一种风电叶片模具工装钢架的参数化设计方法及系统与流程
1.本技术涉及风力发电技术领域,尤其是涉及一种风电叶片模具工装钢架的参数化设计方法及系统。
背景技术:
2.现阶段,在生产风力发电机组的风电叶片时,由于叶片尺寸较大、重量较重,为了方便叶片制造,通常使用钢管搭建的模具、工装,生产、辅助生产风电叶片。
3.实际中,采用如下方式设计叶片模具工装钢架:绘图人员先在三维绘图软件中绘制钢架线体轮廓,再逐个选择每个线体的材料,通过生成的线体设计模具、工装。
4.这种设计方式所需的设计周期较长,在新产品快速迭代的今天,难以适应叶片生产节奏,并且,采用人工制图的方式,需要耗费大量人力资源,且难以实现制图标准化。
技术实现要素:
5.有鉴于此,本技术实施例的目的在于提供一种风电叶片模具工装钢架的参数化设计方法及系统,能够对制图过程进行参数化设计,减少人力资源的使用,实现制图标准化,提高制图效率。
6.第一方面,本技术实施例提供了一种风电叶片模具工装钢架的参数化设计方法,所述方法包括:
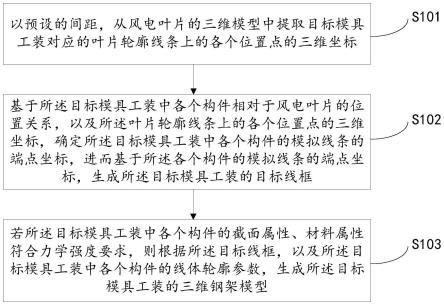
7.以预设的间距,从风电叶片的三维模型中提取目标模具工装对应的叶片轮廓线条上的各个位置点的三维坐标;
8.基于所述目标模具工装中各个构件相对于风电叶片的位置关系,以及所述叶片轮廓线条上的各个位置点的三维坐标,确定所述目标模具工装中各个构件的模拟线条的端点坐标,进而基于所述各个构件的模拟线条的端点坐标,生成所述目标模具工装的目标线框;
9.若所述目标模具工装中各个构件的截面属性、材料属性符合力学强度要求,则根据所述目标线框,以及所述目标模具工装中各个构件的线体轮廓参数,生成所述目标模具工装的三维钢架模型。
10.在一种可能的实施方式中,在所述基于所述各个构件的模拟线条的端点坐标,生成所述目标模具工装的目标线框的步骤之后包括:
11.对所述目标线框中各个模拟线条的空间位置进行校验,若任一模拟线条的空间位置不符合要求,则更新所述目标模具工装中各个构件相对于风电叶片的位置关系,进而更新所述目标线框。
12.在一种可能的实施方式中,在所述若所述目标模具工装中各个构件的截面属性、材料属性符合力学强度要求,则根据所述目标线框,以及所述目标模具工装中各个构件的线体轮廓参数,生成所述目标模具工装的三维钢架模型的步骤之前包括:
13.根据所述目标模具工装的目标线框,以及所述目标模具工装中各个构件的截面属性、材料属性,确定所述目标模具工装中各个构件的最大受力值;
14.若所述目标模具工装中各个构件的最大受力值均满足该构件的最大屈服强度,则确定所述目标模具工装中各个构件的截面属性、材料属性符合力学强度要求;
15.否则,更新所述目标模具工装中各个构件相对于风电叶片的位置关系,或者,更新所述目标模具工装中各个构件的截面属性和/或材料属性,直至所述目标模具工装中各个构件符合力学强度要求。
16.在一种可能的实施方式中,所述风电叶片的三维模型采用gl坐标系,坐标轴原点至叶片尖部的方向与yz平面的夹角处于预设角度范围内。
17.在一种可能的实施方式中,所述目标模具工装的构件对应有多种构件类型;
18.针对每种构件类型,依次生成属于该种构件类型的各个构件的模拟线条的端点坐标、线框、三维钢架模型;
19.将属于该种构件类型的各个构件的模拟线条的端点坐标、线框、三维钢架模型进行整合,依次生成所述目标模具工装中各个构件的模拟线条的端点坐标、目标线框、三维钢架模型。
20.第二方面,本技术实施例提供了一种风电叶片模具工装钢架的参数化设计系统,所述系统包括坐标提取模块、excel、cad、有限元软件、三维绘图软件;
21.所述坐标提取模块,用于以预设的间距,从风电叶片的三维模型中提取目标模具工装对应的叶片轮廓线条上的各个位置点的三维坐标,并将所述三维坐标导入excel中;
22.所述excel,用于基于所述目标模具工装中各个构件相对于风电叶片的位置关系,以及所述叶片轮廓线条上的各个位置点的三维坐标,确定所述目标模具工装中各个构件的模拟线条的端点坐标,并将所述端点坐标导入所述cad中;
