基于调度规则指派的Flowshop生产调度系统
基于调度规则指派的flow shop生产调度系统
技术领域
1.本发明属于工业工程和智能调度技术领域,特别是涉及一种基于调度规则指派的flow shop生产调度系统。
背景技术:
2.在产品个性化的市场需求下,对生产系统的调度能力提出了重大挑战,由于flow shop中作业在工艺流程中被加工时间存在差异,因此开发出一套性能优越的生产调度系统十分关键与迫切。在大数据、人工智能、物联网技术的推动下,以数字化、网络化、智能化为特点的新一代智能制造模式的袭来,为制造业的转型升级提供了新的范式。
3.制造车间的机器在长时间的运行和对其不间断的维护下,会造成机器加工能力的退化和升级,对特定作业的处理时间是波动变化的。因此,需要对收集到的作业属性数据进行更新,通过收集得到的数据进行处理后,挖掘其中的调度知识是快速实现生成高性能调度策略的重要手段。然而,目前在开发一套生产系统时,一方面,其构建的智能调度模型在生产开始前已经构建完成,往往忽略了产品实际被处理时间的变化,脱离了实际生产过程;另一方面,所构建的智能调度模型和整个生产系统收集的数据相对孤立,忽略了模型的时效性,不能有效的面对当下的生产系统状态更新调度模型。
技术实现要素:
4.为了优化flow shop生产系统中的生产调度问题,实时监控生产运行过程,本发明结合了物联网技术能高效的实现实时收集机器运行产生的数据、数据库技术能高效的实现对数据的分布式存储和更新、人工智能技术能高效的实现从数据中挖掘知识的优势,提供了一种基于调度规则指派的flow shop生产调度系统,目标是减少flow shop生产系统的最大完工时间(makespan),收集作业在每个机器上的被处理时间并对数据库中数据进行更新,以保证未来调度策略制定的精准性。
5.本发明目的的实现所采取的技术方案如下:
6.一种基于调度规则指派的flow shop生产调度系统,包括数据采集模块、数据库模块、调度规则指派模块和生产过程监控模块,数据库模块包括生产系统数据库、实时数据库和历史数据库;
7.在flow shop生产车间开始执行生产任务后,数据库采集模块通过部署在机器上的传感器采集当前机器运行过程中作业在机器上的实际被处理时间,并将采集的作业实际被处理时间数据分别发送至实时数据库和生产过程监控模块,实时数据库对作业实际被处理时间数据进行存储,并以实时数据库中的数据更新历史数据库,在生产任务执行完毕后,将实时数据库输入的作业实际被处理时间数据以flow shop生产系统为单位存储到生产系统数据库中;
8.调度规则指派模块从历史数据库获取作业属性数据并将作业属性数据输入至调度规则指派模型,调度规则指派模型输出调度规则组合,调度规则指派模块以机器为单位
指派调度规则组合给flow shop生产车间;
9.生产过程监控模块实时监测flow shop生产车间中任务的执行进度以及向调度规则指派模块发出更新调度规则指派模型的指令。
10.本发明提供的一种基于调度规则指派的flow shop生产调度系统有益效果在于:
11.结合数据库技术、传感器技术、仿真技术、人工智能算法、调度规则,一方面实现了快速的为flow shop生产系统指派调度规则组合,进而生成调度优越的调度策略优化其makespan,并可对指派调度规则组合的模型进行更新,持续保障指派的调度规则组合的高效性;另一方面,实时采集生产过程机器处理作业的进度和作业在机器上的被处理时间,保证了生产过程的可视化和机器加工能力的监测。
附图说明
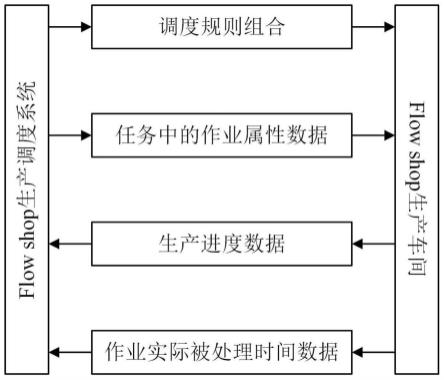
12.图1是本发明提供的基于调度规则指派的flow shop生产调度系统和flow shop生产车间的交互图;
13.图2是本发明提供的基于调度规则指派的flow shop生产调度系统的运行原理示意图;
14.图3是调度规则指派模块的学习和更新示意图。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.在其中一个实施例中,本发明提供了一种基于调度规则指派的flow shop生产调度系统,与flow shop生产车间进行交互,如图1所示。
17.flow shop生产调度系统向flow shop生产车间输出调度规则组合和任务中的作业属性数据,即任务中每个作业在每台机器上的历史被处理时间,该过程保证着flow shop生产车间高效的完成任务;flow shop生产车间向flow shop生产调度系统反馈生产进度数据和任务中作业实际被处理时间数据,即每个作业在实际生产时每个机器对其的实际处理时间,该过程保证着flow shop生产调度系统可迭代更新。
18.本实施例的flow shop生产调度系统在接受生产任务后的运行原理如图2所示,包括数据采集模块、数据库模块、调度规则指派模块和生产过程监控模块,其中数据库模块又具体包括生产系统数据库、实时数据库和历史数据库。
19.当生产任务下达后,从数据库模块中的历史数据库中查找生产任务中的作业属性数据,并将作业属性数据输入到调度规则指派模块中,由其中的调度规则指派模型以机器为单位指派调度规则组合。调度规则组合和生产任务下达到flow shop生产车间中,任务开始执行。
