骤4具体包括:
[0132]
s4:定义生产单元集与生产单元子集,接着设置加权平均距离,得出se-sbm模型下的决策单元dmu综合效率值、纯技术效率值以及规模效率值。计算结果如图2所示,其中加工工艺表示方法为:籽清次数-烘干次数-皮棉清理次数轧花机型号,例如决策单元a的加工工艺代号为2-1-1my96表示决策单元a的加工工艺为2次籽清,1次烘干,1次皮棉清理,轧花机型号为my96。
[0133]
所述步骤5具体包括:
[0134]
s5:若δ《1,则第j条机采棉加工生产线(dmuj)为非dea有效;若δ≥1,则第j条机采棉加工生产线(dmuj)为dea有效。由图3可知,不同生产线的工艺配置效率按照综合效率值排序为c》a》e》g》h》i》f》d》b,其中h、i、f、d和b生产线工艺效率值小于1,为dea无效,c、a、e和g生产线工艺效率值大于1,为dea有效。表明c、a、e和g生产投入合理,h、i、f、d和b生产线投入产出比不合理,工艺配置需要进行调整。
[0135]
所述步骤6具体包括:
[0136]
s61:纯技术效率判断。由图3可知,机采棉加工工艺纯技术效率值整体较高,平均值为0.9693,棉花加工企业工艺技术改造取得一定成果。但不同生产线的技术水平与管理效果差别较大,其中b与f生产线纯技术效率均小于0.8,纯技术效率相对较低。需要对b与f生产线进行具体分析,找到技术装备落后原因,进行进一步的升级改造。
[0137]
s62:规模效率分析。由图3可知,各机采棉加工生产线的平均规模效率为1.014,效率值平稳,表明大部分棉花加工生产线的整体规模达到相对合理的程度。从规模收益角度分析,a、c、e、g和h生产线为规模收益不变,五条生产线处于规模收益最佳状态;b、f和i生产线为规模收益递增,当投入指标增加时,不但产出增加,且增加的“速度”是递增的,可以扩大生产线规模;d生产线为规模收益递减,当投入指标增加时,产出增加,但增加的“速度”却是递减的,不应增大d生产线规模。
[0138]
所述步骤7具体包括:
[0139]
s71:计算指标敏感性指数sj(xi):
[0140][0141]
其中,a是原评价指标集,ai为去掉第i个指标后的评价指标集,θj(a)和θj(ai)表示第j个决策单元在指标集a和ai下的综合效率。
[0142]
s72:指标贡献度判断:若第i个指标xi对第j条机采棉加工生产线(dmuj)的敏感性指数为max{sj(xi)|i=1,2,
……
,s},则指标xi对第j条机采棉加工生产线(dmuj)的dea有效贡献最大;若第i个指标xi对第j条机采棉加工生产线(dmuj)的敏感性指数为min{sj(xi)|i=1,2,
……
,s},则指标xi对第j条机采棉加工生产线(dmuj)的非dea有效贡献最大。
[0143]
s73:根据指标贡献度判断结果、技术状态和规模收益确定关键改进工序。
[0144]
如图3所示,投入指标方面,∑sj(x2)=1.1863最大,∑sj(x4)=0.2511最小,表明籽棉投入指标对决策单元有效贡献最大,籽棉得到较好利用。籽棉清理次数指标对相对无效贡献最大,籽棉清理次数不合理。产出指标方面∑sj(y1=1.9230)最大,∑sj(y2)=0.5275最小,表明皮棉加工质量较为合理,充分利用了生产投入资源。皮棉台时产量水平不合理,没有对生产线工艺配置充分利用。因此为提高生产线工艺效率,需要对籽棉清理工序数指标与皮棉台时产量水平指标进行合理调整。
[0145]
所述步骤8具体包括:
[0146]
s8:使用maxdea ultra软件计算非dea有效工艺投入产出指标松弛变量。依据投入产出指标松弛变量对非dea有效工艺进行改进额度分析。计算结果如图4所示。
[0147]
从图4分析得,非dea有效工艺b、d、f、h和i在投入指标体系和产出指标体系的部分指标出现冗余和不足。为使dea无效工艺提升为dea有效,b、d、f、h和i需要在投入产出作出如下调整:
[0148]
(1)在电力投入上,b、d、f、h和i出现冗余,可以分别减少26%、53%、50%、50%和21%的电能使用;劳动力投入上,d、f、h和i出现冗余,可以分别减少12.5%、5.6%、6.3%和16%的工人数量。
[0149]
(2)工艺配置方面,b、d和i生产线出现冗余,可以减少籽棉清理次数分别为1次、2次和1次;b和f生产线出现冗余,均可皮棉清理次数、烘干次数各1次。改进后,五条生产线均为3-1-1工艺配置。
[0150]
(3)在皮棉台时产量水平方面,b、d、f、h和i生产线出现不足,在保证机采棉加工质量的情况下,分别具有73%、19%、32%、36%和13%的皮棉台时产量提升空间。从工艺配置角度来看,5条生产线存在产能过剩或机采棉加工量不足,应降低产能或提高籽棉加工量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1