基于SRWNN的热误差预测模型构建方法及热特性优化的蜗杆砂轮磨床磨削精度提升方法
本发明属于机械误差控制,具体的为一种基于srwnn的热误差预测模型构建方法及热特性优化的蜗杆砂轮磨床磨削精度提升方法。
背景技术:
1、精密齿轮主要应用于航空航天、大型船舶、发电设备、石油化工和高端汽车等关键技术领域的高端制造设备。加工齿轮的几何精度直接决定了高端设备在上述关键技术领域的使用性能。蜗杆砂轮磨齿机提供了可靠的加工手段,磨削精度是蜗杆砂轮磨床的关键性能评估指标。但是,蜗杆砂轮磨床在使用过程中会受到静载荷、热载荷以及冲击和振动载荷的影响,导致其磨削精度显著下降。特别的,蜗杆砂轮磨床的磨削精度对热误差非常敏感,因此,应有效地减小由热误差引起的磨削误差。
2、热源(包括伺服电机、轴承、滚动导向副和螺母副)产生大量摩擦和电热量,并导致温度分布不均匀,使热误差呈现复杂的非线性。减少热误差的常用方法主要包括热特性优化(热特性优化)和热误差补偿方法(热误差补偿)。热误差补偿在机器使用阶段用于控制加工精度,但热特性极其复杂,热误差具有时变、非线性、不稳定的影响。误差补偿方法是被动的后补偿方法,不能完全消除热误差。因此,在机床设计阶段,应尽可能消除热误差。在设计阶段使用的热特性优化方法能够提高抵抗热变形的能力和提高热稳定性。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种基于srwnn的热误差预测模型构建方法及热特性优化的蜗杆砂轮磨床磨削精度提升方法,利用构建得到的热误差预测模型能够提高热误差预测精度,并用于实现蜗杆砂轮磨床在加工过程中的误差控制,同时在蜗杆砂轮磨床设计时进行热特性优化,以提高蜗杆砂轮磨床抵抗热变形的能力和提高热稳定性,最终提高蜗杆砂轮磨床磨削精度。
2、为达到上述目的,本发明提供如下技术方案:
3、本发明首先提出了一种基于srwnn的热误差预测模型构建方法,包括如下步骤:
4、s1:对热误差数据进行预处理并构建训练集;
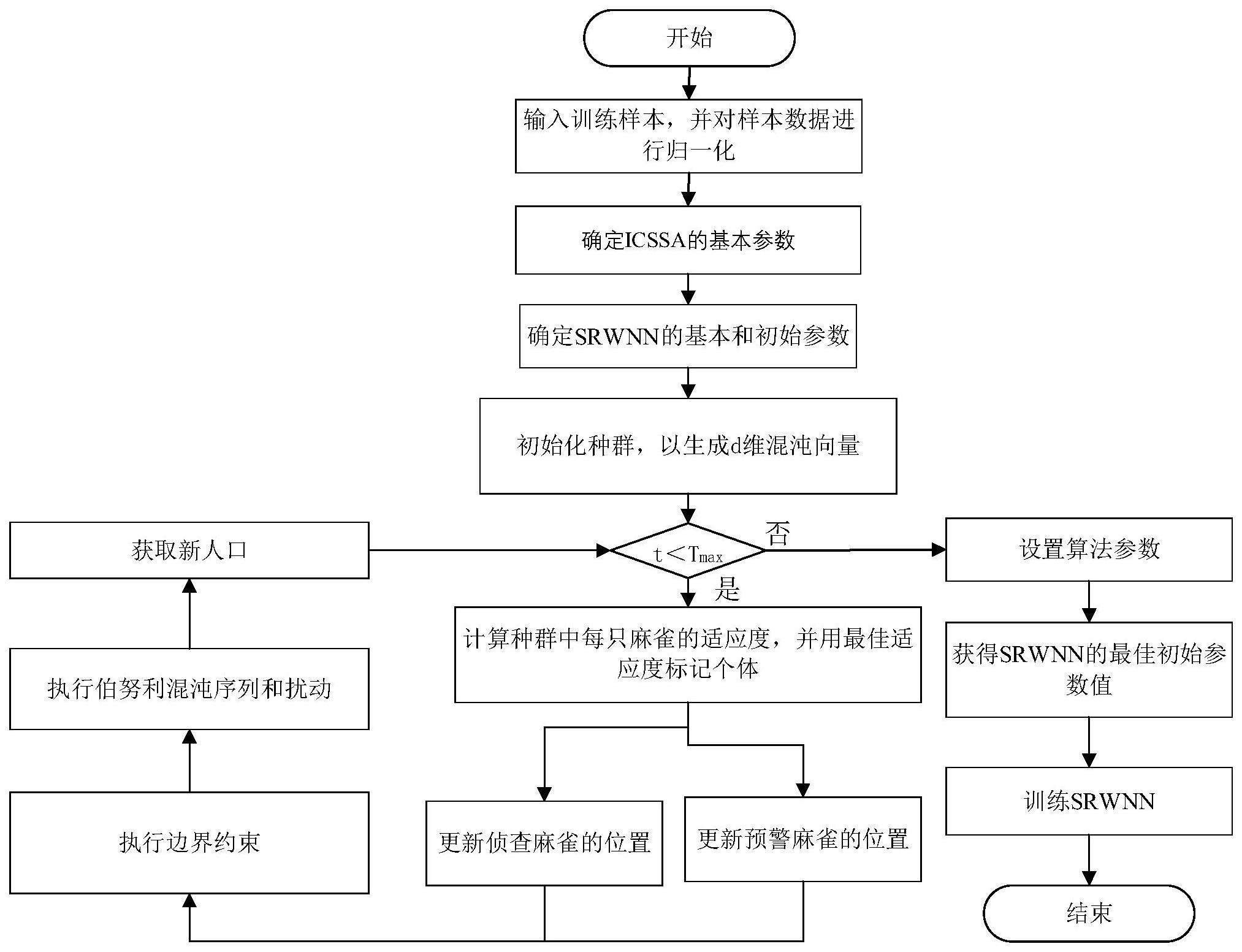
5、s2:确定混沌麻雀搜索算法的基本参数和srwnn神经网络的初始参数;
6、s3:利用混沌麻雀搜索算法随机生成一个向量,使该向量的每个维度均在[1/2,1/2]的范围内;以该向量作为第一只麻雀个体,并通过伯努利变换生成混沌序列,得到剩余的m-1个混沌个体,以初始化麻雀种群;
7、s4:计算每一只麻雀个体的适应度,以具有最佳适应度的麻雀个体的位置映射为srwnn神经网络的最佳初始参数;
8、s5:利用训练集训练具有最佳初始参数的srwnn神经网络,判断srwnn神经网络的损失函数是否小于预设阈值:
9、若是,则训练完成,执行s9;
10、若否,则判断当前迭代次数t是否小于设定的最大迭代次数tmax:若是,则令t=t+1,执行s6;若否,则停止迭代,执行s9;
11、s6:选择适应度较大的前m/2只麻雀个体构成精英群体,利用精英对抗学习策略计算精英个体的反向个体,将精英个体和反向个体结合得到新的麻雀个体;
12、s7:确定具有最佳适应度的麻雀个体的位置和具有最差适应度的麻雀个体的位置,利用正弦余弦搜索算法更新侦查麻雀的位置和预警麻雀的位置;
13、s8:执行边界约束,将混沌变量映射到每一只麻雀个体,得到新的麻雀种群,循环执行步骤四;
