物料搬运设备调度控制系统、调度控制方法、设备及介质与流程
1.本发明涉及机械控制技术领域,尤其涉及一种物料搬运设备调度控制系统、调度控制方法、设备及介质。
背景技术:
2.物料搬运设备是物料搬运的重要执行者,承担了工厂、车间的生产和运输等重要环节。目前,物料搬运设备主要依靠操作人员通过设备本地的操作台、遥控器等进行手动操作。随着智能制造的发展,先进制造车间越来越追求安全、智能、高效的应用理念,手动操作对操作人员的经验和操作熟练度依赖性较强,且在调度物料搬运设备进行作业时,难以保证设备间的协同性,从而影响物料搬运设备整体的作业效率。
技术实现要素:
3.本发明提供一种物料搬运设备调度控制系统、调度控制方法、设备及介质,旨在实现对物料搬运设备的自动调度和控制,用于解决现有的手动操作方式难以保证设备间的协同性,且对操作人员的经验和操作熟练度依赖性较强,导致物料搬运设备作业效率低的技术问题。
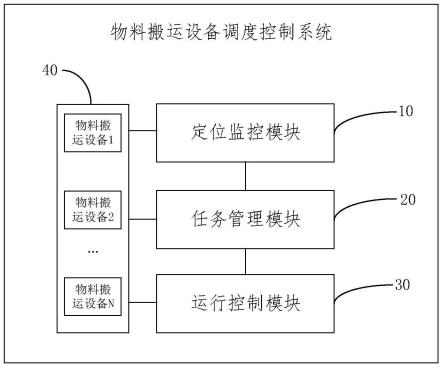
4.本发明还提供一种物料搬运设备调度控制系统,所述系统包括定位监控模块、任务管理模块、运行控制模块和多个物料搬运设备,其中:
5.所述定位监控模块用于获取各所述物料搬运设备的位置信息和状态信息;
6.所述任务管理模块用于获取各所述物料搬运设备待执行的作业任务,并根据各所述物料搬运设备的位置信息和状态信息,对所述作业任务进行分配,得到各所述物料搬运设备的任务列表;
7.所述运行控制模块用于根据所述任务列表,调度控制各所述物料搬运设备执行所述任务列表中的各个作业任务。
8.在一个实施例中,所述物料搬运设备包括运行机构和运行轨道,所述运行机构包括升降机构、大车机构和小车机构;
9.所述运行控制模块控制所述物料搬运设备的各个运行机构在不同维度的运行轨道上运行,以将待搬运的目标物料从起点位置搬运至终点位置。
10.在一个实施例中,所述物料搬运设备还包括抓取部件和防摇设备,所述抓取部件上设置有检测设备,其中:
11.所述检测设备用于在所述物料搬运设备搬运所述目标物料时,获取所述目标物料的位姿信息、所述物料搬运设备周围预设距离范围内的障碍物信息,以及所述抓取部件与所述目标物料之间的距离信息;
12.所述运行控制模块根据所述位姿信息、所述障碍物信息和所述距离信息生成控制信息,根据所述控制信息对所述抓取部件的位姿进行调整,并控制所述抓取部件根据调整后的位姿抓取所述目标物料;
13.所述防摇设备在所述物料搬运设备搬运所述目标物料时,用于防止所述目标物料产生晃动。
14.在一个实施例中,所述物料搬运设备调度控制系统还包括安全防护模块,所述安全防护模块包括激光护栏和声光报警设备;
15.所述激光护栏用于检测出入所述物料搬运设备的运行区域的移动目标,其中,所述激光护栏包括激光发射设备、所述激光发射设备的安装杆和激光接收反射杆,所述激光接收反射杆设置于所述物料搬运设备运行区域的四周,用于接收并反射所述激光发射设备发出的激光波束,以使所述激光波束包围所述物料搬运设备的运行区域;
16.所述声光报警设备用于当检测到出入所述物料搬运设备运行区域的移动目标时,输出声光报警信息;
17.所述检测设备用于获取所述移动目标的运动信息,以供所述运行控制模块根据所述运动信息控制所述物料搬运设备躲避所述移动目标。
18.在一个实施例中,所述物料搬运设备的运行区域包括加工区和物料存放区,所述物料存放区包括不同物料对应的多个子区域;
19.所述运行控制模块还用于根据所述目标物料的位姿信息对所述目标物料进行识别,根据识别结果确定所述目标物料在所述物料存放区中对应的目标子区域,并控制所述物料搬运设备将所述目标物料搬运至所述目标子区域对应的终点位置。
20.在一个实施例中,所述的物料搬运设备调度控制系统还包括设备驱动模块和超载告警模块,其中:
21.所述设备驱动模块用于驱动所述物料搬运设备运行;
22.所述检测设备还用于检测所述物料搬运设备的抓取部件是否对所述目标物料抓取到位,并获取所述目标物料的属性信息,所述属性信息包括所述目标物料的体积和重量;
23.所述超载告警模块用于当所述目标物料的体积或重量超过所述物料搬运设备预设的额定负载时,输出超载告警信息。
24.在一个实施例中,所述物料搬运设备调度控制系统还包括模式切换模块,用于切换所述运行控制模块的控制模式,所述控制模式包括自动控制和手动控制。
25.本发明还提供一种物料搬运设备调度控制方法,应用于物料搬运设备调度控制系统,该方法包括:
26.获取各物料搬运设备的位置信息、状态信息和待执行的作业任务;
27.根据各所述物料搬运设备的位置信息和状态信息,对所述作业任务进行分配,得到各所述物料搬运设备的任务列表;
28.根据所述任务列表,调度控制各所述物料搬运设备执行所述任务列表中的各个作业任务。
29.本发明还提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述任一种所述物料搬运设备调度控制方法。
30.本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如上述任一种所述物料搬运设备调度控制方法。
31.本发明还提供一种计算机程序产品,包括计算机程序,所述计算机程序被处理器
执行时实现如上述任一种所述物料搬运设备调度控制方法。
32.本发明提供的物料搬运设备调度控制系统、调度控制方法、设备及介质,通过获取各个物料搬运设备的位置信息和状态信息,根据各个物料搬运设备的位置信息和状态信息对作业任务进行分配,根据各个物料搬运设备的任务列表,调度控制各个物料搬运设备执行作业任务,实现对物料搬运设备的自动调度和控制,减少了对操作人员的经验和操作熟练度的依赖性,同时,确保了各物料搬运设备在执行作业任务时的协同性,从而可以提高物料搬运设备的作业效率。
附图说明
33.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
34.图1是本发明提供的物料搬运设备调度控制系统的结构示意图之一;
35.图2是本发明提供的物料搬运设备调度控制系统的结构示意图之二;
36.图3是本发明提供的物料搬运设备调度控制系统中的抓取部件的结构示意图之一;
37.图4是本发明提供的物料搬运设备调度控制系统中的激光护栏的局部结构示意图之一;
38.图5是本发明提供的物料搬运设备调度控制系统中的物料搬运设备及其运行区域的结构示意图之一;
39.图6是本发明提供的物料搬运设备调度控制方法的流程示意图之一;
40.图7是本发明提供的电子设备的结构示意图。
41.图中:
42.31:吊具吊点;32:吊具;33:第一电缆线槽;34:激光3d扫描设备;35:激光3d扫描设备的扫描范围;36:电缆垂影;37:抓放到位检测传感器;41:地面;42:激光发射设备的安装杆;43激光发射设备;44:第二电缆线槽;45:激光波束;46:声光报警设备;47:激光接收反射杆;51:加工设备;52:加工区;53:非工作区;54:物料搬运设备;55:大车运行轨道;56:激光护栏设置区域;57:物料存放区;58:物料存放子区域;59:激光护栏设置点。
具体实施方式
43.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.下面结合图1-图5描述本发明的物料搬运设备调度控制系统。
45.参照图1,本发明实施例提供的物料搬运设备调度控制系统(以下简称系统)包括定位监控模块、任务管理模块、运行控制模块、和多个物料搬运设备,其中:
46.定位监控模块10,用于获取各所述物料搬运设备的位置信息和状态信息;