23.所述cad,用于基于所述各个构件的模拟线条的端点坐标,生成所述目标模具工装的目标线框,并将所述目标线框导入所述有限元软件中;
24.所述有限元软件,用于判断所述目标模具工装中各个构件的截面属性、材料属性是否符合力学强度要求,若是,则将符合力学强度要求的目标线框导入所述三维绘图软件中;
25.所述三维绘图软件,用于根据所述符合力学强度要求的目标线框,以及所述目标模具工装中各个构件的线体轮廓参数,生成所述目标模具工装的三维钢架模型。
26.在一种可能的实施方式中,所述系统还包括模拟线条校验模块:
27.所述模拟线条校验模块,用于对所述目标线框中各个模拟线条的空间位置进行校验,若任一模拟线条的空间位置不符合要求,则更新所述目标模具工装中各个构件相对于风电叶片的位置关系,进而更新所述目标线框。
28.在一种可能的实施方式中,所述有限元软件在判断所述目标模具工装中各个构件的截面属性、材料属性是否符合力学强度要求时,包括:
29.根据所述目标模具工装的目标线框,以及所述目标模具工装中各个构件的截面属性、材料属性,确定所述目标模具工装中各个构件的最大受力值;
30.若所述目标模具工装中各个构件的最大受力值均满足该构件的最大屈服强度,则确定所述目标模具工装中各个构件的截面属性、材料属性符合力学强度要求;
31.否则,更新所述目标模具工装中各个构件相对于风电叶片的位置关系,或者,更新所述目标模具工装中各个构件的截面属性和/或材料属性,直至所述目标模具工装中各个
构件符合力学强度要求。
32.在一种可能的实施方式中,所述风电叶片的三维模型采用gl坐标系,坐标轴原点至叶片尖部的方向与yz平面的夹角处于预设角度范围内。
33.在一种可能的实施方式中,所述目标模具工装的构件对应有多种构件类型;
34.所述excel,还用于针对每种构件类型,生成属于该种构件类型的各个构件的模拟线条的端点坐标,并根据分别属于各种构件类型的构件的模拟线条的端点坐标,生成所述目标模具工装中各个构件的模拟线条的端点坐标;
35.所述cad,还用于针对每种构件类型,分别生成属于该种构件类型的各个构件的线框,并根据分别属于各种构件类型的构件的线框,生成所述目标线框;
36.所述三维绘图软件,还用于针对每种构件类型,分别生成属于该种构件类型的各个构件的三维钢架模型,并根据属于各种构件类型的各个构件的三维钢架模型,生成所述目标模具工装的三维钢架模型。
37.本技术实施例提供的风电叶片模具工装钢架的参数化设计方法及系统,从风电叶片的三维模型中提取目标模具工装对应的叶片轮廓线条上的各个位置点的三维坐标,作为三维钢架模型的参考位置,基于所述目标模具工装中各个构件相对于风电叶片的位置关系,以及所述叶片轮廓线条上的各个位置点的三维坐标,确定所述目标模具工装中各个构件的模拟线条的端点坐标,采用参数化设计方法确定各个构件的位置信息,进而生成目标线框、三维钢架模型,与现阶段人工制图的方法相比,能够实现制图标准化,提高制图效率。
38.为使本技术的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
39.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
40.图1示出了本技术实施例提供的一种风电叶片模具工装钢架的参数化设计方法的流程图;
41.图2示出了本技术实施例提供的一种gl坐标系下风电叶片的三维模型的示意图;
42.图3示出了本技术实施例提供的一种模具的目标线框;
43.图4示出了本技术实施例提供的一种工装的目标线框;
44.图5示出了本技术实施例提供的一种模具的三维钢架结构;
45.图6示出了本技术实施例提供的一种工装的三维钢架结构。
具体实施方式
46.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本技术的
实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
