一种减小金属薄板激光弯曲成形边界效应的数值模拟方法
1.本发明属于金属材料热加工技术领域,具体涉及一种减小金属薄板激光弯曲成形边界效应的数值模拟方法。
背景技术:
2.在汽车、船舶、航空航天等领域,金属薄板成形零件的应用越来越广泛。因此,提高金属板材的成形技术具有重要的研究意义。
3.传统的成形技术如滚弯、模压等存在许多缺点,如需要大型的专用设备并且还需制作模具、成形效率低、周期长,往往只适用于大批量零件的成形,难以满足小批量、定制化的生产需求。而激光弯曲成形作为一种无接触的成形方式,具有无需模具的优点,并且成形柔性大,可加工形状复杂的零件,还可以缩短生产周期、降低成本,同时使成形件具有较高的表面质量和较好的机械性能。
4.激光弯曲成形技术是利用激光产生的热量作用于金属表面从而使之发生塑性变形,当激光束照射金属板材时,板材上表面温度迅速升高,屈服应力降低,体积膨胀,产生背向激光束的弯曲,板材冷却时厚度方向温度梯度减小,上表面温度迅速降低,体积收缩,下表面温度升高,体积膨胀,最终产生朝向激光束的弯曲。由于激光扫描过程的不对称性,板材从扫描起始端到扫描结束端的温度分布不均匀,这使得板材上表面的塑性应变也不均匀,从而导致板材自由端沿扫描方向弯曲程度不一,这种现象被叫做激光弯曲成形的边界效应。
5.通过数值模拟的手段来研究激光弯曲成形不仅节省人力物力,效率也比较高,近年来,越来越多的研究者开始用有限元模拟的手段来研究金属板材的激光弯曲成形,这些研究聚焦于激光工艺参数与板材变形量之间的关系,以及板材的热物性参数对成形效果的影响等,而很少涉及怎样通过数值模拟筛选不同的扫描策略以降低成形过程的边界效应,从而提高板材成形的一致性和均匀性。
6.基于此,提出了一种减小金属薄板激光弯曲成形边界效应的数值模拟方法。
技术实现要素:
7.本发明所要解决的技术问题在于针对上述现有技术的不足,金属板材在激光弯曲成形过程中存在边界效应,即板材自由端变形量沿扫描方向大小不一的现象。传统的金属板材激光弯曲成形多采用连续往复扫描策略,这种扫描方式下的板材在加工过程中随着扫描的进行而连续升温,板材表面温度不均匀性进一步加大,从而导致加工结束后产生了较大的边界效应。
8.本发明提供了一种减小金属薄板激光弯曲成形边界效应的数值模拟方法,通过有限元模拟得到了间歇往复扫描策略下的温度场数据和板材变形量,并观测到其边界效应大大降低,从而提高了激光弯曲成形的尺寸精度,以解决上述背景技术中提出的问题。
9.为解决上述技术问题,本发明采用的技术方案是:一种减小金属薄板激光弯曲成
形边界效应的数值模拟方法,包括以下步骤:
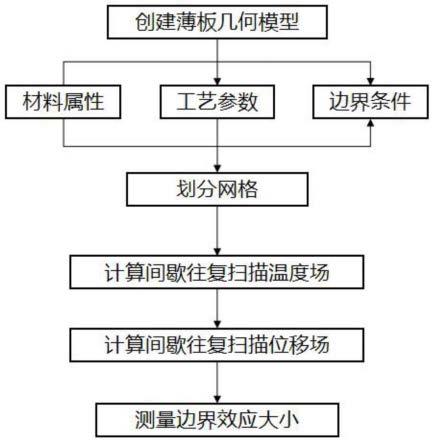
10.先创建薄板几何模型,再建立传热分析步,设置激光扫描工艺参数及热边界条件,通过用户自定义子程序建立移动激光热源,再对整个模型进行局部网格细化,计算间歇往复扫描下金属板材激光弯曲成形的温度场,设置单侧全约束边界条件,导入间歇往复扫描下的温度场结果,计算位移场及变形,最后观测间歇往复扫描下的板材变形量及边界效应的大小。
11.进一步的,创建薄板几何模型是利用有限元分析软件abaqus cae中的part模块创建几何模型,模型的厚度小于3mm,然后设置材料属性,材料属性包括密度、热导率、比热容、弹性模量、泊松比、屈服强度和热膨胀系数。
12.进一步的,建立的传热分析步包含加热和冷却两个传热分析步,加热分析步的时长取决于扫描线的宽度、扫描速度和间歇时长,冷却分析步的时长设为5~15min。
13.进一步的,设置材料的热边界条件,包括激光吸收率、辐射系数和对流换热系数,对整个模型施加温度为室温的预定义场。
14.进一步的,在模型上表面添加移动激光热源,激光输入热量服从高斯分布,具体的数学模型如下:
[0015][0016]
其中,q为激光功率,
[0017]
η为激光吸收率,
[0018]
r0为光斑半径,
[0019]
r为板材表面任一点到光斑中心的距离;
[0020]
使用abaqus软件的用户自定义dflux子程序来完成移动激光热源的加载。
[0021]
进一步的,对整个模型进行局部网格细化是在激光扫描区域设置网格的尺寸小于光斑半径,而其他区域的网格尺寸加大为激光扫描区域网格尺寸的1~6倍,将网格单元类型设置为dc3d8,即传热学分析类型。
[0022]
