一种基于人工智能的丝网印刷制品的检测方法与流程
1.本发明涉及工业视觉技术领域,尤其涉及一种基于人工智能的丝网印刷制品的检测方法。
背景技术:
2.丝网印刷法是指利用丝网镂孔版和印料,经刮印得到图形的方法。丝网印刷的基本原理:丝网印刷的图文部分网孔能够透过油墨,漏至印刷制品(即承印物)上,印版上其余部分堵死,不能透过油墨,在印刷品上形成空白。
3.印刷制品表面缺陷印刷品表面缺陷包括形状缺陷,形状缺陷包括:漏印、划伤、墨斑等。
4.为了保证印刷制品的质量,需对印刷制品进行检测,抽测时,操作员检测主观性较强,对同一类印刷品可能评判标准不一致,可靠性较低;操作员人工抽检方式无法保证对生产线的连续监测造成大量漏检,眼疲劳将造成检测过程检测率不一致;人眼无法保证长时间观测导致检测效率极低,使用抽检仅能检测出连续性缺陷而不能检测出偶发性缺陷。
5.正因为印刷品表面质量人工检测存在诸多的弊端,其无法满足当代社会及工业生产的自动化需求,因此对印刷品实时在线的自动化检测技术的需求也越来越迫切,从而解决人工抽检方法存在的问题和不足。当前,人工智能技术已广泛应用在图像处理场景中,所以需要一种基于人工智能的丝网印刷制品的检测方法对丝网印刷制品进行质量检测,提高检测效率。
技术实现要素:
6.本发明提供了一种基于人工智能的丝网印刷制品的检测方法,相比于传统的人工抽检方法,具有检测效率高、缺陷定位准、自动化程度高、实时性强等优点,可以有效地保证生产质量,提高企业印刷效率。
7.为实现上述目的,本发明提供了如下方案:本发明提供一种基于人工智能的丝网印刷制品的检测方法,所述方法包括:所述方法包括:
8.确定标准图样;
9.获取待测物的图像和标准图样的图像;
10.对所述待测物的图像和所述标准图样的图像进行预处理;
11.基于模板匹配方式配准预处理后的所述待测物的图像和所述标准图样的图像;
12.通过图像灰度值做差的方式提取所述待测物的图像和所述标准图样的图像之间的差异信息;
13.对所述差异信息进行轮廓查找确定缺陷轮廓;
14.基于所述缺陷轮廓确定缺陷。
15.在其中一个实施例中,在获取待测物的图像和标准图样的图像之前,还包括:
16.确定所述待测物与工业相机和光源之间的空间结构关系;
17.确定所述待测物的纹理特征和颜色;
18.根据所述空间结构关系和所述待测物的纹理特征和颜色确定光源方案。
19.在其中一个实施例中,所述基于模板匹配方式配准预处理后的所述待测物的图像和所述标准图样的图像,包括:
20.确定待测物图像的大小,基于所述待测物图像的大小将待测物图像分割为多个子图像;
21.基于模板匹配方式配准预处理后的所述待测物的子图像和所述标准图样的子图像;所述配准的待测物的子图像和所述标准图样的子图像位置编码一样。
22.在其中一个实施例中,所述预处理包括霍夫直线检测、图像去噪和图像裁剪。
23.在其中一个实施例中,基于所述缺陷轮廓确定缺陷,包括:
24.将所述缺陷轮廓输入预设关系模型中,使所述预设关系模型输出对应的预测缺陷;
25.根据所述预测缺陷确定所述待测物的缺陷。
26.在其中一个实施例中,所述预设关系模型包括:
27.根据样本数据建立初始预设模型,所述样本数据为具有缺陷的待测物;
28.将所述样本数据按预设条件分为训练数据与验证数据;
29.基于所述训练数据对所述初始预设模型进行训练;
30.基于所述验证数据对训练后的所述初始预设模型进行测试,输出符合预设指标的所述预设模型。
31.在其中一个实施例中,所述根据样本数据建立初始预设模型,包括:
32.根据样本数据建立数据模型集群,数据模型集群包括多个数据模型;
33.将样本数据输入至数据模型群中得到与数据模型对应的初始分析结果;