47.现阶段,在生产风力发电机组的风电叶片时,由于叶片尺寸较大、重量较重,为了方便叶片制造,通常使用钢管搭建的模具、工装,生产、辅助生产风电叶片。
48.实际中,采用如下方式设计叶片模具工装钢架:绘图人员先在三维绘图软件中绘制钢架线体轮廓,再逐个选择每个线体的材料,通过生成的线体设计模具、工装。这种设计方式所需的设计周期较长,在新产品快速迭代的今天,难以适应叶片生产节奏,并且,采用人工制图的方式,需要耗费大量人力资源,且难以实现制图标准化。
49.另外,由于模具工装在使用过程中受到的作用力较大,模具工装在设计完成后,需要进行有限元分析,校核模具工装的结构强度。如果结构强度不满足生产使用要求,需要重新设计更合理的结构或更换更高规格的材料。但是,现阶段,在对模具工装进行修改时,可能会从零开始设计,模具工装结构的优化或换型速度慢。
50.基于上述问题,本技术实施例提供了一种风电叶片模具工装钢架的参数化设计方法及系统,能够对制图过程所需的数据以及制图理论依据进行参数化处理,自动生成模具工装的三维钢架模型,节省大量人力资源,实现标准化制图,并且在修改构件位置、截面属性、材料属性时,能够通过对各个构件相对于风电叶片的位置关系的更新,对模具工装的图像进行一次性调整,提高制图效率。此外,将excel中的数据直接导入cad中进行二维制图,实现了excel与cad的数据交互。
51.针对以上方案所存在的缺陷,均是发明人在经过实践并仔细研究后得出的结果,因此,上述问题的发现过程以及下文中本技术针对上述问题所提出的解决方案,都应该是发明人在本技术过程中对本技术做出的贡献。
52.下面将结合本技术中附图,对本技术中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
53.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
54.为便于对本实施例进行理解,首先对本技术实施例所公开的一种风电叶片模具工装钢架的参数化设计方法进行详细介绍。
55.参见图1所示,图1为本技术实施例提供的一种风电叶片模具工装钢架的参数化设计方法的流程图,该方法包括以下步骤:
56.s101、以预设的间距,从风电叶片的三维模型中提取目标模具工装对应的叶片轮廓线条上的各个位置点的三维坐标。
57.风电叶片的三维模型是待生产的风电叶片产品的三维尺寸模型,从风电叶片的三维模型中能够提取出风电叶片表面上任一位置点的三维坐标,叶片轮廓线条是风电叶片表面上的一条连续的线段,从风电叶片的三维模型中能够以预设的间距提取出任一条叶片轮
廓线条上各个位置点的三维坐标,即风电叶片的三维模型包含每条叶片轮廓线条的端点位置、线条变化趋势。
58.模具是用于生产风电叶片的框架式实体结构,工装是用于辅助生产风电叶片的框架式实体结构。模具、工装形成腔体结构,在腔体结构内生产、辅助生产风电叶片。模具工装分为模具、工装两种,实际中,工装还可细分为多种装置,比如,吊梁。目标模具工装为待设计的模具,或者,待设计的工装。模具工装由多个构件构成,每个构件都是指定尺寸、指定材质的支撑材料。可选的,支撑材料为钢管,此时,模具、工装由钢管焊接而成。
59.本技术实施例中,在设计目标模具工装的尺寸时,需要分别设计目标模具工装中每个构件的尺寸,在制图时,构件通常可简化为线段,构件的尺寸是指构件的两个端点的三维坐标。具体的,首先,从风电叶片的三维模型中提取与目标模具工装相关的叶片轮廓线条的位置信息,作为设计目标模具工装尺寸(每个构件尺寸)的参考位置,然后,根据提取出的叶片轮廓线条的位置信息,以及目标模具工装中每个构件与叶片轮廓线条的相对位置关系,对目标模具工装中每个构件的尺寸进行设计。比如,目标模具工装为模具,模具的尺寸与风电叶片的前缘、后缘这两条叶片轮廓线条的位置有关系,从风电叶片的三维模型中提取出前缘、后缘的位置信息,作为设计模具的参考位置,然后根据参考位置,以及模具中每个构件与前缘、后缘的相对位置关系,生成每个构件的两个端点的三维坐标(端点坐标)。