47.任务管理模块20,用于获取各所述物料搬运设备待执行的作业任务,并根据各所述物料搬运设备的位置信息和状态信息,对所述作业任务进行分配,得到各所述物料搬运设备的任务列表;
48.运行控制模块30,用于根据所述任务列表,调度控制各所述物料搬运设备执行所述任务列表中的各个作业任务。
49.在本实施例提供的系统中,定位监控模块10用于对各个物料搬运设备40进行定位和监控,以获取各个物料搬运设备40的位置信息和状态信息,该状态信息包括空闲状态和非空闲状态,非空闲状态为运行状态、故障状态或维护保养状态等。需要说明的是,物料搬运设备40的状态信息是可变的,例如,当物料搬运设备执行任务时,为运行状态,当任务执行完毕时,其状态信息即变更为空闲状态。任务管理模块20用于获取各个物料搬运设备40待执行的作业任务,并对该作业任务进行分配,得到各物料搬运设备40的任务列表。具体地,任务管理模块20获取各个物料搬运设备待执行的作业任务,该作业任务包括一个或多个,根据各物料搬运设备40的位置信息和状态信息,对待执行的作业任务进行分配,将作业任务分配给处于空闲状态的,或者非空闲状态但任务执行成本最小的物料搬运设备,得到各个物料搬运设备40的任务列表,可以是每个物料搬运设备40分别对应一个任务列表,也可以是多个物料搬运设备40对应同一个任务列表,还可以是所有的物料搬运设备对应同一个任务列表,在此不做具体限定。运行控制模块30用于根据作业任务分配得到的任务列表,调度控制各个物料搬运设备40执行任务列表中的各个作业任务。其中,各物料搬运设备40执行的作业任务,可以是用户通过系统下发的,也可以是从其他相关联的业务系统中同步而来的,在此同样不做限定。进一步地,待执行的作业任务中包括待搬运的目标物料,以及待搬运的目标物料的物料信息、物料搬运的起点位置和终点位置等,其中,物料信息包括物料类型。
50.进一步地,物料搬运设备40包括运行机构和运行轨道,运行机构包括升降机构、大车机构和小车机构,运行控制模块30控制物料搬运设备40的各个运行机构在不同维度的运行轨道上运行,以将待搬运的目标物料从起点位置搬运至终点位置。物料搬运设备40的各个运行机构分别运行在不同维度的运行轨道上,一种优选的方式例如,升降机构的运行轨道与地面垂直,大车机构的运行轨道与升降机构的运行轨道垂直,小车机构的运行轨道与大车机构的运行轨道垂直,进一步地,大车机构的运行轨道设置在厂房立柱上方的承轨梁等运行区域内的固定装置上,小车机构的运行轨道设置在大车机构上,升降机构安装在小车机构上,从而可以实现物料搬运设备40搬运物料时在不同维度上的运行。
51.进一步地,参照图2,系统还包括模式切换模块50,用于切换运行控制模块的控制模式,该控制模式包括自动控制和手动控制,其中,手动控制包括操作台控制和遥控器控制,可以适应不同操作人员的需求,以供操作人员根据实际需要灵活选择,确保了物料搬运设备使用的灵活性,扩大了物料搬运设备的应用场景。
52.进一步地,物料搬运设备40还包括抓取部件和防摇设备,抓取部件上设置有检测设备,其中,检测设备用于在物料搬运设备40搬运物料时,获取目标物料的位姿信息、物料搬运设备40预设距离范围内的障碍物信息、抓取部件与目标物料之间的距离信息等。运行控制模块30根据检测设备获取的位姿信息、障碍物信息和距离信息等,生成控制信息,并可根据该控制信息对抓取部件的位姿进行调整,控制抓取部件根据调整后的位姿抓取目标物
料,以确保抓取部件与目标物料的精确对接,实现对目标物料的精准抓取。防摇设备用于物料搬运设备40在搬运目标物料时,防止目标物料产生晃动。