20.在flow shop生产车间开始执行生产任务后,数据采集模块负责采集当前机器运行过程中作业在机器上的实际被处理时间,是通过部署在机器上的传感器在机器运行过程中采集的,采集的作业实际被处理时间数据存储到数据库模块中的实时数据库中,同时,数
据采集模块还将采集的作业实际被处理时间发送至生产过程监控模块,生产过程监控模块可实时监测flow shop生产车间中任务的执行进度。生产过程监控模块进行生产车间运行过程的监控,同时生产过程监控模块可向调度规则指派模块发出更新调度规则指派模型的指令,收集作业被处理数据实现数据库的更新。
21.生产系统数据库以生产系统为单位存储作业的属性数据;数据库模块还包括调度数据库,调度数据库存储每一个flow shop生产系统的调度数据,其包括作业被机器处理的时间和指派到该生产系统的调度规则组合,每个flow shop生产系统定义为flow shop生产车间完成的每批次作业任务;历史数据库存储作业在机器上的历史被处理时间;实时数据库存储当前生产状态下机器处理作业的时间。实时数据库对作业实际被处理时间数据进行存储,并以实时数据库中的数据更新历史数据库,在生产任务执行完毕后,实时数据库中存储着一个flow shop生产系统的作业属性数据,将实时数据库输入的作业实际被处理时间数据以flow shop生产系统为单位存储到生产系统数据库中。由于flow shop生产车间中机器的退化或对其的不定期维护,历史数据库中作业的属性数据可能会出现不能代表当下生产车间的生产能力的情况,而当前生产状态下机器处理作业的时间最能表达生产系统的生产能力,因此用实时数据库中的数据去修订历史数据库中的数据,更能保证未来调度的精准性。
22.调度规则指派模块从历史数据库获取作业属性数据并将作业属性数据输入至调度规则指派模型,调度规则指派模型输出调度规则组合,调度规则指派模块以机器为单位指派调度规则组合给flow shop生产车间。
23.进一步地,调度规则指派模块包括调度规则库、仿真子模块和学习子模块,其中,调度规则库存储指派给每个flow shop生产系统的调度规则组合;仿真子模块负责从生产系统数据库获取作业属性数据,以及以机器为单位,仿真子模块负责从调度规则库中选择出指派给flow shop生产系统最优的调度规则组合,并根据获取的作业属性数据和选择的最优调度规则组合生成调度数据,将调度数据存储到数据库模块中的调度数据库中,其中调度规则组合中调度规则的数量与flow shop生产车间中机器的数量相同;学习子模块接收生产过程监控模块发出的学习指令后,调取调度数据库中的数据,然后利用人工智能算法例如多输出分类算法从调度数据库中挖掘调度知识,进而构建一个调度规则指派模型或者是对原来的调度规则指派模型进行更新,可以克服利用仿真子模块优选调度规则组合的高时耗。
24.因为调度规则指派模块中的调度规则指派模型是从数据中学习得到的,其性能取决于数据中调度知识的涵盖程度,随着数据的更新,模型也需要不间断的进行更新。调度规则指派模块的学习和更新过程如图3所示。
25.首先,数据库模块中的生产系统数据库和调度规则指派模块中的调度规则库经调度规则指派模块中的仿真子模块生成调度数据并存储到数据库模块中的调度数据库中,其中,调度数据的结构为作业的属性数据和通过仿真过程选择的最优调度规则组合,调度规则组合中调度规则的数量与flow shop生产车间中机器的数量相同。
26.其次,当生产过程监控模块发送学习指令后传递到调度规则指派模块中,调度规则指派模块中的学习子模块接收到学习指令,调取数据库模块中调度数据库中的数据。
27.最后,如果调度规则指派模块中不存在调度规则指派模型,学习子模块基于多输
出分类算法学习一个调度规则指派模型,并存储在调度规则指派模块中等待被调用;如果调度规则库存在调度规则指派模型,则学习子模块对原调度规则指派模型进行更新。
28.生产过程监控模块包括调度规则指派模型性能的更新和生产进程实时监测,调度规则指派模型性能的更新是隔一段时间重新学习一个调度规则指派模型,以重新学习的调度规则指派模型更新原来的调度规则指派模型,进而保证模型性能持续高效;生产进程实时监测负责可视化flow shop生产系统的生产进度。
29.本发明将以数字化、网络化、智能化为特点的新一代智能制造范式应用到flow shop生产车间中,在个性化市场环境下,为flow shop开发一套基于调度规则指派的生产调度系统。一方面实现了快速的为flow shop生产系统指派调度规则组合,进而生成调度优越的调度策略优化其makespan,并可对指派调度规则组合的模型进行更新,持续保障指派的调度规则组合的高效性;另一方面,实时采集生产过程机器处理作业的进度和作业在机器上的被处理时间,保证了生产过程的可视化和机器加工能力的监测。
30.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
31.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1