34.将初始分析结果与事实缺陷相匹配,将匹配度最高的初始分析结果对应的数据模型确定为初始预设模型。
35.在其中一个实施例中,所述方法还包括:当检测到同一缺陷连续多次出现,停止印刷,并检测丝网印刷板。
36.在其中一个实施例中,所述标准图像为无缺陷的清晰图像。
37.在其中一个实施例中,所述缺陷包括漏印、划伤、斑点。
38.本发明的技术效果:
39.本发明在对待测物的图像进行预处理后,通过模板匹配方式配准预处理后的待测物的图像和标准图样的图像,然后提取待测物的图像和标准图样的图像之间的差异信息,通过差异信息进行轮廓查找确定缺陷轮廓,并基于缺陷轮廓确定缺陷。通过应用人工智能技术,自动检测丝网印刷制品的形状缺陷,可以定位缺陷位置,提高检测效率,有效地保证生产质量,提高企业印刷效率。
附图说明
40.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图
获得其他的附图。
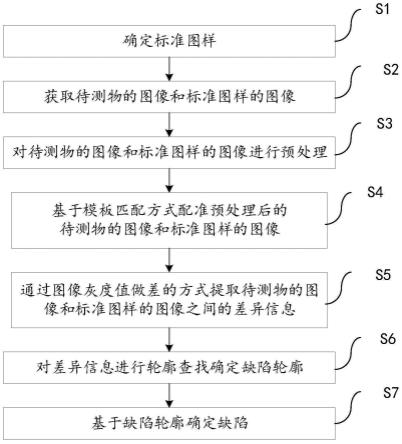
41.图1是本发明实施例提供的基于人工智能的丝网印刷制品的检测方法的流程图;
42.图2是本发明实施例提供的基于缺陷轮廓确定缺陷的流程图;
43.图3是本发明实施例提供的预设模型建立的流程图;
44.图4是本发明实施例提供的根据样本数据建立初始预设模型的流程图;
45.图5是本发明实施例提供的丝网印刷制品的检测方法的流程图。
具体实施方式
46.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不是用来限制本发明的范围。
47.在本技术的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
48.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
49.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
50.丝网印刷有着批量大、价格便宜、色彩鲜艳、保存期长、交货快等优势,被越来越多的行业认可,应用广泛。在家用电器的电路板,纺织品上的花纹,t恤、文化衫、鞋上的图案,电冰箱、电视机、洗衣机面板上的文字,陶瓷、玻璃、墙地砖上的装饰;各种商业广告像电器、包装、户外、固定、流动等广告平台;在包装装潢业中网印高档包装盒、包装瓶、烟包、酒包方面,特别是超大型外包装和产品外形装饰——丝网印刷应用异常广泛,与我们的生活紧密相连。
51.随着社会经济的发展进步,印刷品表观质量的社会需求已达到近乎苛刻的程度。针对套印不准、漏印、划伤、斑点等印刷缺陷,进行科学准确的快速检测成为行业发展大势,基于机器视觉的印品质量检测,尤其是表面缺陷检测成为行业发展的必然选择。
52.基于此,如图1所示,本实施例公开了一种基于人工智能的丝网印刷制品的检测方法,方法包括:
53.步骤s1,确定标准图样;
54.步骤s2,获取待测物的图像和标准图样的图像;
55.步骤s3,对待测物的图像和标准图样的图像进行预处理;
56.步骤s4,基于模板匹配方式配准预处理后的待测物的图像和标准图样的图像;
57.步骤s5,通过图像灰度值做差的方式提取待测物的图像和标准图样的图像之间的
差异信息;
58.步骤s6,对差异信息进行轮廓查找确定缺陷轮廓;
59.步骤s7,基于缺陷轮廓确定缺陷。
60.进一步解释说明,上述实施例中,在对待测物的图像进行预处理后,通过模板匹配方式配准预处理后的待测物的图像和标准图样的图像,然后提取待测物的图像和标准图样的图像之间的差异信息,通过差异信息进行轮廓查找确定缺陷轮廓,并基于缺陷轮廓确定缺陷。
