一种热冲压成形生产线的数字孪生系统和构建方法与流程
1.本发明涉及一种面向热冲压成形加工制造领域的数字孪生技术,具体涉及一种热冲压成形生产线的数字孪生系统和构建方法。
背景技术:
2.热冲压成形生产线的设计、建设、使用和管理者需要规划和验证生产工艺流程、创建生产线布局、选择生产设备进行流程仿真,以优化生产线设计、预测维护周期、减少甚至防止停机以提高设备开动率,在生产线运行过程中还需要优化人员配置和制造过程的工作条件设置。现有的热冲压成形生产线在计划排程、监控与管理过程上存在很多不足,操作很不方便,因此需要一种让生产线设计、生产计划排程、调度和管理者能够科学评估、调整并且实时、直观了解到生产线建设和运行状况的信息交互与监控系统。
3.数字孪生技术能够将热冲压成形生产线的物理实体对象与数字信息模型的虚拟对象进行对称映射,实现二者状态数据的实时交互。因而基于数字孪生技术构建热冲压成形生产线的数字孪生系统,可随时监控生产线的建设情况以及生产线上所有实体机器设备的运行状况,实时展示生产信息和生产统计数据,实现对实际生产过程的运行和性能数据进行全面分析与评估,从而持续优化热冲压成形生产线的效能。
技术实现要素:
4.本发明的目的是为了克服现有技术不足之处,提供一种热冲压成形生产线的数字孪生系统和构建方法,该热冲压成形生产线数字孪生系统可以很好地解决上述问题。
5.为达到上述要求,本发明采取的技术方案是:提供一种热冲压成形生产线的数字孪生系统和构建方法,所述的热冲压成形生产线数字孪生系统包括三部分:(1)位于物理层模块的热冲压成形生产线物理系统,是一种灵活的,适应不同工艺路线要求的自动化系统,可以在更换专门的工具和控制软件后生产不同类型的工件。(2)位于中间层模块的网络通信、数据处理和分析系统,实现数字孪生系统的数据采集、处理、存储和分析过程。(3)位于服务层模块的三维生产线虚拟场景、直播视频、增强现实和运行状态看板展示系统,能够实时监控生产线的建设、运行情况,展示生产统计信息和现场状态。
6.所述的热冲压成形生产线数字孪生系统构建方法,包括如下步骤:
7.步骤1,收集数据模块:将热冲压成形生产线的实体对象和虚拟对象的所有数据信息汇总后分为非模型驱动数据和模型驱动数据。非模型驱动数据是静态类型数据,以表格形式在物联网平台工具中存储和展示。模型驱动数据是动态数据,使用websocket协议将数据发送到物联网平台工具进行存储,并以json字符串格式传递给三维可视化引擎进行数据链接和绑定。收集数据模块汇总后的数据经过步骤2和步骤3分别提供给几何造型和人机界面模块;
8.步骤2,几何造型模块:根据实体对象的几何尺寸采用三维建模软件构建出数字模型,添加必要的灯光、材质、纹理渲染模型和特效,使三维模型具有真实质感、更加逼真。为
了降低硬件的运行压力,要对模型进行适当地简化处理,并导出为轻量化格式文件,在步骤4中将该文件导入到场景构建模块中;
9.步骤3,人机界面模块:包括人机交互设计、外部输入事件响应等功能,旨在实现在三维虚拟环境中的场景漫游,使用户有身临其境的直观体验。在三维建模软件环境中将实现人机界面模块功能的文件导出为轻量化格式文件,在步骤4中将该文件导入到场景构建模块中;
10.步骤4,场景构建模块:在三维可视化引擎开发工具中对几何造型模块及人机界面模块功能文件进一步完善,即将人机界面模块的设计效果与几何造型模块的模型文件合并到一个场景中,进行场景管理、场景漫游、用户界面设计、性能优化等并导出为轻量化格式文件,在步骤5中将该文件导入到场景模型模块中;
11.步骤5,场景模型模块:在三维可视化引擎开发工具中将物联网平台开发工具以json字符串格式提供的信息进行数据绑定,实现基于所述的物理层模块中实体对象的实时数据驱动的虚拟场景、状态看板、直播视频和增强现实功能模块的状态信息实时更新,对这些功能模块进行运行测试并将测试结果在步骤6中反馈到场景优化模块;
12.步骤6,场景优化模块:将场景模型模块测试运行的结果反馈到几何造型和人机界面模块,在这两个模块中分别进行设计优化,经过迭代以后在三维可视化引擎开发工具中将虚拟场景模块的模型文件发布为webgl格式,并集成到物联网平台工具中。
13.所述的物联网平台工具采用thingsboard,三维可视化引擎采用unity 3d,三维建模软件包括blender、siemens nx或者unity 3d,轻量化文件为.fbx格式文件。