53.具体地,抓取部件上设置的检测设备包括多种传感器,用于获取不同类型的信息,其中包括激光扫描设备,例如激光3d扫描设备,用于对目标物料和物料搬运设备40周围的障碍物进行轮廓扫描和距离测量,获取目标物料和障碍物的轮廓信息,以供运行控制模块30控制物料搬运设备40进行避障,实现对目标物料的准确抓取。进一步地,检测设备还包括抓放到位检测传感器,如压力传感器,用于检测抓取部件对目标物料的抓放是否到位。检测设备还包括重力传感器等,重力传感器和激光3d扫描设备可用于获取目标物料的体积和重量等属性信息。系统还包括驱动模块和超载告警模块,驱动模块包括电气驱动设备,用于驱动物料搬运设备在运行轨道上运行,实现对物料的搬运。超载告警模块根据目标物料的属性信息,当目标物料的体积或重量超过物料搬运设备40设定的额定负载时,运行控制模块30根据该超载告警信息控制物料搬设备40停止搬运,并将超载告警信息输出到用户操作界面,用户可以根据该超载告警信息在操作界面选择手动介入处理,或继续自动运行并更换其他额定负载更大的物料搬运设备进行搬运。若此超载告警信息超时未处理,本条作业任务将被挂起不执行,等待用户处理,继续执行下一个任务。
54.参照图3,图3为本实施例提供的抓取部件的结构示意图之一,在图3中,抓取部件为吊具,其中,31为吊具吊点、32为吊具本体、33为第一电缆线槽、34为激光3d扫描设备、35为激光3d扫描设备的扫描范围、36为电缆垂影、37为抓放到位检测传感器。基于图3所示的抓取部件,在控制物料搬运设备40抓取和搬运物料时,可以实现对抓取部件的全方位扫描检测,以供运行控制模块控制物料搬运设备40进行避障和准确抓放物料,防止物料搬运设备40在作业时发生碰撞。
55.在本实施例中,物料搬运设备调度控制系统通过获取各个物料搬运设备的位置信息和状态信息,根据各个物料搬运设备的位置信息和状态信息对作业任务进行分配,根据各个物料搬运设备的任务列表,调度控制各个物料搬运设备执行作业任务,实现对物料搬运设备的自动调度和控制,减少了对操作人员的经验和操作熟练度的依赖性,同时,确保了各物料搬运设备在执行作业任务时的协同性,从而可以提高物料搬运设备的作业效率。
56.进一步地,通过检测设备的检测信息,可以精准控制抓取部件与待搬运的物料进行精确对接,实现精准抓放,并在搬运过程中,实现避障和防碰撞,确保物料搬运设备的作业安全性。
57.在一个实施例中,系统还包括安全防护模块,可知地,生产安全至关重要,保障生产过程中各个环节的安全性,是生产任务中不可或缺的部分。安全防护模块包括激光护栏和声光报警设备,其中,安全护栏用于检测出入物料搬运设备40的运行区域的移动目标,如车辆和行人等,声光报警设备用于在检测到出入物料搬运设备40的运行区域的移动目标时,输出声光报警信息,以提示行人或车辆等移动目标撤离物料搬运设备40的运行区域。其中,激光护栏包括激光发射设备、用于安装激光发射设备的安装杆、接收反射激光发射设备发出的激光波束的激光接收反射杆,该激光接收反射杆设置于物料搬运设备的运行区域的四周,可以接收并反射激光发射设备发出的激光波束,使得激光发射设备发出的激光波束可以包围物料搬运设备40的运行区域,形成激光护栏。
58.如图4所示出的激光护栏的局部结构示意图,在图4中,41为物料搬运设备40运行
区域的地面、42为激光发射设备的安装杆,该安装杆、43为激光发射设备、44为第二电缆线槽、45为激光发射设备发出的激光波束、46为声光报警设备、47为激光接收反射杆。可知地,声光报警设备可以有多个,分别设置在各个激光接收反射杆和激光发射设备安装杆上,需要说明的是,激光发射设备的安装杆,也可以接收激光波束,从而使激光波束围绕物料搬运设备40的运行区域形成闭环的防护围栏。进一步地,对于出入物料搬运设备40运行区域的移动目标,声光报警设备可以输出不同的声音和/或颜色,对出和入物料搬运设备40运行区域的移动目标进行区分,当进入物料搬运设备40运行区域的移动目标与移出物料搬运设备40运行区域的移动目标数量相同时,即移动目标全部移出物料搬运设备40的运行区域时,停止输出报警信息。可以理解的是,当检测到进入物料搬运设备40运行区域的移动目标时,抓取部件上设置的检测设备,还可以获取移动目标的运动信息,该运动信息包括移动速度和移动轨迹等,运行控制模块30可以根据检测到的运动信息控制物料搬运设备40进行避障,避障措施包括停止运行、控制升降机构抬升目标物料或改变物料搬运设备的运行轨迹等。