61.基于模板匹配方式配准预处理后的待测物的图像和标准图样的图像,采用sift的印刷品角点匹配,寻找待测物的图像和标准图样的图像间对应的特征点像素的位置关系,从而得到仿射变换参数,实现待测物的图像和标准图样的图像的配准。
62.具体的,在步骤s1中,标准图像为无缺陷的清晰图像。
63.具体的,在步骤s3中,预处理包括霍夫直线检测、图像去噪和图像裁剪。
64.进一步解释说明,上述实施例中,通过霍夫直线检测、图像去噪和图像裁剪等处理待测物的图像,对待测物的图像进行区域的定位与提取,去除图像噪声使图像清晰,显现图像特征,便于分析图像。其中图像去噪可以选择中值滤波处理。
65.具体的,在步骤s7中,缺陷包括漏印、划伤、斑点。
66.进一步解释说明,上述实施例中,斑点的形状聚集在一片,形状趋近于椭圆;划伤则大多是细、长、窄,形状极扁;漏印的话,是该有印刷图案的地方并未有图像。
67.本技术的一些具体实施例中,在步骤s2中,在获取待测物的图像和标准图样的图像之前,还包括:
68.确定待测物与工业相机和光源之间的空间结构关系;
69.确定待测物的纹理特征和颜色;
70.根据空间结构关系和待测物的纹理特征和颜色确定光源方案。
71.进一步解释说明,上述实施例中,将光源投射到待测物上,可以突出待检部分的特征对比度。只有合适的光源方案才有助于采集到合适的图像,便于后续的图像处理。常见的光源类型有:前光源、背光源、环形光源、点光源。关于印刷品的表面缺陷检测使用的照明系统为前光源。
72.工业相机是主要的图像采集设备,有面阵ccd相机和线阵相机,通过内置信号电路处理,输出数字图像。摄像机采集的图像质量,将直接影响后期图像处理系统的效率和检测效果。
73.本技术的一些具体实施例中,基于模板匹配方式配准预处理后的待测物的图像和标准图样的图像,包括:
74.确定待测物图像的大小,基于待测物图像的大小将待测物图像分割为多个子图像;
75.基于模板匹配方式配准预处理后的待测物的子图像和标准图样的子图像;配准的待测物的子图像和标准图样的子图像位置编码一样。
76.进一步解释说明,上述实施例中,若待测物图像的图像过大,采用于sift角点匹配方式配准,可能会因参数过多影响计算效率。可以将待测物图像分割为多个子图像,并对子图像进行位置编码,对相同位置的待测物的子图像和标准图样的子图像进行模板匹配,提
高检测效率。
77.如图2所示,在本技术的一些具体实施例中,基于缺陷轮廓确定缺陷,包括:
78.步骤s010,将缺陷轮廓输入预设关系模型中,使预设关系模型输出对应的预测缺陷;
79.步骤s020,根据预测缺陷确定待测物的缺陷。
80.需要说明的是,通过预设关系模型可以简化待测物的缺陷的确认流程,提高缺陷判断的准确率。
81.例如,预设关系模型中的参数可以为圆形度参数,因为斑点的形状聚集在一片,形状趋近于椭圆,通过圆形度参数可以判断出缺陷轮廓偏向椭圆形状的程度,即偏向于近似斑点缺陷的程度。圆形度计算公式为:圆形度circularity=(4*π*area)/(周长*周长);当圆形度circularity约趋近于1时,缺陷轮廓的形状趋近于椭圆,越有几率表明待测物的缺陷为椭圆。
82.预设关系模型中的参数可以为最小外接矩形的长宽比,划伤缺陷,它的最小外接矩形长边比窄边长度往往多出很多倍。
83.如图3所示,预设关系模型建立,具体的,包括:
84.步骤s011,根据样本数据建立初始预设模型,样本数据为具有缺陷的待测物;
85.步骤s012,将样本数据按预设条件分为训练数据与验证数据;
86.步骤s013,基于训练数据对初始预设模型进行训练;
87.步骤s014,基于验证数据对训练后的初始预设模型进行测试,输出符合预设指标的预设模型。