14.本发明基于数字孪生技术,通过构建热冲压成形生产线的物理对象系统和虚拟对象系统,进而描述热冲压成形生产线数字孪生系统的构建流程及其实现方法。该热冲压成形生产线数字孪生系统的有益效果在于:
15.本发明通过从热冲压成形生产线物理对象系统中获取的生产过程实时数据,驱动三维数字化虚拟生产线的运行,从而非常直观地展现生产过程的全貌,即在虚拟环境下看到真实生产线上在加工哪一种型号的冲压件产品及数量,生产线的运行状态及故障报警记录,加热炉、压机等设备状态和红外温度检测仪等仪器、仪表数据;生产线的设计、管理者还可以很方便地查阅生产实际数据,比如在虚拟生产线中漫游,用鼠标点击设备即可看到设备的工作历史记录、关键数据历史曲线等。
16.本发明可以持续记录热冲压成形生产线上每个工件的质量,能够快速识别生产制造过程的质量问题;热冲压成形产品的客户也可以查看工件的历史追溯信息,其中记录了每件产品的质量数据,这将能够持续监控产品交付,改进交付产品的质量并提高客户产品的制造质量。生产线的设计、管理者通过本发明的系统全面分析产品质量和生产线运行性能数据可以规划和验证生产过程、优化未来生产线的设计,延长生产线上机器、设备的无故障运行时间,从而降低热冲压成形产品的制造成本,以可持续的方式优化热冲压成形生产线的效能。
附图说明
17.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,在这些附图中使用相同的参考标号来表示相同或相似的部分,本技术的示意性实施例及其说明
用于解释本技术,并不构成对本技术的不当限定。在附图中:
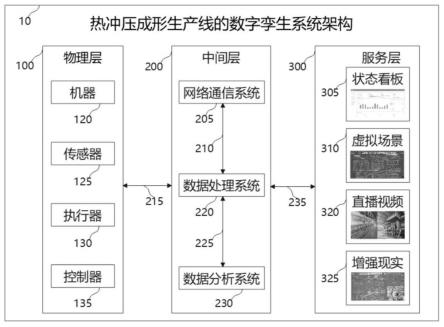
18.图1示意性地示出了根据本技术一个实施例的热冲压成形生产线数字孪生系统的总体架构和工作流程示意图。
19.图2示意性地示出了根据本技术一个实施例的自动化热冲压成形生产线的物理系统架构和工作流程示意图。
20.图3示意性地示出了根据本技术一个实施例的自动化热冲压成形生产线的虚拟系统架构和构建流程示意图。
21.图4示意性地示出了根据本技术一个实施例的自动化热冲压成形生产线的数据管理与网络通信系统示意图。
具体实施方式
22.为使本技术的目的、技术方案和优点更加清楚,以下结合附图及具体实施例对本技术作进一步地详细说明。
23.为了提供对这些实施例的简要描述,可能未在本说明中描述实际实施例的所有特征。应当可以理解,在任何此类实际实现的开发中,例如在任何工程或设计项目中,都必须做出许多特定于实现的决策,以实现开发者特定的目标,例如遵守与系统相关和与业务相关的规定,可能因具体实现而异。
24.在以下描述中,对“一个实施例”、“实施例”、“一个示例”、“示例”等等的引用表明如此描述的实施例或示例可以包括特定特征、结构、特性、性质、元素或限度,但并非每个实施例或示例都必然包括特定特征、结构、特性、性质、元素或限度。另外,重复使用短语“根据本技术的一个实施例”虽然有可能是指代相同实施例,但并非必然指代相同的实施例。
25.为简单起见,以下描述中省略了本领域技术人员公知的某些技术特征。
26.当介绍本发明的各种实施例的部件时,数词“一”,“一个”,代词“该”和“所述”旨在表示存在一个或多个元件。术语“包含”,“包括”,“和”具有包容性,表示除所列要素外可能还有其他要素。
27.(1)热冲压成形生产线数字孪生系统的总体架构
28.根据本技术的一个实施例,如图1所示,热冲压成形生产线数字孪生系统的总体架构10是三层结构,包括:(1)位于物理层100的自动化热冲压成形生产线物理系统;(2)位于中间层200的网络通信、数据采集、处理、存储和分析系统;(3)位于服务层300的三维生产线虚拟场景、直播视频、增强现实和运行状态看板展示系统。物理层100中的实体对象数据信息经过中间层200的数据处理和转换,实时映射到服务层300的虚拟空间中的仿真对象上。服务层300中的虚拟对象与物理层100中的实体对象动态、静态信息完全对应,二者成为数字化热冲压成形生产线的虚实孪生体。