59.进一步地,物料搬运设备40的运行区域包括加工区和物料存放区,物料搬运设备40的作业任务包括,将加工好的物料从加工区搬运至物料存放区进行存放,以及将待加工的物料从物料存放区搬运至加工区的加工点进行加工。其中,物料存放区中包括不同物料对应的多个子区域,运行控制模块30可以根据检测设备获取的目标物料的位姿信息对目标物料进行识别分类,从而确定目标物料在物料存放区域中对应的目标子区域,然后控制物料搬运设备40将目标物料搬运至目标子区域对应的终点位置。在物料搬运过程中,无需人工定位、操作,节省了时间和人力,提高了物料搬运设备40的工作效率。
60.可以理解的是,子区域的划分、各子区域能够存放的物料数量,都可以根据历史数据获取,或者由用户提前规划设置,系统对各子区域内存放的物料进行统计,当同一种物料对应多个子区域时,按照顺序选取距离最近的未满子区域进行存放。系统事先建立全局坐标系,然后基于各个物料搬运设备40的运行区域建立局部坐标系,物料搬运设备40定时上报自身的位置和状态,定位监控模块10将物料搬运设备40上报的位置转换到全局坐标系中,获取各个物料搬运设备的位置信息,或者,通过监控设备获取各个物料搬运设备40的位置信息,以供任务管理模块20根据各个物料搬运设备40的位置信息和状态信息,在保证设备间的协同性的前提下,进行任务分配,确保任务的执行效率。其中,物料搬运设备40的运行区域可以存在交叉或重合,定位监控模块10将局部坐标系中的坐标转换到全局坐标系中,实现对各物料监控设备40运行区域内的定位监控。
61.参照图5,图5为本实施例提供的物料搬运设备及其运行区域的结构示意图之一,图5为俯视角度下的示意图,在图5中,51为物料搬运设备运行区域内的加工设备、52为加工区、53为非工作区、54为物料搬运设备本体(包括升降机构、大车机构、小车机构及小车运行轨道)、55为大车运行轨道、56为工作区域于非工作区域的分界线,也是激光护栏的设置区域、57为物料存放区、58为不同物料的存放子区域、59为激光护栏设置点。物料搬运设备40可以在加工区和物料存放区之间,通过升降机构、大车机构和小车机构,在不同的维度上实现往复运行进行物料搬运,加工区和物料存放区均设置有标号,可以通过三维坐标对不同标号对应的位置进行定位,确定物料搬运的起点位置和终点位置。
62.在本实施例中,实现对物料搬运设备的自动控制,减少了人为操作的不确定性,并
通过安全防护模块,确保物料搬运设备作业环境的安全性,提高了物料搬运设备的运行安全。
63.下面对本发明提供的物料搬运设备调度控制方法进行描述,下文描述的物料搬运设备调度控制方法与上文描述的物料搬运设备调度控制系统可相互对应参照。
64.参照图6,图6为本技术实施例提供的物料搬运设备调度控制方法的流程示意图之一,本技术实施例提供的物料搬运设备调度控制方法应用于如上所述的物料搬运设备调度控制系统,包括:
65.步骤100,获取各物料搬运设备的位置信息、状态信息和待执行的作业任务;
