一种快速生成工装器件避空的方法与流程
1.本发明涉及pcb加工设计领域,尤其涉及一种快速生成工装器件避空的方法。
背景技术:
2.pcb板工装中的电子器件避空设计过程中会面临下列技术问题:1,器件多,少则几百,多则几千,3d图中看上去线条很多,参考描边设计极其困难;2,工装与器件间的间隙精度要求高,且为了方便cnc,避空轮廓的内拐角都要有合适的工艺圆角,避空轮廓还要尽量简单化,便于cnc高效加工,这些手动设计难度大、时间长;3,有些器件间距很小,在一定距离内的多个器件避空轮廓要求合并成一个避空槽,设计结果难于标准化,每个人设计的都可能不一样;可见器件避空设计有很多要考虑的因素,传统设计方案是一个超级繁琐的设计过程,在设计工装中占用了很多的时间,为解决这些的问题,本方法运用优化算法读取器件数据计算后自动生成切口轮廓截面,能快速地在工装夹具上生成器件避空切口。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种快速生成工装器件避空的方法,运用优化算法读取器件数据计算并生成切口轮廓截面,能快速地在工装夹具上生成器件避空切口。
4.为实现上述目的,本发明采用了如下技术方案:一种快速生成工装器件避空的方法,包括快速生成工装器件避空模块,包括解析组件、合并组件、避空组件和简化组件;包括以下步骤,s1:由解析组件解析器件信息文件,得到器件布局信息,并将解析到的器件布局信息转换到工装坐标系中;器件信息文件即为pcb器件布局信息文件,是上游pcb设计传递下来的信息文件;解析子组件用于解析器件布局信息文件,解析得到器件布局信息;解析组件包括解析子组件和转换子组件,转换子组件用于将器件布局信息转换到工装坐标系中,包括以下子步骤:s11:转换子组件将位置信息通过平移矩阵转换为新的位置信息,得到器件在工装坐标系中的位置坐标;s12:根据步骤s11得到的器件在工装坐标系中的位置坐标,将器件平移到工装坐标系中;s13:以步骤s11得到的新的位置信息为中心点,转换子组件按照旋转矩阵公式将轮廓进行旋转,得到器件在工装坐标系中轮廓信息;s14:转换组件按照步骤s13得到的轮廓信息,将器件轮廓在工装坐标系中旋转,得到器件在工装坐标系中的布局;
s2:选择工装夹具坐标和产品坐标;s3:设置器件的合并距离和避空间隙;s4:合并组件根据步骤s3输入的合并距离和避空间隙,进行轮廓外偏置,再合并轮廓;s41:合并组件根据步骤s3设置的合并距离,在工装坐标系中将相邻器件的距离小于合并距离的合并成一个整体轮廓;s42:避空组件根据根据步骤s3设置的避空间隙,在工装坐标系中将各器件整体轮廓进行扩大或缩小;s43:若整体轮廓进行扩大或缩小后有重叠,合并组件根据步骤s3设置的合并距离,在工装坐标系中将相交的整体轮廓合并成一个大的整体轮廓;s44:重复步骤s43,直至在工装坐标系中不再出现相交的整体轮廓;s5:在简化组件中输入简化值,简化轮廓,生成简化的避空轮廓;s6:生成避空特征;简化的避空轮廓在creo中生成器件避空特征。
5.优选地,步骤s1中,布局信息包括轮廓信息和位置信息;轮廓信息为轮廓上点的坐标;位置信息为器件的中心点的坐标或者为器件上的某个点的坐标。
6.优选地,步骤s41还包括以下子步骤:s411:设工装坐标系中相邻两个器件轮廓上的点的坐标分别为:(lxi,lyi,lzi),(mxi,myi,mzi),计算相邻两个器件轮廓上的点的坐标之间的距离di;s412:对于步骤s411判断出相邻两个器件合并的相邻器件,进行合并。
7.优选地,s412还包括如下子步骤:s4121:找到两个器件轮廓上的点的坐标之间的距离di的最小值dimin所对应的两个点的坐标;s4122:再找到步骤s4121或得到两个点的坐标分别在相邻器件轮廓上的相对应的线端的两个端点;s4123:由s4122获得的线段上的两个端点向对应的相邻的器件上的线段进行投影,形成一个整体轮廓。
8.优选地,步骤s42还包括以下子骤:s421:找到器件整体轮廓中点;s422:将器件整体轮廓上的点坐标与整体轮廓中点的坐标相比较,将轮廓上的点的坐标分类;s423:将工装坐标系中将各器件整体轮廓进行扩大或缩小;s424:最终得到在工装坐标系中各器件扩大或缩小的整体轮廓。
9.优选地,步骤s5还包括以下子步骤:s51:输入简化值;s52:简化组件将轮廓点拟合到一条直线或者一条圆弧上,得到达标的避空轮廓;s53:找到器件轮廓上的线段长度小于简化值的线段,以及线段长度小于简化值的线段相邻的两条线段;s54:删除步骤s52中找到的线段长度小于简化值的线段;