29.物理层100是数字孪生系统的物理空间中的实体对象,由机器120、传感器125、执行器130、控制器135等物理设备组成。在本技术的一个实施例中,如图2所示,机器120是指热冲压成形生产线100中的所有实体设备,包括立体仓库1005,搬运机械手1015等,加热炉1100,压机1080,激光修边站1130,激光焊接站1150,自动导引车1025等。传感器125是指机器120中的各种物理量的感应装置,比如温度,氧含量,露点,电流,速度等参数的数据感应器和变送器。执行器130是指机器120内部的各种运动、执行装置,比如加热器,伺服电机,气
缸,阀门,电磁阀等。控制器135是指控制机器120运行的所有智能控制装置,比如可编程逻辑控制器plc,人机界面接口hmi单元等。
30.物理层100中的设备通过网络通信链路215反馈热冲压成形生产线的特定实体对象和工艺过程的实时数据信息至中间层200,比如加热炉的各分区温度,氧含量,露点,机械手电机的电流、温度、速度,零件的出炉温度、从加热炉到压机的转运时间、在压机内的温度以及压机的下行时间和保压时间等。
31.中间层200实现数字孪生系统的数据采集、处理、存储和分析过程,包括网络通信链路210、215、225、235,网络通信系统205,数据处理系统220和数据分析系统230三个功能模块。网络通信链路210、215、225、235分布于网络通信系统205,数据处理系统220,数据分析系统230,物理层100以及服务层300之间。热冲压成形生产线中物理对象的实时数据信息经过网络通信链路210、215以及网络通信系统205后到达数据处理系统220。数据处理系统220按照服务层300的应用需求,将这些实时数据信息分类、转换后通过网络通信链路225到数据分析系统230中存储和分析。数据分析系统230再根据服务层300中特定应用业务的请求信息,经过网络通信链路235将数据分析结果反馈到服务层300中。
32.由于热冲压成形车间生产过程的复杂性和不可预测性,采用数据报表、二维图表和组态软件的传统监控方式已不能满足当前制造模式下的监控要求。导致车间管理人员无法第一时间获得准确的生产过程信息,无法快速响应异常生产情况,调整生产计划,指导车间生产。如图1中的服务层300所示,本技术提出了一种以三维虚拟场景310和状态看板305为主,直播视频320和增强现实325为辅的多层次热冲压成形生产线运行过程管控模式。
33.服务层300是数字孪生系统的虚拟空间中的仿真对象,通过三维建模后的模型和数据信息展示工具与物理空间中的实体对象相对应,负责向物理层提供特定于应用程序的服务。该层包括网络通信链路235以及状态看板305,虚拟场景310,直播视频320和增强现实325共4个功能模块。
34.状态看板305的显示效果虽然没有三维模型那么直接,但在统计信息属性(时间、文本、数量等)方面起到了不可替代的作用,可以实时显示每个工件的统计信息和详细的生产资源状态。在本技术的一个实施例中,状态看板305将热冲压成形生产线100的设备实时状态以及数据处理系统220产生的历史数据以不同的形式展现出来,如文本、数字、表格、点图、折线图、仪表板等,同时还有以不同周期汇总数据的功能(比如按照秒、分钟、小时、天、周、月显示)。三维虚拟场景模块310是主要的监控模式,从物流、设备、产品三个层面实现热冲压成形生产线制造过程的可视化控制。直播视频模块320通过现场布置的多台工业摄像机实现对热冲压成形生产线关键环节的实时直观监控。增强现实模块325综合利用三维建模、实时跟踪配准、智能交互、传感器等技术手段,将虚拟信息叠加在现实世界的物理对象上,增强了物理对象的内在数据信息展示能力,比如设备内部运动状态的可视化展示。
35.根据本技术的一个实施例,该热冲压成形生产线数字孪生系统的三维场景可视化系统硬件组成如下:在公司生产车间、办公室、调度室和产品展示大厅安装可视化电子看板,配备较高图形处理性能的终端电脑,运行三维场景生产线可视化系统,各系统间通过工业以太网互通互联。生产管理人员可以在办公室、调度室、展厅像置身生产车间现场一样,实时掌握生产线的运行状态、产量统计信息、进度信息和关键数据历史曲线等。
36.可视化电子看板采用高分辨率拼接大屏,包括矩阵式多块拼接屏、大屏控制器、多
路转接器、三维可视化服务器、视频交换机等,其中三维可视化服务器用于安装和部署热冲压成形生产线数字孪生系统应用,大屏控制器用于接收来自三维可视化服务器以及视频交换机的多路视频信号,并对视频信号进行处理、部署和矩阵映射,显示到拼接屏的不同区域。
