激光模切机不停机调图的控制方法及装置与流程
1.本发明属于激光模切机技术领域,特别是涉及到一种激光模切机不停机调图的控制方法及装置。
背景技术:
2.激光模切机通过驱动激光器出光、控制光路,使激光按照图形的轨迹及顺序正确的打到材料的特定位置,实现打标功能。
3.现有技术中,在激光模切机根据编辑好的图形进行一次模切后,若发现模切位置不对,需要先停止设备运转,接着在打标软件中对图形进行调整。调整完成后启动机器,继续进行模切。如果模切的位置仍然不对,需要重复上述过程。其中需要先停止设备的原因是,图形在打标软件的编辑窗口编辑完成后,才会传递给打标窗口。打标窗口在顶层,不退出当前打标窗口无法进入编辑窗口对图形进行调整,也无法把新的图形数据传递给打标窗口;而退出打标窗口就意味着停止设备运转。
4.停机调图导致操作流程繁杂,涉及软件操作和设备操作。需要停止设备后,操作软件完成图形位置的调整,再启动设备;这样在图形调整期间模切机设备停止工作,而停止设备和重启动设备的操作也会浪费大量的操作时间,造成工作效率的降低。
技术实现要素:
5.本发明提出一种激光模切机不停机调图的控制方法及装置,调图时不需要设备停机,提升效率,节省操作时间。
6.为达到上述目的,本发明的技术方案是这样实现的:
7.一种激光模切机不停机调图的控制方法,包括:
8.s1、在打标软件的打标窗口内添加编辑窗口,用于编辑图形数据;
9.s2、为打标窗口内的编辑窗口配置缓存区域,用于保存执行完编辑的图形数据;
10.s3、在打标软件添加控制流程,所述控制流程循环运转、一直读取所述缓存区域、并将缓存区域中的图形数据传递给激光模切机,激光模切机按照新的图形数据继续打标。
11.进一步的,所述打标窗口以保存或确定的操作方式作为图形数据的执行完编辑的状态标识。
12.进一步的,所述打标窗口设置有对打标窗口内的编辑窗口所编辑图形数据的各方向调整偏差数值的快捷输入口。
13.更进一步的,所述快捷输入口包括向上偏移、向下偏移、向左偏移、向右偏移、角度偏移的五个数值输入框,并分别配备确定按键。
14.进一步的,所述控制流程包括:
15.s301、在第一次执行打标时开启;
16.s302、读取在所述缓存区域存储的执行完编辑的图形数据;
17.s303、将读取的图形数据传递给激光模切机,激光模切机按照新的图形数据继续
打标;
18.s304、继续循环读取所述缓存区域。
19.本发明另一方面还提出了一种激光模切机不停机调图的控制装置,包括:
20.编辑模块:在打标软件的打标窗口内添加编辑窗口,用于编辑图形数据;
21.缓存模块:为打标窗口内的编辑窗口配置缓存区域,用于保存执行完编辑的图形数据;
22.控制流程模块:在打标软件添加控制流程,所述控制流程循环运转、一直读取所述缓存区域、并将缓存区域中的图形数据传递给激光模切机,激光模切机按照新的图形数据继续打标。
23.进一步的,所述编辑模块中,设置保存或确定按键,使打标窗口以保存或确定的操作方式作为图形数据的执行完编辑的状态标识。
24.进一步的,所述编辑模块中,在打标窗口设置有对打标窗口内的编辑窗口所编辑图形数据的各方向调整偏差数值的快捷输入口。
25.更进一步的,所述快捷输入口包括向上偏移、向下偏移、向左偏移、向右偏移、角度偏移的五个数值输入框,并分别配备确定按键。
26.进一步的,所述控制流程模块包括:
27.开启单元,用于在第一次执行打标时开启;
28.读取单元,用于读取在所述缓存区域存储的执行完编辑的图形数据;
29.传递单元,用于将读取的图形数据传递给激光模切机,激光模切机按照新的图形数据继续打标;
30.循环单元,用于继续循环读取所述缓存区域。
31.与现有技术相比,本发明具有如下的有益效果:
32.1、本发明从软件上对调图和打标流程进行优化,可以在保证模切机设备连续运转的情况下进行调图,节省了为了调图引起的停机时间、重启动时间等,提升了设备的智能化水平;大幅度提高激光模切机的生产效率。
33.2、本发明提供了图形编辑窗口的快捷输入方式,缩短了调图时间,提升了工作效率,调整的过程相对于完成一次模切打标的时间而言很短也很快,不会由于不停机而产生过多的模切偏差的产品。