s55:形成新的轮廓,得到简化的避空轮廓。
10.与现有技术相比,本发明的有益效果为:1、运用优化算法读取器件数据计算并生成切口轮廓截面,快速地在工装夹具上生成器件避空切口;2、减少了加工pcb板上轮廓的数量,提高了效率;3、降低了pcb板避空设计加工的复杂度,提高了加工精度;4、自动生成切口轮廓截面,能快速地在工装夹具上生成器件避空槽或切口,极大的降低了设计师的劳动强度。
附图说明
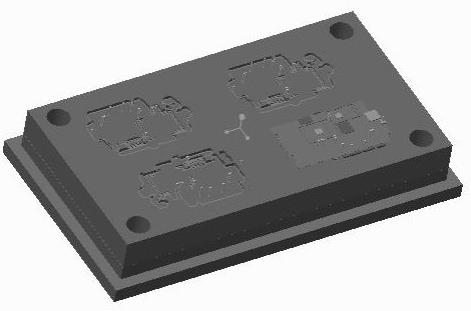
11.图1为本发明的一种快速生成工装器件避空的方法中合并轮廓前示意图;图2为本发明的一种快速生成工装器件避空的方法中合并轮廓后示意图;图3为本发明的一种快速生成工装器件避空的方法中合并轮廓后生成的避空特征示意图;图4为本发明的一种快速生成工装器件避空的方法中初始化窗口示意图。
具体实施方式
12.为使对本发明的目的、构造、特征、及其功能有进一步的了解,兹配合实施例详细说明如下。
13.请参阅图1-4,本发明一实施例的快速生成工装器件避空的方法包括快速生成工装器件避空模块,包括解析组件、合并组件、避空组件和简化组件;包括以下步骤:s1:由解析组件解析器件信息文件,得到器件布局信息,并将解析到的器件布局信息转换到工装坐标系中;器件信息文件即为pcb器件布局信息文件,是上游pcb设计传递下来的信息文件,其中pcb为印制电路板,器件布局信息包括器件轮廓信息、位置信息;轮廓由点组成,轮廓上的每个点包括x轴、y轴和z轴坐标信息,轮廓信息为轮廓上的点的坐标;位置信息为器件的中点或器件上某个点的x轴、y轴和z轴坐标,设为(x,y,z),由该点的x轴、y轴和z轴坐标代表器件的位置;每个器件包括1个位置信息;解析组件包括解析子组件和转换子组件;解析子组件用于解析器件布局信息文件,解析得到器件布局信息,布局信息包括轮廓信息和位置信息;轮廓信息为轮廓上点的坐标;位置信息为器件的中心点的坐标或者为器件上的某个点的坐标;转换子组件用于将器件布局信息转换到工装坐标系中;工装坐标系包括x轴、y轴和z轴,是一种工装的三维坐标;转换子组件将器件的轮廓和位置转换到工装坐标系中,包括如下子步骤:s11,转换子组件将位置信息通过平移矩阵转换为新的位置信息,得到器件在工装坐标系中的位置坐标;设器件的位置信息为(x,y,z),器件在工装坐标系中的位置坐标为(x’,y’,z’),
则:平移矩阵为统用数学矩阵,属于现有数学公式,在此不在累述,tx表示x方向平移量,ty表示y方向平移量,tz表示z方向平移量;s12,根据步骤s11得到的器件在工装坐标系中的位置坐标,将器件平移到工装坐标系中;s13,以步骤s11得到的新的位置信息为中心点,转换子组件按照旋转矩阵公式将轮廓进行旋转,得到器件在工装坐标系中轮廓信息;设解析子组件解析到的器件轮廓上的点的坐标为(xφω,yφω,zφω),器件在工装坐标系中的轮廓上点的坐标为xφ,yφ,zφ,则公式中,为旋转矩阵,以代替;旋转矩阵是一种统用的数学矩阵,属于现有数学公式,在此不在累述;s14,转换组件按照步骤s13得到的轮廓信息,将器件轮廓在工装坐标系中旋转,得到器件在工装坐标系中的布局;采用先平移后旋转的方式,能够提高计算效率,降低计算复杂度;s2:选择工装夹具坐标和产品坐标;工装夹具为通过夹持作用固定pcb板的一种工具;工装夹具为工装夹具的三维图形,包括轮廓信息和位置信息,工装夹具坐标为工装夹具三维图形在工装坐标系中的坐标;产品为产品的三维图形,包括轮廓信息和位置信息;产品坐标为产品三维图形在工装坐标系中的坐标;在合并组件中,分别将工装夹具的位置信息和工装夹具的轮廓信息通过合并组件输入到工装坐标系中;通过选择工装夹具位置坐标和产品位置坐标,并将工装夹具放置在工装坐标系中,能够可视化工装夹具的位置,另一方,方便确定pcb加工的方向;