进一步的,间歇往复扫描指激光沿扫描路径从板材一侧扫描至另一侧,停歇一定时间待其冷却至室温后再沿反方向扫描,如此往复进行,提交分析时导入间歇往复扫描dflux子程序,计算出对应的温度场结果。
[0023]
进一步的,复制模型,修改运算分析步的类型为静力学分析,设置单侧全约束边界条件,以模拟真实情况下的单侧夹持,改变网格单元类型为c3d8r,即静力学分析,将计算出的温度场数据导入软件设为预定义温度,提交软件计算。
[0024]
进一步的,观测间歇往复扫描下的板材变形量及边界效应的大小是运算结束后,分析薄板的位移场数据,观测间歇往复扫描策略下的板材弯曲程度以及变形均匀性,即边界效应的大小。
[0025]
本发明与现有技术相比具有以下优点:
[0026]
通过有限元模拟得到了间歇往复扫描策略下的温度场数据和板材变形量,并观测到其边界效应大大降低,从而提高了激光弯曲成形的尺寸精度,可以得出不同扫描策略下的温度场变化,从而为最终的变形程度不同提供解释,成本低廉,计算方便,无需实验,可以
快速直观地比较不同扫描策略下的边界效应大小,便捷实用。
附图说明
[0027]
图1为本发明中方法流程示意图。
[0028]
图2为本发明实例中划分网格后的金属薄板有限元模型。
[0029]
图3为本发明实例2中间歇往复扫描下测温点的温度-时间曲线。
[0030]
图4为本发明实例3中连续往复扫描下测温点的温度-时间曲线。
[0031]
图5为本发明实例中施加单侧夹持边界条件后的有限元模型。
[0032]
图6为本发明实例2中间歇往复扫描下的板材z向位移云图。
[0033]
图7为本发明实例3中连续往复扫描下的板材z向位移云图。
[0034]
图8为本发明实例4中间歇往复扫描下的板材z向位移云图。
[0035]
图9为本发明实例5中连续往复扫描下的板材z向位移云图。
具体实施方式
[0036]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0037]
实施例1,如图1所示,本发明提供一种技术方案:一种减小金属薄板激光弯曲成形边界效应的数值模拟方法,包括以下步骤:
[0038]
先创建薄板几何模型,创建薄板几何模型是利用有限元分析软件abaqus cae中的part模块创建几何模型,模型的厚度小于3mm,然后设置材料属性,材料属性包括密度、热导率、比热容、弹性模量、泊松比、屈服强度和热膨胀系数;
[0039]
再建立传热分析步,建立的传热分析步包含加热和冷却两个传热分析步,加热分析步的时长取决于扫描线的宽度、扫描速度和间歇时长,冷却分析步的时长设为5~15min;
[0040]
设置激光扫描工艺参数及热边界条件,设置材料的热边界条件,包括激光吸收率、辐射系数和对流换热系数,对整个模型施加温度为室温的预定义场;
[0041]
通过用户自定义子程序建立移动激光热源,在模型上表面添加移动激光热源,激光输入热量服从高斯分布,具体的数学模型如下:
[0042][0043]
其中,q为激光功率,
[0044]
η为激光吸收率,
[0045]
r0为光斑半径,
[0046]
r为板材表面任一点到光斑中心的距离;
[0047]
使用abaqus软件的用户自定义dflux子程序来完成移动激光热源的加载。
[0048]
再对整个模型进行局部网格细化,对整个模型进行局部网格细化是在激光扫描区域设置网格的尺寸小于光斑半径,而其他区域的网格尺寸加大为激光扫描区域网格尺寸的
1~6倍,将网格单元类型设置为dc3d8,即传热学分析类型;
[0049]
计算间歇往复扫描下金属板材激光弯曲成形的温度场,间歇往复扫描指激光沿扫描路径从板材一侧扫描至另一侧,停歇一定时间待其冷却至室温后再沿反方向扫描,如此往复进行,提交分析时导入间歇往复扫描dflux子程序,计算出对应的温度场结果;
[0050]
复制模型,修改运算分析步的类型为静力学分析,设置单侧全约束边界条件,以模拟真实情况下的单侧夹持,改变网格单元类型为c3d8r,即静力学分析,将计算出的温度场数据导入软件设为预定义温度,提交软件计算,计算位移场及变形,最后观测间歇往复扫描下的板材变形量及边界效应的大小,观测间歇往复扫描下的板材变形量及边界效应的大小是运算结束后,分析薄板的位移场数据,观测间歇往复扫描策略下的板材弯曲程度以及变形均匀性,即边界效应的大小。
