一种基于混沌遗传算法的铣削参数多目标优化及决策方法
1.本发明涉及数控铣削加工领域,具体涉及一种基于混沌遗传算法的铣削参数多目标优化及决策方法。
背景技术:
2.在数控铣削加工时,需要对铣削参数进行设定,一个合理的铣削参数组合能够使铣削加工的铣刀在保持工作效率或提高工作效率时,减少铣刀的磨损,增加铣刀的使用寿命,对于数控铣削作业来说,一个合理优秀的铣削参数组合能够降低生产成本,提高生产效率,铣削参数的选择是十分重要的。
3.现有技术中,铣削参数的选择往往是参照工厂以往的加工经验数据,配合人工的简单计算而决定的,这样的方式受到人为经验的限制,选择的铣削参数的加工效率并不能保证是最优的。并且,在实际生产加工过程中,铣削参数的优化目标往往有多个,不同的优化目标会使得铣削参数在选择时会发生冲突,影响实际加工效率。
技术实现要素:
4.针对现有技术的上述不足,本发明提供了一种能够将铣削参数对多个优化目标进行优化选择,保证实际加工的工作效率的基于混沌遗传算法的铣削参数多目标优化方法。
5.为达到上述发明目的,本发明所采用的技术方案为:
6.提供一种基于混沌遗传算法的铣削参数多目标优化方法,其包括如下步骤:
7.s1:建立铣削参数多目标优化模型;
8.s2:将铣削参数通过tent混沌映射得到初始种群q
t
;
9.s3:将初始种群q
t
带入混沌遗传算法对铣削参数多目标优化模型进行求解得到pareto解集;pareto解集即为铣削参数优化结果。
10.进一步的,铣削参数的优化目标包括铣削力f和材料去除率mrr,铣削参数多目标优化模型的优化变量包括:铣削速度vc、铣削深度a
p
、铣削宽度ae和每齿进给量fz;铣削参数多目标优化模型如下:
[0011][0012]
其中,c为影响常数;a1为铣削速度经验模型的指数系数;b1为铣削深度经验模型的指数系数;c1为铣削宽度经验模型的指数系数;d1为每齿进给量经验模型的指数系数;z为刀具齿数;d为刀具直径;ra为工件表面粗糙度;ra
max
为工件表面最大粗糙度;st为约束条件范围。
[0013]
进一步的,初始种群q
t
的生成方法包括如下步骤:
[0014]
a1:使用tent混沌映射随机生成得到随机数矩阵;
[0015]
a2:将随机数矩阵中的随机数转换得到混沌值g(x);
[0016]
随机数矩阵的包括n行,v列个随机数x,x∈[0,1];
[0017][0018]
x
ij
=rand(0,1);
[0019]
其中,x
ij
为矩阵中第i行,第j列的随机数;n为设定的种群大小,v为铣削参数多目标优化模型的优化变量个数;
[0020]
a3:将若干混沌值g(x)映射到铣削参数的取值区间[minv
ij
,maxv
ij
]中,得到初始种群q
t
[z
11
,z
12
,z
13
,...z
ij
...z
nv
];
[0021]
映射过程的模型为:
[0022]zij
=minv
ij
+g(x
ij
)(maxv
ij-minv
ij
);
[0023]
其中,z
ij
即为混沌优化后的铣削参数。
[0024]
进一步的,混沌遗传算法对铣削参数多目标优化模型求解过程包括如下:
[0025]
s31:将初始种群q
t
带入二元竞标赛得到变异子代种群r
t
,并将初始种群q
t
和变异子代种群r
t
合并得到合并种群z
t
;
[0026]
s32:对合并种群z
t
通过精英选择策略选出与初始种群q
t
相同种群大小的迭代种群p
t
;
[0027]
s33:令p
t
=q
t+1
,返回s31执行迭代,直到迭代次数t达到最大时输出迭代种群,得
到p
tmax
,p
tmax
即为铣削参数多目标优化模型的pareto解集。
[0028]
进一步的,步骤s32包括:
[0029]
b1:对合并种群z
t
进行非支配排序得到各个个体的层级;
[0030]
b2:对各个个体的层级进行拥挤度计算得到同一层级相邻个体之间的拥挤度距离;
[0031]
b3:根据得到的各个个体的层级和拥挤度距离选出迭代种群p
t
:
[0032]
在合并种群z
t
中随机抽取两个个体,