60.需要说明的是,预设有模具工装与叶片轮廓线条的对应关系,比如,模具对应前缘、后缘,吊梁对应其他的叶片轮廓线条,根据目标模具工装的具体类别(模具或工装),确定目标模具工装对应的叶片轮廓线条,并以预设的间距,从风电叶片的三维模型中提取对应的叶片轮廓线条上各个位置点的三维坐标,作为设计目标模具工装各个构件的尺寸的参考位置信息。其中,间距可以根据用户的实际需求进行设置,比如,预设的间距为10毫米。
61.作为一种可能的实施方式,所述风电叶片的三维模型采用gl坐标系,坐标轴原点至叶片尖部的方向与yz平面的夹角处于预设角度范围内。gl坐标系规定了x、y、z轴的方向,参见图2所示,图2为本技术实施例提供的一种gl坐标系下风电叶片的三维模型的示意图,风电叶片沿着y轴旋转,叶片尖部从上至下转动,坐标轴原点至叶片尖部的方向与yz平面的夹角逐渐变小,将夹角控制在预设角度范围内,使叶片尖部尽量贴近地面(水平面),以当前姿态的风电叶片的三维坐标作为参考位置,方便后续的制图操作。
62.s102、基于所述目标模具工装中各个构件相对于风电叶片的位置关系,以及所述叶片轮廓线条上的各个位置点的三维坐标,确定所述目标模具工装中各个构件的模拟线条的端点坐标,进而基于所述各个构件的模拟线条的端点坐标,生成所述目标模具工装的目标线框。
63.已知参考位置点的位置信息,以及目标点与参考位置点的相对位置关系,可确定目标点的位置信息。在本技术实施例中,目标模具工装对应的叶片轮廓线条上的各个位置点的三维坐标相当于“参考位置点的位置信息”,目标模具工装中各个构件相对于风电叶片的位置关系相当于“目标点与参考位置点的相对位置关系”,目标模具工装中各个构件的模拟线条的端点坐标相当于“目标点的位置信息”。其中,目标线框由模拟线条构成,每个模拟线条代表一个构件,将构件抽象为模拟线条,确定了模拟线条的端点坐标,就是确定了构件的位置信息。采用该种参数化设计方法,能够批量生成各个构件的模拟线条的端点坐标,提高制图效率,并且,通过更新目标模具工装中各个构件相对于风电叶片的位置关系,对目标
模具工装中各个构件的模拟线条的端点坐标整体进行整体更新,提高改图的效率。
64.在确定了目标模具工装中各个构件的模拟线条的端点坐标后,根据每个模拟线条的端点坐标,生成由各个模拟线条构成的目标线框,此时,目标线框能够表示目标模具工装中各构件的位置信息。其中,所述目标线框为二维图像。
65.进一步的,在所述基于所述各个构件的模拟线条的端点坐标,生成所述目标模具工装的目标线框的步骤之后包括:
66.对所述目标线框中各个模拟线条的空间位置进行校验,若任一模拟线条的空间位置不符合要求,则更新所述目标模具工装中各个构件相对于风电叶片的位置关系,进而更新所述目标线框。
67.参见图3所示,图3为本技术实施例提供的一种模具的目标线框,参见图4所示,图4为本技术实施例提供的一种工装的目标线框,由图3、图4可知,目标线框中的部分模拟线条之间存在位置关联,比如,多个模拟线条并联排布,两个相邻的模拟线条某个端点位置重合,各个模拟线条之间的位置关系需要符合模具工装的设计要求,可采用人工校验或程序自动校验的方式,对相关联的模拟线条之间的空间位置关系进行校验,若空间位置关系符合要求,则执行步骤s103,若不符合要求,则对模拟线条的端点坐标进行调整,具体的调整方式为:目标模具工装对应的叶片轮廓线条上的各个位置点的三维坐标保持不变,更新目标模具工装中各个构件相对于风电叶片的位置关系,并根据叶片轮廓线条上的各个位置点的三维坐标,以及更新后的各个构件相对于风电叶片的位置关系,生成模拟线条新的端点坐标,并对更新后的模拟线条的端点坐标进行校验,直至模拟线条的新的端点坐标符合设计要求。
68.在设计目标模具工装的目标线框时,采用参数化设计方法,能够通过调整目标模具工装中各个构件相对于风电叶片的位置关系,实现对各构件位置信息的更新,具体的,采用更新后的目标模具工装中各个构件相对于风电叶片的位置关系,以及构件的原始参考位置(叶片轮廓线条上的各个位置点的三维坐标),更新各构件的端点坐标,提高修改构件位置信息的效率。