[0051]
实施例2,本实例使用的材料为5b70铝合金,长宽高为100
×
50
×
2mm。
[0052]
s1,创建薄板几何模型,设置材料属性:在有限元软件中的part模块建立长宽高为100
×
50
×
2mm的几何模型,添加5b70铝合金的密度、热导率、比热容、弹性模量、泊松比、屈服强度和热膨胀系数。
[0053]
s2,建立传热分析步,设置激光扫描工艺参数及热边界条件,通过用户自定义子程序建立移动激光热源:
[0054]
设置激光功率p=300w,
[0055]
扫描速度v=5mm/s,
[0056]
光斑半径r0=1mm,
[0057]
扫描次数n=10,
[0058]
间歇扫描的间歇时间为400s,
[0059]
激光吸收率、辐射系数和对流换热系数分别为η=0.42、ε=0.7、h=25w/(m2·
℃)。
[0060]
s3,划分网格,并对激光扫描区域进行网格细化:如图2所示,对模型进行网格划分,其中,激光扫描区域网格单元大小为0.5
×
0.5
×
0.5mm,其它区域网格单元大小为2
×
0.5
×
0.5mm,将网格类型设置为dc3d8。
[0061]
s4,计算金属板材激光弯曲成形的温度场:将间歇往复扫描的加热分析步时长设为3700s,冷却分析步时长设为600s,当温度变化小于0.01℃时计算自动终止。提交分析时导入间歇往复扫描dflux子程序,计算出对应的温度场结果,选取模型上表面中点作为测温点,得到的温度-时间曲线如图3所示。
[0062]
s5,设置单侧夹持边界条件,夹持长度为10mm,导入间歇往复扫描下的温度场结果,计算位移场及变形:添加单侧夹持边界条件的有限元模型如图5所示。
[0063]
s6,观测间歇往复扫描方式下的板材变形量及边界效应的大小:
[0064]
图6为间歇往复扫描策略下的板材z向位移云图,可以看到,间歇往复扫描下的板材自由端变形均匀性较为良好。
[0065]
实施例3,本实施例为实施例2的对比例,用于证明间歇往复扫描策略下金属板材激光弯曲成形的边界效应优于连续往复扫描策略下的边界效应。本实例使用的材料为5b70铝合金,长宽高为100
×
50
×
2mm。
[0066]
s1,创建薄板几何模型,设置材料属性:在有限元软件中的part模块建立长宽高为
100
×
50
×
2mm的几何模型,添加5b70铝合金的密度、热导率、比热容、弹性模量、泊松比、屈服强度和热膨胀系数。
[0067]
s2,建立传热分析步,设置激光扫描工艺参数及热边界条件,通过用户自定义子程序建立移动激光热源:
[0068]
设置激光功率p=300w,
[0069]
扫描速度v=5mm/s,
[0070]
光斑半径r0=1mm,
[0071]
扫描次数n=10,
[0072]
激光吸收率、辐射系数和对流换热系数分别为η=0.42、ε=0.7、h=25w/(m2·
℃)。
[0073]
s3,划分网格,并对激光扫描区域进行网格细化:如图2所示,对模型进行网格划分,其中,激光扫描区域网格单元大小为0.5
×
0.5
×
0.5mm,其它区域网格单元大小为2
×
0.5
×
0.5mm,将网格类型设置为dc3d8。
[0074]
s4,计算金属板材激光弯曲成形的温度场:将连续往复扫描的加热分析步时长设为100s,冷却分析步时长设为600s,当温度变化小于0.01℃时计算自动终止。提交分析时导入连续往复扫描dflux子程序,计算出对应的温度场结果,选取模型上表面中点作为测温点,得到的温度-时间曲线如图4所示。
[0075]
s5,设置单侧夹持边界条件,夹持长度为10mm,导入连续往复扫描下的温度场结果,计算位移场及变形:添加单侧夹持边界条件的有限元模型如图5所示。
[0076]
s6,比较不同扫描方式下的板材变形量及边界效应的大小:
[0077]
图7为连续往复扫描策略下的板材z向位移云图,与图6相比可以看到,连续往复扫描下板材的自由端弯曲变形程度大于间歇往复扫描下板材自由端的弯曲变形程度,而连续往复扫描下的板材自由端变形均匀性明显差于间歇往复扫描下板材自由端的变形均匀性,即证明了通过间歇往复扫描可以有效减小金属薄板激光弯曲成形的边界效应。
[0078]
实施例4
[0079]
本实施例为实施例2的补充例,用于证明在不同工艺参数下采用间歇往复扫描策略,依然可以改善成形金属板材的边界效应,本实例使用的材料为5b70铝合金,长宽高为100