37.(2)热冲压成形生产线数字孪生系统的物理层构建方法
38.在本技术的一个实施例中,如图2所示,示例的热冲压成形生产线100是灵活的,适应不同工艺路线要求的自动化系统,可以在更换专门的工具和控制软件后生产不同类型的工件。生产线分为三个功能模块:(1)准备物料和转运工件的物流模块105。(2)生产热冲压成形工件的前处理模块110。(3)热冲压成形后工件的后处理模块115。
39.系统100获得生产计划订单以后,由物流模块105负责准备原料、转运原料、半成品和成品工件。模块105包括立体仓库1005,搬运机械手站1015和自动导引车1025。立体仓库1005将准备好的原料放到搬运机械手站1015的上料区,向搬运机械手站1015发送原料已备好指令1010。自动导引车1025到达上料区位置后,向搬运机械手站1015发送请求原料指令1020。搬运机械手站1015收到指令1010和1020后,将原料放到自动导引车1025上,并分别反馈执行结果指令1010和1020给立体仓库1005及自动导引车1025。自动导引车1025取得原料后,开始进入前处理模块110进行半成品加工。
40.前处理模块110负责将原料热冲压成形至半成品件。模块110包括上料机械手站1035,冷料转运车1045,搬运机械手站1055、1090,测厚/打标站1065,压机1080,加热炉1100和温控器1110。
41.上料机械手站1035收到自动导引车1025发送的取料指令1030后,向冷料转运车1045发送指令1040请求送料。冷料转运车1045收到请求指令1040后,如果可以送料,则向上料机械手站1035发送反馈指令1040允许送料,否则等待至可以送料。上料机械手站1035收到反馈指令1040允许送料后,向自动导引车1025反馈取料指令1030,并将原料从自动导引车1025搬运到冷料转运车1045。
42.冷料转运车1045存在原料以后,向搬运机械手站1055发送允许取料指令1050。搬运机械手站1055收到指令1050后从冷料转运车1045取料,向测厚/打标站1065发送指令1060请求测厚、打标,并向冷料转运车1045反馈执行结果指令1050。
43.测厚/打标站1065收到请求指令1060后如果本站存在空工作位,则向搬运机械手站1055发送反馈指令1060允许送料,否则等待至本站存在空工作位。搬运机械手站1055收到反馈指令1060后,向测厚/打标站1065送料进行工件测厚、打标。
44.根据实际生产工艺制订的加工路线,经过工作站1065测厚、打标后的合格工件如果需要加工预成形的复杂零件,则搬运机械手站1055向压机1080发送指令1070请求转运。如果压机1080反馈指令1070允许转运,则搬运机械手站1055将工件转运至压机1080,否则等待至可以转运。如果需要加工的是不需要预成形的简单零件,则搬运机械手站1055向加热炉1100发送指令1075请求转运。如果加热炉1100反馈指令1075允许转运,则搬运机械手站1055将工件转运至加热炉1100,否则等待至可以转运。
45.压机1080包括两种类型:预成形和终成形。如果生产复杂零件,则工件先经过预成形压机1080,再经过加热炉1100加热后,由搬运机械手站1090转运至终成形压机1080。如果生产简单零件,则工件不经过预成形压机1080,而由搬运机械手站1055转运至加热炉1100
完成加热后,再由搬运机械手站1090转运至终成形压机1080。
46.根据实际生产工艺的需求,如果生产的工件需要控制其不同区域的物理特性,则压机1080向温控器1110发送指令1105请求控制温度。温控器1110收到请求指令1105后,完成温度控制需求,并向压机1080发送指令1105反馈温度控制结果。
47.根据实际生产工艺制订的加工路线,如果生产复杂零件,则预成形压机1080完成加工后向搬运机械手站1090发送指令1085,请求将工件转运至加热炉1100。搬运机械手站1090收到请求指令1085后,向加热炉1100发送指令1095请求送料。加热炉1100收到请求指令1095后,如果可以送料,则向搬运机械手站1090反馈允许送料指令1095,否则等待至可以送料。搬运机械手站1090收到指令1095允许送料后,向预成形压机1080发送反馈指令1085允许转运,并将工件从预成形压机1080转运至加热炉1100。