s3:设置器件的合并距离和避空间隙;在合并组件中,输入器件与器件之间的合并距离和避空间隙;合并距离为工装坐标系中,输入的相邻器件之间的间距值,工装坐标系中相邻器件的距离小于合并距离的,将该相邻器件合并成一个整体轮廓;避空间隙为整体轮廓扩大或缩小的距离;s4:合并组件根据步骤s3输入的合并距离和避空间隙,进行轮廓外偏置,再合并轮廓,如图1-图2所示;s41,合并组件根据步骤s3设置的合并距离,在工装坐标系中将相邻器件的距离小于合并距离的合并成一个整体轮廓;s411,设工装坐标系中相邻两个器件轮廓上的点的坐标分别为:(lxi,lyi,lzi),(mxi,myi,mzi),计算相邻两个器件轮廓上的点的坐标之间的距离di,di= 取di最小值dimin,若合并距离dimin大于“0”,则判断该相邻两个器件不合并;若合并距离dimin小于或等于“0”,则判断该相邻两个器件合并;s412,对于步骤s411判断出相邻两个器件合并的相邻器件,进行合并,包括如下子步骤:s4121,找到两个器件轮廓上的点的坐标之间的距离di的最小值dimin所对应的两个点的坐标 (l1xi,l1yi,l1zi),(m1xi,m1yi,m1zi);s4122,再找到步骤s4121或得到两个点的坐标分别在相邻器件轮廓上的相对应的线端,再分别找到相对应的线端上的两个端点;s4123,由s4122获得的线段上的两个端点向对应的相邻的器件上的线段进行投影,得到2条投影线,利用这2条投影线使相邻的两个器件连接在一起,形成一个整体轮廓;采用线段上的两个端点向对应的相邻的器件上的线段进行投影,获得2条投影线,利用这2条投影线将相邻的两个器件连接在一起,形成一个整体轮廓,能够减少加工切削面积;s42,避空组件根据根据步骤s3设置的避空间隙,在工装坐标系中将各器件整体轮廓进行扩大或缩小;包括如下子步骤:s421,找到器件整体轮廓中点,设器件整体轮廓中点的坐标为(zxi,zyi,zzi);s422,将器件整体轮廓上的点坐标与整体轮廓中点的坐标相比较,将轮廓上的点的坐标分为两类,一类为轮廓上的点坐标的x轴值小于zxi,或y轴值小于zyi,或z轴值小于zzi,设为(axi,ayi,azi);另一类为轮廓上的点坐标的x轴值大于zxi,或y轴值大于zyi,或z轴值大于zzi,设为(bxi,byi,bzi);s423,将工装坐标系中将各器件整体轮廓进行扩大或缩小;设输入的避空间隙为l;对于轮廓上的点(axi,ayi,azi),分别对axi轴值、ayi轴值、azi轴值与避空间隙l
相减,得到扩大后的轮廓的点(axi-l,ayi-l,azi-l);对于轮廓上的点(bxi,byi,bzi),分别对axi轴值、ayi轴值、azi轴值与避空间隙l相加,得到扩大后的轮廓的点(bxi+l,byi+l,bzi+l);若l为正值,则各器件轮廓扩大;若l为负值,则各器件轮廓扩小;s424,最终得到在工装坐标系中各器件扩大或缩小的整体轮廓;通过避空设计,能够减少pcb板加工的复杂度;s43,若整体轮廓进行扩大或缩小后有重叠,合并组件根据步骤s3设置的合并距离,在工装坐标系中将相交的整体轮廓合并成一个大的整体轮廓;s44,重复步骤s43,直至在工装坐标系中不再出现相交的整体轮廓;s5:在简化组件中输入简化值,简化轮廓,生成简化的避空轮廓;包括以下子步骤:s51,输入简化值;s52,简化组件将整体轮廓或大的整体轮廓的边缘部分的点不在一条直线,或者不在一条圆弧上的点拟合到一条直线或者一条圆弧上,得到达标的避空轮廓;s53,在达标的避空轮廓上找到器件轮廓上的线段长度小于简化值的线段,以及线段长度小于简化值的线段相邻的两条线段;s54,在达标的避空轮廓上删除步骤s52中找到的线段长度小于简化值的线段;s55,将步骤s52中找到的线段长度小于简化值的线段相邻的两条线段进行延长相交,形成新的轮廓,得到简化的避空轮廓;通过简化轮廓的步骤,不仅提高了加工的精度,还降低了pcb板加工的复杂度。
14.s6:生成避空特征;简化的避空轮廓在creo中生成器件避空特征;creo为三维设计软件,是一种市场现有的软件,本发明未对creo做出创新,只是使用该三维设计软件生成器件的避空特征,对于creo是如何生成避空特征的,本专利在此不在累述;所述避空特征为器件的整体轮廓在工装三维坐标系中开具的槽或切口。
15.本发明快速生成工装器件避空的方法,运用优化算法读取器件数据计算并生成切口轮廓截面,快速地在工装夹具上生成器件避空切口;一方面,减少了加工pcb板上轮廓的数量,提高了效率;另一方面,降低了pcb板避空设计加工的复杂度,提高了加工精度;自动生成切口轮廓截面,能快速地在工装夹具上生成器件避空槽或切口,极大的降低了设计师的劳动强度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1