[0033]
当两个个体为同一层级时,将层级序列值较小的个体纳入迭代种群p
t
;
[0034]
当两个个体为不同层级时,将拥挤距离较大的个体纳入迭代种群p
t
,直到迭代种群p
t
中的个体数量与初始种群q
t
的个体数量相等。
[0035]
进一步的,混沌遗传算法的种群大小为70;迭代次数为150;变异概率为0.05;交叉差率为0.8。
[0036]
一种基于混沌遗传算法的铣削参数决策方法,包括如下步骤:
[0037]
c1:对pareto解集进行层次分析法计算得到铣削力主观权重材料去除率主观权重和表面粗糙度主观权重
[0038]
c2:对pareto解集进行熵权法计算得到铣削力客观权重材料去除率客观权重和表面粗糙度客观权重
[0039]
c3:根据主观权重和以及客观权重和计算得到铣削力综合权重w1、材料去除率综合权重w2和表面粗糙度综合权重w3;
[0040][0041][0042][0043]
c4:将综合权重带入topsis法计算得到pareto解集中每个个体的评分,选取评分最高的个体作为铣削参数的最佳参数。
[0044]
本发明的有益效果为:
[0045]
1、本发明对铣削参数进行多目标优化通过tent混沌映射得到初始种群,tent混沌映射进行种群初始化能取得比伪随机数更好的效果,可以一定程度提高初始种群的均匀性,进而提高种群的多样性以及解的分布性;进而使得在混沌遗传算法对多目标优化模型进行求解时,得到的pareto解集中任意个体即铣削参数运用在实际铣削加工后,能够使加工效率和加工质量得到优化。
[0046]
2、通过对多目标优化得到的优化的铣削参数进行层次分析法和熵权法对权重进行分配,并使用topsis法对优化结果进行评分,根据评分结果选择铣削参数,从而避免依靠人为主观经验进行决策,提高了决策的合理性,使铣削加工科学、合理。
附图说明
[0047]
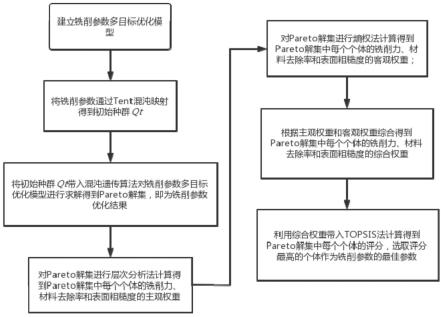
图1为基于混沌遗传算法的铣削参数多目标优化及决策流程示意图;
[0048]
图2为实施例中铣削参数多目标优化模型的pareto解集分布图。
具体实施方式
[0049]
下面对本发明的具体实施方式进行描述,以便于本技术领域的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
[0050]
如图1所示,一种基于混沌遗传算法的铣削参数多目标优化及决策方法,其包括如下步骤:本实施例中,以使用硬质合金球头铣刀在ti6al4v钛合金中进行铣削为例详细说明本发明的实现过程;
[0051]
s1:建立铣削参数多目标优化模型;
[0052]
铣削参数的优化目标包括铣削力f和材料去除率mrr,铣削参数多目标优化模型的优化变量包括:铣削速度vc、铣削深度a
p
、铣削宽度ae和每齿进给量fz;铣削参数多目标优化模型如下:
[0053][0054]
其中,c为影响常数;a1为铣削速度经验模型的指数系数;b1为铣削深度经验模型的指数系数;c1为铣削宽度经验模型的指数系数;d1为每齿进给量经验模型的指数系数;z为刀具齿数;d为刀具直径;ra为工件表面粗糙度;ra
max
为工件表面最大粗糙度;st为约束条件范围。
[0055]
s2:将铣削参数通过tent混沌映射得到初始种群q
t
;
[0056]
初始种群q
t
的生成方法包括如下步骤:
[0057]
a1:使用tent混沌映射随机生成得到随机数矩阵;随机数矩阵包括n行,v列个随机数x,x∈[0,1];n为设定的种群大小,v为铣削参数多目标优化模型的优化变量个数;
[0058]
a2:将随机数矩阵中的随机数转换得到混沌值g(x);
[0059][0060]
x
ij
=rand(0,1);
[0061]
其中,x
ij
为矩阵中第i行,第j列的随机数;
[0062]
a3:将若干混沌值g(x)映射到铣削参数的取值区间[minv
ij
,maxv
ij
]中,得到初始种群q
t
[z
11
,z
12
,z
13
,...z
ij
...z
nv
];
[0063]