48.根据实际生产工艺制订的加工路线,如果生产简单零件,则加热炉1100完成工件加热后,向搬运机械手站1090发送指令1095,请求将工件转运至终成形压机1080。搬运机械手站1090收到请求指令1095后,向终成形压机1080发送指令1085请求转运。终成形压机1080收到请求转运指令1085后,如果可以转运,则向搬运机械手站1090发送反馈指令1085允许转运,否则等待至可以转运。搬运机械手站1090收到指令1085允许转运后,向加热炉1100发送反馈指令1095允许转运,并将工件从加热炉1100运送至终成形压机1080。终成形压机1080加工后的工件是半成品,随后进入后处理模块115完成最终成品件的加工。
49.后处理模块115负责将半成品件加工至成品件。模块115包括搬运机械手站1120,激光修边站1130,转运机械手站1140,激光焊接站1150和下料机械手站1160。
50.终成形压机1080完成工件加工后,向搬运机械手站1090发送指令1115,请求将半成品工件转运至搬运机械手站1120。搬运机械手站1120收到请求指令1115后,向激光修边站1130发送指令1125请求转运工件。激光修边站1130收到请求指令1125后,如果可以转运工件,则向搬运机械手站1120发送反馈指令1125允许转运,否则等待至可以转运。搬运机械手站1120收到反馈指令1125允许转运后,向搬运机械手站1090发送反馈指令1115允许转运,并将工件从搬运机械手站1090转运至激光修边站1130。
51.激光修边站1130完成工件加工后,向转运机械手站1140发送指令1135,请求将工件转运至激光焊接站1150。转运机械手站1140收到请求指令1135后,向激光焊接站1150发送指令1145请求转运工件。激光焊接站1150收到请求指令1145后,如果可以转运,则向转运机械手站1140发送反馈指令1145允许转运,否则等待至可以转运。转运机械手站1140收到反馈指令1145允许转运后,向激光修边站1130发送反馈指令1135允许转运,并将工件从激光修边站1130转运至激光焊接站1150。
52.激光焊接站1150在本实施例中和激光修边站1130是分开的独立工作站。在另外一种实施例中激光焊接站1150和激光修边站1130可以是一体两位的合并工作站,即该工作站有两个工位,一个用于工件修边,另一个用于将子组件焊接到一起。以下所述的激光焊接站1150代表所述的这两种实施例。
53.激光焊接站1150完成工件加工后,向下料机械手站1160发送指令1155,请求将成品工件转运至自动导引车1025。下料机械手站1160收到请求指令1155后,向自动导引车1025发送指令1165请求转运工件。自动导引车1025收到请求指令1165后,如果可以转运,则向下料机械手站1160发送反馈指令1165允许转运,否则等待至可以转运。下料机械手站
1160收到反馈指令1165允许转运后,向激光焊接站1150发送反馈指令1155允许转运,并将工件从激光焊接站1150转运至自动导引车1025。在物流模块105中,自动导引车1025将成品工件送入立体仓库1005。
54.自动导引车1025取得成品工件后,向搬运机械手站1015发送指令1020,请求将成品工件转运至立体仓库1005。搬运机械手站1015收到请求指令1020后,向立体仓库1005发送指令1010请求转运工件。立体仓库1005收到请求指令1010后,如果可以转运,则向搬运机械手站1015发送反馈指令1005允许转运,否则等待至可以转运。搬运机械手站1015收到反馈指令1005允许转运后,向自动导引车1025发送反馈指令1020允许转运,并将工件从自动导引车1025转运至立体仓库1005。
55.(3)热冲压成形生产线数字孪生系统的中间层构建方法