66.在对物料搬运设备进行调度控制时,首先获取各个物料搬运设备的位置信息、状态信息,以及待执行的作业任务,其中,位置信息和状态信息可以通过监控设备或物料搬运设备主动上报等方式获取,物料搬运设备的状态信息包括空闲状态和非空闲状态,非空闲状态包括运行状态、故障状态和维护保养状态等,待执行的作业任务为物料搬运任务,包括将加工好的物料从加工区搬运至存放区,以及将待加工的物料从存放区搬运至加工区,作业任务包括作业信息,该作业信息包括待搬运的物料信息、搬运的起点位置和终点位置等。进一步地,在获取各物料设备的位置信息时,基于事先建立好的全局坐标系进行坐标的空间转换,将物料搬运设备从各自运行区域的局部坐标系转换到全局坐标系中,实现对各个物料搬运设备的定位。需要说明的是,物料搬运设备的运行区域内包括加工区和物料存放区,物料搬运设备可以在加工区和物料存放区之间自由运行,并通过自身的升降机构、大车机构和小车机构等不同的运行机构,可以在预设的不同维度的运行轨道上往复运行进行物料搬运。同时,基于建立的全局和局部坐标系,可以对物料搬运设备的运行区域内的环境状况进行监控,并对加工区和物料存放区进行定位,从而将待搬运的物料从起点位置准确搬运至终点位置。
67.步骤200,根据各所述物料搬运设备的位置信息和状态信息,对所述作业任务进行分配,得到各所述物料搬运设备的任务列表;
68.根据各个物料搬运设备的位置信息和状态信息,对待执行的作业任务进行分配,从而得到各个物料搬运设备的任务列表。根据各个物料搬运设备的位置信息和状态信息,对待执行的作业任务进行分配,例如,将待执行的作业任务分配给距离最近和/或处于空闲状态的物料搬运设备执行。对于经过作业任务分配得到的任务列表,可以是每个物料搬运设备分别对应一个任务列表,也可以是按照区域划分,多个物料搬运设备对应同一个任务列表,还可以是所有的物料搬运设备对应同一个任务列表,将所有的任务汇总成为一个任务列表,列表中的每个任务对应有执行该任务的物料搬运设备,在此不做具体限定。
69.根据各个物料搬运设备的位置信息和状态信息进行作业任务的分配,可以保证各个物料搬运设备执行任务的协同性,确保任务的整体执行效率,从而提高物料搬运设备的作业效率。
70.步骤300,根据所述任务列表,调度控制各所述物料搬运设备执行所述任务列表中的各个作业任务。
71.根据各个物料搬运设备的任务列表,调度控制各个物料搬运设备执行任务列表中的各个作业任务,实现对物料搬运设备的自动控制。在对各个物料搬运设备进行调度控制时,可以是集中调度和控制,也可以是集中调度单独控制,还可以是单独调度单独控制,单
独控制时,每个物料搬运设备对应一个独立的控制器,当物料搬运设备被调度执行相应的作业任务时,通过其对应的控制器实现对物料搬运设备的运行控制,以完成作业任务。其中,单独控制和/或单独调度,有利于提高各个物料搬运设备作业的灵活性,集中控制和/或集中调度,有利于保证作业时,各物料搬运设备间的协同性,具体可以根据实际的应用场景进行灵活设置,在此不再赘述。
72.进一步地,物料搬运设备的抓取部件上设置有多个检测传感器,可以获取障碍物信息、待搬运的目标物料的位姿信息,以及物料搬运设备的抓取部件与目标物料之间的距离信息等,根据获取的目标物料的位姿信息以及抓取部件与目标物料之间的距离信息,可以对抓取部件的位姿进行调整,从而控制抓取部件与目标物料精确对接,实现对目标物料的准确抓取,并对物料搬运设备周围障碍物及抓放是否到位进行检测,实现物料搬运设备在抓取和搬运目标物料过程中的避障和防碰撞等功能。其中,抓取部件上设置的检测传感器,包括激光传感器,如激光3d扫描设备,可以对物体进行轮廓扫描和距离检测,获取物体的3d点云图像和距离信息,进而可以对物体进行识别,准确抓取目标物料并实现避障和防碰撞等。
73.在本实施例中,通过获取各物料搬运设备的位置信息、状态信息,可以根据各物料搬运设备的位置信息和状态信息,对待执行的作业任务进行分配,保证了任务执行时各物料搬运设备间的协同性,根据各物料搬运设备分配的任务列表,调度控制各个物料搬运设备执行各自被分配的作业任务,实现了对物料搬运设备的自动调度和控制,无需人工操作,减少了人为操作的不确定性,相比于人为的手动操作,不仅节省了时间和人力,还减少了对操作人员的经验和操作熟练度的依赖性,提高了物料搬运设备的作业效率。