×
50
×
2mm。
[0080]
s1,创建薄板几何模型,设置材料属性:在有限元软件中的part模块建立长宽高为100
×
50
×
2mm的几何模型,添加5b70铝合金的密度、热导率、比热容、弹性模量、泊松比、屈服强度和热膨胀系数。
[0081]
s2,建立传热分析步,设置激光扫描工艺参数及热边界条件,通过用户自定义子程序建立移动激光热源:
[0082]
设置激光功率p=270w,
[0083]
扫描速度v=5mm/s,
[0084]
光斑半径r0=1mm,
[0085]
扫描次数n=10,
[0086]
间歇扫描的间歇时间为400s,
[0087]
激光吸收率、辐射系数和对流换热系数分别为η=0.42、ε=0.7、h=25w/(m2·
℃)。
[0088]
s3,划分网格,并对激光扫描区域进行网格细化:如图2所示,对模型进行网格划分,其中,激光扫描区域网格单元大小为0.5
×
0.5
×
0.5mm,其它区域网格单元大小为2
×
0.5
×
0.5mm,将网格类型设置为dc3d8。
[0089]
s4,计算金属板材激光弯曲成形的温度场:将间歇往复扫描的加热分析步时长设为3700s,冷却分析步时长设为600s,当温度变化小于0.01℃时计算自动终止。提交分析时导入间歇往复扫描dflux子程序,计算出对应的温度场结果。
[0090]
s5,设置单侧夹持边界条件,夹持长度为10mm,导入间歇往复扫描下的温度场结果,计算位移场及变形:添加单侧夹持边界条件的有限元模型如图5所示。
[0091]
s6,观测间歇往复扫描方式下的板材变形量及边界效应的大小:
[0092]
图8为间歇往复扫描策略下的板材z向位移云图,可以看到,间歇往复扫描下的板材自由端变形均匀性较为良好。
[0093]
实施例5
[0094]
本实施例为实施例4的对比例,用于证明同一工艺参数下,间歇往复扫描策略下金属板材激光弯曲成形的边界效应优于连续往复扫描策略下的边界效应,本实例使用的材料为5b70铝合金,长宽高为100
×
50
×
2mm。
[0095]
s1,创建薄板几何模型,设置材料属性:在有限元软件中的part模块建立长宽高为100
×
50
×
2mm的几何模型,添加5b70铝合金的密度、热导率、比热容、弹性模量、泊松比、屈服强度和热膨胀系数。
[0096]
s2,建立传热分析步,设置激光扫描工艺参数及热边界条件,通过用户自定义子程序建立移动激光热源:
[0097]
设置激光功率p=270w,
[0098]
扫描速度v=5mm/s,
[0099]
光斑半径r0=1mm,
[0100]
扫描次数n=10,
[0101]
激光吸收率、辐射系数和对流换热系数分别为η=0.42、ε=0.7、h=25w/(m2·
℃)。
[0102]
s3,划分网格,并对激光扫描区域进行网格细化:如图2所示,对模型进行网格划分,其中,激光扫描区域网格单元大小为0.5
×
0.5
×
0.5mm,其它区域网格单元大小为2
×
0.5
×
0.5mm,将网格类型设置为dc3d8。
[0103]
s4,计算金属板材激光弯曲成形的温度场:将连续往复扫描的加热分析步时长设为100s,冷却分析步时长设为600s,当温度变化小于0.01℃时计算自动终止。提交分析时导入连续往复扫描dflux子程序,计算出对应的温度场结果。
[0104]
s5,设置单侧夹持边界条件,夹持长度为10mm,导入连续往复扫描下的温度场结果,计算位移场及变形:添加单侧夹持边界条件的有限元模型如图5所示。
[0105]
s6,比较不同扫描方式下的板材变形量及边界效应的大小:
[0106]
图9为连续往复扫描策略下的板材z向位移云图,与图8相比可以看到,连续往复扫描下板材的自由端弯曲变形程度大于间歇往复扫描下板材自由端的弯曲变形程度,而连续往复扫描下的板材自由端变形均匀性明显差于间歇往复扫描下板材自由端的变形均匀性,
即证明了在相同的工艺参数下,通过间歇往复扫描可以有效减小金属薄板激光弯曲成形的边界效应。
[0107]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0108]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1