56.热冲压成形生产线在物理层100中的各种传感器125、执行器130、控制器135以及机器120等实体对象的实时运行状态信息经过网络通信链路215到达中间层200,以便进行数据格式转换、存储和分析。如图4所示,网络通信系统205是实现热冲压成形生产线数据信息互联的重要环节,包括总线数据205a和离散数据205b两个功能模块。这两个通信模块负责将物理层100的实时数据传送到数据处理系统220中。数据处理系统220包括四个功能模块:数据采集软件220a、数据采集工具220b、数据集中器220c和数据处理服务器220d。有些数据经过数据处理系统220后,可以由以太网通信链路315直接传送给服务层300的具体应用;还有些数据需要传送到数据分析系统230中进一步分析。数据分析系统230包括实时数据库230a、历史数据库230b和数据分析服务器230c共三个功能模块,根据服务层300的具体应用需求,完成数据分析、挖掘和准备,并通过与数据处理系统220统一的接口提供给服务层300。
57.由于自动化厂商众多,自动化系统之间的通信协议有众多的标准,因此需要采用灵活的方式整合不同厂商的软硬件数据通信。opc ua是一套集成信息模型定义、服务和通信标准的标准化技术框架。opc ua服务器可以通过以太网与绝大多数自动化厂商的可编程控制设备、智能仪表等现场设备连接,因而在本技术的一个实施例中,总线数据205a模块采用opc ua协议从物理层100的opc ua服务器中获取数据,并经过网络通信链路210、215将信息传送到数据采集软件220a模块中。数据采集软件220a模块采用opc ua客户端,将从总线数据205a模块获取的数据信息经过网络通信链路210传送到数据处理服务器220d模块中。
58.物理层100中有些实体对象不支持opc ua协议,但是支持其它现场总线通信协议,比如在本技术的一个实施例中的profinet协议。因而总线数据205a模块经过网络通信链路210、215将相应的数据信息从物理层100的profinet主站端传送到数据采集工具220b模块中。数据采集工具220b模块采用profinet协议从站端将从总线数据205a模块获取的数据信息经过网络通信链路210传送到数据处理服务器220d模块中。
59.物理层100中还有些实体对象不支持工业现场总线通信方式,比如有些仪表的0~10v状态信号、温控器的4~20ma输出信号,或者一些开关量信号等,因而需要在离散数据模块205b中将这些数据信号经过网络通信链路210、215从物理层100的实体对象传送到数据集中器220c模块中。数据集中器220c模块将获取的离散数据经过网络通信链路210传送到数据处理服务器220d模块中。
60.物理层100中代表实体生产线真实、完整运行状态的孪生数据是异构、多源的数据
流,需要在数据处理服务器220d模块中进行分类汇总、统一表征等处理,然后将结果数据经过以太网链路225传送到数据处理系统230中,进一步对数据进行分析,以便为上层应用提供数据支撑服务。
61.根据服务层300的具体应用需求,有些数据经过数据处理服务器220d模块后,由以太网通信链路315直接传送给服务层300的特定应用;还有些数据需要由以太网通信链路225传送到实时数据库230a和历史数据库230b,再由以太网通信链路225传送到数据分析服务器230c中,进一步按照服务层300的具体应用需求进行数据分析、挖掘和准备,并通过与数据处理系统220统一的接口由以太网通信链路315提供给服务层300。
62.在本技术的一个实施例中,中间层基于物联网平台工具thingsboard强大的泛在网络连接、灵活的数据管理和快速的应用开发能力,实现设备连接、数据采集、数据存储、数据分析、应用服务开发和web前端系统集成。
63.在本技术的一个实施例中,网络通信系统205采用网络交换机、有线和无线路由器等;数据处理系统220采用个人计算机pc,raspberry pi和arduino等小型边缘计算设备;数据分析系统230采用商用工作站计算机,基于centos7.0、postgresql和timescaledb时序数据库构成的数据管理引擎,实现生产线数据的分区选择、存储、编目、索引;最后,基于restful架构的get接口方式,实现服务层应用与工业物联网平台的信息交互。
64.(4)热冲压成形生产线数字孪生系统的服务层构建方法
65.通过构建热冲压成形生产线数字孪生系统与三维场景数据处理技术研究,对生产线各个环节,如设备节拍、生产计划与排程、生产工艺流程进行设计仿真、分析和优化,并支持物流调度、设备配置、工艺流程、生产规划的多目标优化设计,提升产线的柔性化、智能化能力。同时对生产线关键设备、区域进行实景视频监控,并结合增强现实技术应用,从而实时展现生产过程动态信息、设备内部状况和历史动作过程,及时响应生产现场异常情况,如温区分布异常、转运超时、保压超时、温度超标、设备急停等生产突发状况。