88.需要说明的是,通过对建立的初始预设模型的建模数据进行优化训练,可以提高缺陷轮廓的分析效率,缩短分析时间。
89.初始数据模型就是上述构建的未经训练的模型,其建模数据未经优化,进行数据分析时会影响分析结果的准确性,降低数据挖掘效率。其预设条件可以是预设的分配比例,例如将60%的数据样本分为训练数据,40%的数据样本分为验证数据。将训练数据输入进初始数据模型中,对初始数据模型的建模数据进行持续优化,可根据具体实施场景选择相应的训练方式,如利用训练数据进行线性回归训练等。符合预设指标是指各个缺陷轮廓的分析结果与实际缺陷相符率高。
90.在步骤s011中,根据样本数据建立初始预设模型,具体的,如图4所示,包括:
91.步骤s0111,根据样本数据建立数据模型集群,数据模型集群包括多个数据模型;
92.步骤s0112,将样本数据输入至数据模型群中得到与数据模型对应的初始分析结果;
93.步骤s0113,将初始分析结果与事实缺陷相匹配,将匹配度最高的初始分析结果对应的数据模型确定为初始预设模型。
94.需要说明的是,将匹配度最高的初始分析结果对应的数据模型确定为初始预设模型,可以提高缺陷轮廓分析结果的准确性。
95.还可以对匹配度最高的初始分析结果对应的数据模型进行实时检测,选择100副有各种缺陷的待测物,使用对匹配度最高的初始分析结果对应的数据模型进行缺陷检测,检测初始预设模型的漏检率、检出率和误检率,其中漏检率=未检出缺陷数量/缺陷总数*
100%,检出率=缺陷检出数量/缺陷总数*100%,误检率=错检的缺陷数量/缺陷总数*100%。当漏检率、检出率和误检率均小于1时,表明可以将匹配度最高的初始分析结果对应的数据模型作为初始预设模型
96.如图5所示,在本技术的一些具体实施例中,方法还包括:步骤s8,当检测到同一缺陷连续多次出现,停止印刷,并检测丝网印刷板。
97.具体的,步骤s1,确定标准图样;
98.步骤s2,获取待测物的图像和标准图样的图像;
99.步骤s3,对待测物的图像和标准图样的图像进行预处理;
100.步骤s4,基于模板匹配方式配准预处理后的待测物的图像和标准图样的图像;
101.步骤s5,通过图像灰度值做差的方式提取待测物的图像和标准图样的图像之间的差异信息;
102.步骤s6,对差异信息进行轮廓查找确定缺陷轮廓;
103.步骤s7,基于缺陷轮廓确定缺陷;
104.步骤s8,当检测到同一缺陷连续多次出现,停止印刷,并检测丝网印刷板。
105.需要说明的是,当检测同一缺陷连续多次出现,可以证明丝网印刷板出现问题,这时需要检测丝网印刷板的质量问题,避免因丝网印刷板的质量问题造成印刷错误,造成财产损失。
106.综上,本发明提供的一种基于人工智能的丝网印刷制品的检测方法,通过应用人工智能技术,自动检测丝网印刷制品的形状缺陷,可以定位缺陷位置,提高检测效率,有效地保证生产质量,提高企业印刷效率。
107.应该理解的是,虽然本发明各实施例的流程图中的各个步骤按照箭头的指示依次显示,但是这些步骤并不是必然按照箭头指示的顺序依次执行。除非本文中有明确的说明,这些步骤的执行并没有严格的顺序限制,这些步骤可以以其它的顺序执行。而且,各实施例中的至少一部分步骤可以包括多个子步骤或者多个阶段,这些子步骤或者阶段并不必然是在同一时刻执行完成,而是可以在不同的时刻执行,这些子步骤或者阶段的执行顺序也不必是依次进行,而是可以与其它步骤或者其它步骤的子步骤或者阶段的至少一部分轮流或者交替地执行。
108.领域普通技术人员可以理解:以上仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1