74.图7示例了一种电子设备的实体结构示意图,如图7所示,该电子设备可以包括:处理器(processor)710、通信接口(communications interface)720、存储器(memory)730和通信总线740,其中,处理器710,通信接口720,存储器730通过通信总线740完成相互间的通信。处理器710可以调用存储器730中的逻辑指令,以执行物料搬运设备调度控制方法,该方法包括:
75.获取各物料搬运设备的位置信息、状态信息和待执行的作业任务;
76.根据各所述物料搬运设备的位置信息和状态信息,对所述作业任务进行分配,得到各所述物料搬运设备的任务列表;
77.根据所述任务列表,调度控制各所述物料搬运设备执行所述任务列表中的各个作业任务。
78.此外,上述的存储器730中的逻辑指令可以通过软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本发明各个实施例所述方法的全部或部分步骤。而前述的存储介质包括:u盘、移动硬盘、只读存储器(rom,read-only memory)、随机存取存储器(ram,random access memory)、磁碟或者光盘等各种可以存储程序代码的介质。
79.另一方面,本发明还提供一种计算机程序产品,所述计算机程序产品包括计算机
程序,计算机程序可存储在非暂态计算机可读存储介质上,所述计算机程序被处理器执行时,计算机能够执行上述各方法所提供的以执行物料搬运设备调度控制方法,该方法包括:
80.获取各物料搬运设备的位置信息、状态信息和待执行的作业任务;
81.根据各所述物料搬运设备的位置信息和状态信息,对所述作业任务进行分配,得到各所述物料搬运设备的任务列表;
82.根据所述任务列表,调度控制各所述物料搬运设备执行所述任务列表中的各个作业任务。
83.又一方面,本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现以执行上述各方法提供的以执行物料搬运设备调度控制方法,该方法包括:
84.获取各物料搬运设备的位置信息、状态信息和待执行的作业任务;
85.根据各所述物料搬运设备的位置信息和状态信息,对所述作业任务进行分配,得到各所述物料搬运设备的任务列表;
86.根据所述任务列表,调度控制各所述物料搬运设备执行所述任务列表中的各个作业任务。
87.以上所描述的装置实施例仅仅是示意性的,其中所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部模块来实现本实施例方案的目的。本领域普通技术人员在不付出创造性的劳动的情况下,即可以理解并实施。
88.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到各实施方式可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件。基于这样的理解,上述技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品可以存储在计算机可读存储介质中,如rom/ram、磁碟、光盘等,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行各个实施例或者实施例的某些部分所述的方法。
89.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1