34.3、本发明还可在正常模切时进行下一个模切文件的编辑修改。
附图说明
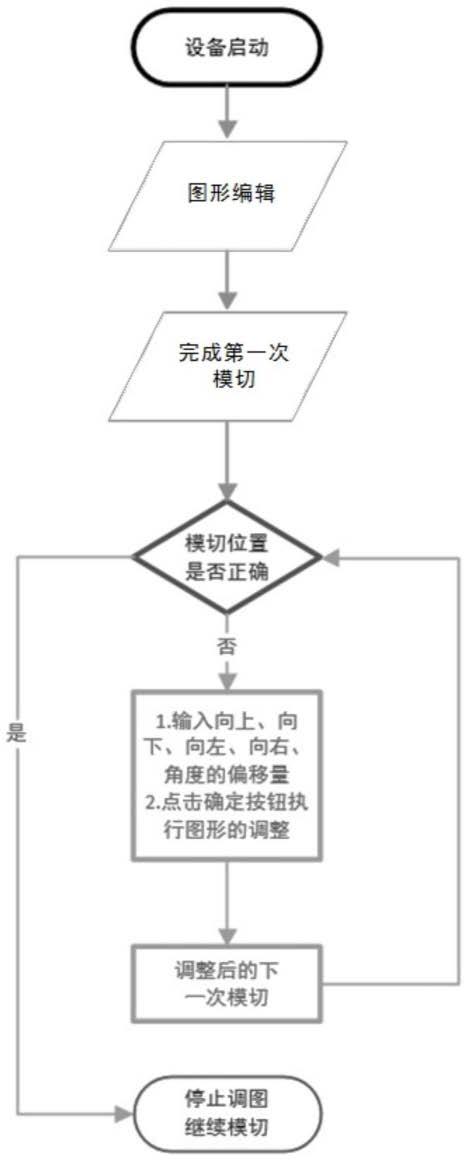
35.图1是本发明实施例的工作流程示意图。
具体实施方式
36.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
37.实施例:
38.本发明要解决的主要问题在于激光模切机打标与调图不能同时进行的矛盾,要想不停机,打标窗口必须始终处于顶层,因此本发明的设计思想在于在打标窗口处于顶层时
通过缓存机制完成图形的编辑以及向打标窗口的传递。
39.本实施例中,本发明提出的方法包括:
40.s1、在打标软件的打标窗口内设置编辑窗口,用于编辑图形数据;所述设置可以为新添加编辑窗口,也可以将打标窗口原有的图形显示窗口改造为编辑窗口,用于编辑其中显示的图形数据;
41.所述图形数据既可以为打标中的图形数据,也可以为下一个模切文件的图形数据,即在打标中的图形数据无需调整时,模切机正常打标,编辑窗口可以用来编辑下一个模切文件的图形数据,编辑完毕不保存或确定,等到当前打标任务结束,再保存或确定;
42.本步骤的设置可以使模切文件的图形数据直接编辑而无需退出打标窗口,不退出打标窗口则模切机设备不会停机;
43.s2、为上述打标窗口内的编辑窗口配置缓存区域,用于保存执行完编辑的图形数据;其中所述的缓存区域可以配置为指定的存储区域,便于访问读取;同时,为了在不停机的状态下尽量缩短图形编辑时间,可以在打标窗口设置有对各偏差方向填写偏差调整数值的快捷输入口,所述快捷输入口可以为显示所有可能调整的偏差方向,并在各偏差方向后面设置偏差数值的输入文本框,本实施例中包括向上偏移、向下偏移、向左偏移、向右偏移、角度偏移的五个数值输入框,并分别配备确定按键;同时还在打标窗口设置“保存”或“确定”按键作为图形数据的执行完编辑的状态标识,一旦执行完编辑,则将图形数据发送至所述缓存区域;
44.s3、在打标软件添加控制流程;所述控制流程在第一次执行打标时开启,读取在所述缓存区域存储的执行完编辑的图形数据,将读取的图形数据传递给激光模切机,然后继续循环读取所述缓存区域;激光模切机按照新的图形数据继续打标。
45.基于上述控制方法,在本实施例中,激光模切机的工作流程如图1所示,包括:
46.1、设备上电启动;
47.2、启动打标软件,编辑好打开要模切的图形文件,根据工艺要求进行编辑和参数调整;
48.3、打开打标窗口,执行第一次模切操作,同时开启上述控制流程;
49.4、第一次模切完成后,观察模切的效果。若模切的位置与理想位置有偏差,通过打标窗口内设置的编辑窗口,可以通过所述快捷输入口在偏差方向上(如向上、向下、向左、向右)进行对应的调整。在文本框内输入偏差数值,点击各自的确定按钮进行修改确认,然后点击打标窗口的“保存”或“确定”按键完成对图形的编辑;此时图形数据存储入所述缓存区域,被控制流程读取;
50.若图形需要修改,则直接可在编辑窗口对图形数据进行编辑修改,然后点击打标窗口的“保存”或“确定”按键完成对图形的编辑;此时图形数据存储入所述缓存区域,被控制流程读取;
51.5、控制流程读取后,传递给激光模切机,模切机设备不停止运转,直接按照新的图形数据继续模切。观察调整后的模切效果。如果模切位置准确,调图结束,可继续正常进行模切;如果模切位置仍然有偏差,则继续在偏差方向上进行调整,然后观察,直至符合要求。
52.上述过程中,对于模切机用户来说,因为一直停留在打标窗口,对数据缓存的操作是无感的。同时因为采用了快捷的图形编辑方式,偏差调整的过程相对于完成一次模切打
标的时间而言很短也很快,不会由于不停机而产生过多的模切错误的产品。
53.另外,如前所述,如果当前的图形调整已完成,模切机正常进行模切,用户也可通过打标窗口提前进行下一个模切文件的编辑修改,在本次模切任务完成时,点击“保存”或“确定”按键,控制流程即可把新的模切图形传递给打标窗口,使模切机即刻开始下一次的模切任务,更加节省了操作时间。
54.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1