69.s103、若所述目标模具工装中各个构件的截面属性、材料属性符合力学强度要求,则根据所述目标线框,以及所述目标模具工装中各个构件的线体轮廓参数,生成所述目标模具工装的三维钢架模型。
70.对目标模具工装的目标线框中各个构件的模拟线条的截面属性、材料属性的力学强度进行校验,如果每个构件的截面属性、材料属性均符合力学强度要求,则根据已确定各个构件的位置信息、截面属性、材料属性的目标线框,以及各个构件的线体轮廓参数,生成目标模具工装的三维实体模型,由于构件的材料为钢管,三维实体模型为三维钢架结构。其中,构件的线体轮廓参数为钢管的尺寸参数,比如,100*100*5mm的方管。
71.参见图5所示,图5为本技术实施例提供的一种模具的三维钢架结构,参见图6所示,图6为本技术实施例提供的一种工装的三维钢架结构,其中,图5中模具的三维钢架结构与图3中模具的目标线框相对应,图6中模具的三维钢架结构与图4中模具的目标线框相对应。
72.进一步的,在所述若所述目标模具工装中各个构件的截面属性、材料属性符合力学强度要求,则根据所述目标线框,以及所述目标模具工装中各个构件的线体轮廓参数,生
成所述目标模具工装的三维钢架模型的步骤之前包括:
73.根据所述目标模具工装的目标线框,以及所述目标模具工装中各个构件的截面属性、材料属性,确定所述目标模具工装中各个构件的最大受力值;若所述目标模具工装中各个构件的最大受力值均满足该构件的最大屈服强度,则确定所述目标模具工装中各个构件的截面属性、材料属性符合力学强度要求;否则,更新所述目标模具工装中各个构件相对于风电叶片的位置关系,或者,更新所述目标模具工装中各个构件的截面属性和/或材料属性,直至所述目标模具工装中各个构件符合力学强度要求。
74.需要说明的是,如果存在任意一个构件的最大受力值不满足该构件的最大屈服强度,则对模拟线条的端点坐标进行调整,具体的调整方式为:
75.方式一、目标模具工装对应的叶片轮廓线条上的各个位置点的三维坐标保持不变,更新目标模具工装中各个构件相对于风电叶片的位置关系,进而更新模拟线条的端点坐标,得到新的目标线框,根据更新后的目标线框,以及各个构件的截面属性、材料属性(不对截面属性、材料属性进行更新),重新对构件的力学强度进行校验。其中,截面属性至少包括构件的厚度、长度。
76.方式二、更新目标模具工装中各个构件的截面属性和/或材料属性,保持目标线框中构件的位置信息不变,并基于更新后的截面属性和/或材料属性,以及目标线框,重新对构件的力学强度进行校验。
77.在设计目标模具工装的各个构件的截面属性、材料属性时,采用参数化设计方法,能够通过调整目标模具工装中各个构件相对于风电叶片的位置关系,加密模拟线条的排布,或者,通过更新截面属性和/或材料属性,使各个构件符合力学强度要求,提高改图的效率。
78.本技术实施例提供的风电叶片模具工装钢架的参数化设计方法,能够对制图过程所需的数据以及制图理论依据进行参数化处理,自动生成模具工装的三维钢架模型,节省大量人力资源,实现标准化制图,并且在修改构件位置、截面属性、材料属性时,能够通过对各个构件相对于风电叶片的位置关系的更新,对模具工装的图像进行一次性调整,提高制图效率。
79.进一步的,本技术实施例所提供的一种风电叶片模具工装钢架的参数化设计方法中,所述目标模具工装的构件对应有多种构件类型;针对每种构件类型,依次生成属于该种构件类型的各个构件的模拟线条的端点坐标、线框、三维钢架模型;将属于该种构件类型的各个构件的模拟线条的端点坐标、线框、三维钢架模型进行整合,依次生成所述目标模具工装中各个构件的模拟线条的端点坐标、目标线框、三维钢架模型。参见图3、图4、图5、图6所示,按照各个构件的相对位置关系,可以将目标模具工装的各个构件分成多种构件类型,比如,图4、图6中,工装的构件分布在四个面、以及四个面内的斜面上,在5个平面内分别包括多组相互平行的构件,可以将每组相互平行的构件作为一种构件类型。