映射过程的模型为:
[0064]zij
=minv
ij
+g(x
ij
)(maxv
ij-minv
ij
);
[0065]
其中,z
ij
即为混沌优化后的铣削参数。
[0066]
s3:将初始种群q
t
带入混沌遗传算法对铣削参数多目标优化模型进行求解得到pareto解集;pareto解集即为铣削参数优化结果。
[0067]
混沌遗传算法对铣削参数多目标优化模型求解过程包括如下:设定混沌遗传算法的种群大小为70;迭代次数为150;
[0068]
s31:将初始种群q
t
带入二元竞标赛得到变异子代种群r
t
,变异概率为0.05;交叉差率为0.8;并将初始种群q
t
和变异子代种群r
t
合并得到合并种群z
t
;
[0069]
s32:合并种群z
t
通过精英选择策略选出与初始种群q
t
相同种群大小的迭代种群p
t
;
[0070]
包括:
[0071]
b1:对合并种群z
t
进行非支配排序得到各个个体的层级;
[0072]
b2:对各个个体的层级进行拥挤度计算得到同一层级相邻个体之间的拥挤度距离;
[0073]
b3:根据得到的各个个体的层级和拥挤度距离选出迭代种群p
t
:
[0074]
在合并种群z
t
中随机抽取两个个体,
[0075]
当两个个体为同一层级时,将层级序列值较小的个体纳入迭代种群p
t
;
[0076]
当两个个体为不同层级时,将拥挤距离较大的个体纳入迭代种群p
t
,直到迭代种群p
t
中的个体数量与初始种群q
t
的个体数量相等。
[0077]
s33:令p
t
=q
t+1
,返回s31执行迭代,直到迭代次数t达到最大时输出迭代种群,得到p
tmax
,p
tmax
即为铣削参数多目标优化模型的pareto解集。
[0078]
pareto解集如图2所示,横坐标为铣削力大小,纵坐标为材料去除率大小,每一个点代表pareto解集中的元素。
[0079]
设定参照组,参照组数据为:材料去除率为130.1mm3/min,切削力83.47n,表面粗糙度为0.37μm;计算pareto解集中每个个体与参照组相比,铣削力、材料去除率和表面粗糙率三个目标变量的增益,篇幅所限,列出如表1所示的十组优化解以及铣削力、材料去除率和表面粗糙率三个目标变量的增益率;
[0080]
表1
[0081][0082]
由表1中可知,任一pareto解集中的个体相较于参照组在三个目标变量上的增益率均大于0,明显使铣削参数得到了优化。
[0083]
c3:根据主观权重和以及客观权重和计算得到铣削力综合权重w1、材料去除率综合权重w2和表面粗糙度综合权重w3;
[0084][0085][0086][0087]
主观权重、客观权重和综合权重如表2所示;
[0088]
表2
[0089]
项材料去除率铣削力表面粗糙度主观权重0.3000.1100.590客观权重0.41870.36220.2191综合权重0.42620.13520.4386
[0090]
由表2中综合权重所示,铣削力权重《材料去除率权重《表面粗糙度权重,与实际加工所追求高质量、高加工效率的要求相符合;
[0091]
c4:利用综合权重带入topsis法计算得到pareto解集中每个个体的评分,选取评分最高的个体作为铣削参数的最佳参数。
[0092]
将topsis法计算得到pareto解集中评分前五的个体制得如表3所示;
[0093]
表3
[0094][0095]
根据表3的评分,其中no.1参数组合评分最高,no.1参数组合与no.5参数组合相比,材料去除率高于第五组;并且no.1与初始的参照组相对比在铣削力、材料去除率、表面粗糙度分别优化了16.53%、7.49%、10.34%。经过决策分析之后得分越高的参数组合越能满足实际加工的需求,并且优化之后的参数组合仍在约束范围之内。因此经过优化决策的参数组合,在实际加工中不仅可以提高加工的效率、保证加工的稳定性,而且还可以保证最后的加工质量,可以为实际加工提供优质的加工方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1