66.热冲压成形生产线数字孪生系统最终呈现给用户的是服务层模块300所展示的内容。构建服务层模块300是一项多软件协同开发、多功能模块相互协作的系统工程。在本技术的一个实施例中,以thingsboard物联网平台为数据应用总线,利用blender、siemens nx、unity 3d多软件协同建模设计开发服务层模块300。如图3所示,服务层模块300的构建流程主要由收集数据3105,几何造型3120,场景优化3140,人机界面3145,场景构建3160和场景模型3170共6个功能模块组成。
67.为了构建三维虚拟场景,首先在收集数据3105模块中汇总物理层100的实体对象以及服务层300的虚拟对象的所有数据信息,这些数据既有静态类型,比如机器120的几何尺寸等属性,原材料属性、工件指标,传感器125的通信地址及所传输数据的类型、数量、频率,执行器130和控制器135的通信地址及通信协议,状态看板305和增强现实325所展示的图表类型、数据类型和数量,直播视频320中工业摄像头的通信地址及通信协议等;又有动态类型,比如机器120的自动、手动、停止运行等状态信息、报警信息、产量、节拍数据,以及设备运行过程中的传感器125的状态数据、执行器130的反馈结果、控制器135的指令内容等。
68.收集数据3105模块要将所有数据分为非模型驱动数据和模型驱动数据。非模型驱动数据是静态类型数据,以表格形式在thingsboard中存储和展示。模型驱动数据是动态数
据,在数据处理系统220中使用websocket协议将数据发送到thingsboard物联网平台进行存储,并以json字符串格式传递给unity 3d引擎进行数据链接和绑定。收集数据3105汇总后的数据分别经过步骤3115和3110将信息提供给几何造型3120及人机界面3145模块。
69.几何造型3120模块是虚拟场景构建的基础,根据机器120中实体对象的几何尺寸用三维建模软件blender构建出数字模型,添加必要的灯光、材质、纹理渲染模型和特效,使三维模型具有真实质感、更加逼真。为了降低硬件的运行压力,要对模型进行适当地简化处理,并导出为.fbx格式文件。在步骤3125中将模型文件导入到场景构建3160模块中。
70.人机界面3145模块包括人机交互设计、外部输入事件响应等功能,旨在实现在三维虚拟环境中的场景漫游,使用户有身临其境的直观体验。在blender软件环境中将实现人机界面3145功能的文件导出为.fbx格式,在步骤3155中导入到场景构建3160模块中。
71.场景构建3160模块是在unity 3d中对几何造型3120及人机界面3145模块功能的进一步完善,即将人机界面3145的设计效果与几何造型3120的模型文件合并到一个场景中,进行场景管理、场景漫游、ui界面设计、性能优化等。然后在步骤3165中将场景构建3160模块输出的结果文件导入到场景模型3170模块中。
72.场景模型3170模块是在unity 3d中将thingsboard物联网平台以json字符串格式提供的信息进行数据绑定,实现基于物理层100实体对象的实时数据驱动的虚拟场景模型、状态看板305、直播视频320和增强现实325模块状态信息的实时更新。为了平衡虚拟场景渲染的复杂度和实时渲染之间的矛盾,保证系统在大规模场景下的流畅性,需要对虚拟场景进行运行测试和优化,所以场景模型3170模块将测试运行的结果在步骤3140中反馈到场景优化3135模块。
73.场景优化3135模块在步骤3130和3150中将场景模型3170模块测试运行的结果反馈到几何造型3120和人机界面3145模块,在这两个模块中分别进行设计优化,经过迭代以后在unity 3d中将虚拟场景模型3170模型文件发布为webgl格式,并集成到thingsboard平台中。
74.以上所述实施例仅表示本发明的几种实施方式,其描述较为具体和详细,但并不能理解为对本发明范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明保护范围。因此本发明的保护范围应该以所述权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1