80.在考虑构件类型的情况下,通过如下方式生成三维钢架模型:
81.步骤1:以预设的间距,从风电叶片的三维模型中提取目标模具工装对应的叶片轮廓线条上的各个位置点的三维坐标;
82.步骤2:针对每种构件类型,根据目标模具工装中属于该种构件类型的构件相对于风电叶片的位置关系,以及叶片轮廓线条上的各个位置点的三维坐标,确定目标模具工装
中属于该种构件类型的构件的模拟线条的端点坐标,进而得到目标模具工装中各个构件的模拟线条的端点坐标;
83.步骤3:针对每种构件类型,根据属于该种构件类型的构件的模拟线条的端点坐标,生成属于该种构件类型的构件的模拟线条,进而生成目标模具工装整体的目标线框;
84.步骤4:针对每种构件类型,对属于该种构件类型的构件的空间位置进行校验,如果存在任一构件的空间位置不符合设计要求,则对该种构件类型的构件相对于风电叶片的位置关系进行更新,直至目标模具工装中各个构件的空间位置均符合设计要求;
85.步骤5:针对每种构件类型,根据属于该种构件类型的构件的模拟线条,以及属于该种构件类型的构件的截面属性、材料属性,对属于该种构件类型的构件的力学强度进行校验,如果不符合力学强度要求,则对属于该种构件类型的构件相对于风电叶片的位置关系进行更新,或者对属于该种构件类型的构件的截面属性和/或材料属性进行更新,直至目标模具工装中各个构件均符合力学强度要求;
86.步骤6:针对每种构件类型,根据属于该种构件类型的构件的模拟线条,以及属于该种构件类型的构件的线体轮廓参数,生成属于该种构件类型的构件的三维实体模型,进而生成目标模具工装整体的三维钢架模型。
87.将目标模具工装的各个构件分成多种构件类型,能够分批制图,分批校验,分批修改,在构件的位置、截面属性、材料属性存在问题时,能够减少数据更新量,提高制图效率。
88.基于同一发明构思,本技术实施例中还提供了与风电叶片模具工装钢架的参数化设计方法对应的风电叶片模具工装钢架的参数化设计系统,由于本技术实施例中的系统解决问题的原理与本技术实施例上述风电叶片模具工装钢架的参数化设计方法相似,因此系统的实施可以参见方法的实施,重复之处不再赘述。
89.本技术实施例提供了一种风电叶片模具工装钢架的参数化设计系统,所述系统包括坐标提取模块、excel、cad、有限元软件、三维绘图软件;
90.所述坐标提取模块,用于以预设的间距,从风电叶片的三维模型中提取目标模具工装对应的叶片轮廓线条上的各个位置点的三维坐标,并将所述三维坐标导入excel中;
91.所述excel,用于基于所述目标模具工装中各个构件相对于风电叶片的位置关系,以及所述叶片轮廓线条上的各个位置点的三维坐标,确定所述目标模具工装中各个构件的模拟线条的端点坐标,并将所述端点坐标导入所述cad中;
92.所述cad,用于基于所述各个构件的模拟线条的端点坐标,生成所述目标模具工装的目标线框,并将所述目标线框导入所述有限元软件中;
93.所述有限元软件,用于判断所述目标模具工装中各个构件的截面属性、材料属性是否符合力学强度要求,若是,则将符合力学强度要求的目标线框导入所述三维绘图软件中;
94.所述三维绘图软件,用于根据所述符合力学强度要求的目标线框,以及所述目标模具工装中各个构件的线体轮廓参数,生成所述目标模具工装的三维钢架模型。
95.在一种可能的实施方式中,所述系统还包括模拟线条校验模块:
96.所述模拟线条校验模块,用于对所述目标线框中各个模拟线条的空间位置进行校验,若任一模拟线条的空间位置不符合要求,则更新所述目标模具工装中各个构件相对于风电叶片的位置关系,进而更新所述目标线框。
97.在一种可能的实施方式中,所述有限元软件在判断所述目标模具工装中各个构件的截面属性、材料属性是否符合力学强度要求时,包括:
98.根据所述目标模具工装的目标线框,以及所述目标模具工装中各个构件的截面属性、材料属性,确定所述目标模具工装中各个构件的最大受力值;
99.若所述目标模具工装中各个构件的最大受力值均满足该构件的最大屈服强度,则确定所述目标模具工装中各个构件的截面属性、材料属性符合力学强度要求;
100.否则,更新所述目标模具工装中各个构件相对于风电叶片的位置关系,或者,更新所述目标模具工装中各个构件的截面属性和/或材料属性,直至所述目标模具工装中各个构件符合力学强度要求。
101.在一种可能的实施方式中,所述风电叶片的三维模型采用gl坐标系,坐标轴原点至叶片尖部的方向与yz平面的夹角处于预设角度范围内。
102.在一种可能的实施方式中,所述目标模具工装的构件对应有多种构件类型;
103.所述excel,还用于针对每种构件类型,生成属于该种构件类型的各个构件的模拟线条的端点坐标,并根据分别属于各种构件类型的构件的模拟线条的端点坐标,生成所述目标模具工装中各个构件的模拟线条的端点坐标;
104.所述cad,还用于针对每种构件类型,分别生成属于该种构件类型的各个构件的线框,并根据分别属于各种构件类型的构件的线框,生成所述目标线框;
105.所述三维绘图软件,还用于针对每种构件类型,分别生成属于该种构件类型的各个构件的三维钢架模型,并根据属于各种构件类型的各个构件的三维钢架模型,生成所述目标模具工装的三维钢架模型。
106.本技术实施例提供的风电叶片模具工装钢架的参数化设计方法,能够对制图过程所需的数据以及制图理论依据进行参数化处理,自动生成模具工装的三维钢架模型,节省大量人力资源,实现标准化制图,并且在修改构件位置、截面属性、材料属性时,能够通过对各个构件相对于风电叶片的位置关系的更新,对模具工装的图像进行一次性调整,提高制图效率。此外,将excel中的数据直接导入cad中进行二维制图,实现了excel与cad的数据交互。
107.实施例:
108.表1为模型绘制初始坐标点设计,x、y、z的值为目标模具工装对应的叶片轮廓线条上的各个位置点的三维坐标;表2为模型绘制参数化设置,给出了所述目标模具工装中各个构件相对于风电叶片的位置关系;表3为钢架坐标点编辑,是根据表1、表2数据,得到的目标模具工装中各个构件的模拟线条的端点坐标,其中,表3为某一组构件的模拟线条的端点坐标,针对每一行数据,左侧为该组构件中某个构件一端的坐标,右侧为该组构件中某个构件另一端的坐标。进而基于模拟线条的端点坐标绘制目标线框,生成三维钢架模型。
109.表1模型绘制初始坐标点设计
110.xyz-14793001500-14963002000-15133002500-15283003000-15413003500-15533004000-15623004500-15703005000-15763005500-15813006000-15853006500
111.表2模型绘制参数化设置
112.前缘腹板最高点x坐标斜撑距离边钢架高度-17391001600前缘吸盘臂距离腹板尺寸钢架起始位置米标前缘结束点y坐标值2701000300钢架分段数钢架结束位置米标 589000 后缘吸盘臂距离腹板尺寸钢架根部宽度 2702200 钢架尖部宽度后缘轴向杆倾角(弧度)前缘轴向杆倾角(弧度)14000.00600.0031单个模块长度方管边长 200080 段数钢架预设分段长度钢架拼接位置z坐标1180001900021800037000318000550004180007300051600089000
113.表3钢架坐标点编辑
114.[0115][0116]
最后应说明的是:以上所述实施例,仅为本技术的具体实施方式,用以说明本技术的技术方案,而非对其限制,本技术的保护范围并不局限于此,尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,其依然可以对前述实施例所记载的技术方案进行修改或可轻易想到变化,或者对其中部分技术特征进行等同替换;而这些修改、变化或者替换,并不使相应技术方案的本质脱离本技术实施例技术方案的精神和范围,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1