14、s9:将最佳初始参数作为srwnn神经网络的最优超参数,构建得到热误差预测模型。
15、进一步,所述步骤s1中,利用提升小波变换分解对热误差数据进行预处理,方法为:
16、
17、其中,d'j-1表示阈值处理后的高频部分;dj-1表示小波系数;thr表示阈值;k表示信号分解级别的数量;且:
18、
19、σ=median|dj-1|/0.6745
20、其中,n表示每个小波层的高频系数序列的长度;median表示中值函数;σ表示噪声估计的标准偏差。
21、进一步,所述步骤s3中,混沌麻雀搜索算法中使用伯努利映射:
22、
23、通过伯努利变换生成混沌序列:
24、xk+1=(2xk)mod1+rand(0,1)/m
25、其中,xk+1表示第k+1个麻雀个体的位置;xk表示第k个麻雀个体的位置;b表示映射元素范围;zk表示混沌麻雀搜索算法随机生成向量的范围;rand(0,1)/m表示随机变量;m表示混沌序列内的粒子个数。
26、进一步,所述步骤s6中,精英对抗学习策略为:
27、令普通粒子为xt=(xi1,xi2,...,xid),精英粒子为则精英反向解为:
28、
29、得到精英反向解后,执行边界约束:
30、
31、其中,表示精英解的j维向量;表示精英反向解的j维向量;均表示j维搜索空间的边界;δ∈[0,1];rand(lbj,ubj)∈[lbj,ubj]。
32、进一步,所述步骤s7中,正弦余弦搜索算法为:
33、对于已知的无约束n维最小优化问题:
34、minf(x)=minf(x1,x2,…,xn)
35、s.t lbj≤xi≤ubj,i=1,2…,n
36、其中,xi表示要优化的第i个变量;
37、具有最佳适应度的个体被记录为最佳个体x*,则侦查麻雀的位置更新方法为:
38、
39、r1=a×(1-t/tmax)
40、其中,表示第i个个体在第t代群体中的位置;表示当前最佳个体的位置;a为常数;t表示当前迭代次数;tmax表示最大迭代次数;r2∈(0,360°);r3∈(0,2)和r4∈(0,1);
41、预警麻雀的位置更新方法为:
42、
43、其中,表示第i个个体在第t+1代群体中的位置;表示第i个个体在第t代群体中的位置;表示第t代群体中最佳个体的位置;表示第t代群体中最差个体的位置;β表示为步长控制参数,是服从均值为0,方差为1的正态分布的随机数;k表示[-1,1]之间的随机数;ε表示最小的常数,意在避免分母出现零;fi表示第i个个体的适应度值;fg表示当前全局最佳适应度值;fw表示当前全局最差的适应度值。
44、进一步,所述步骤s8中,将混沌变量映射到解空间:
45、newxd=mind+(ubj-lbj)·xd
46、其中,newxd表示产生的混沌扰动;mind表示d维变量newxd的最小值;和是j维搜索空间的边界;xd表示解空间中的个体位置;xd表示混沌变量位置;
47、将混沌扰动添加到麻雀个体上:
48、newxd'=(xd'+newxd)/2
49、其中,xd'表示需要混沌扰动的个体;newxd'表示具有混沌扰动的个体。
50、本发明还提出了一种基于热特性优化的蜗杆砂轮磨床磨削精度提升方法,包括如下步骤:
51、步骤一:对蜗杆砂轮磨床进行热特性优化;
52、11)创建蜗杆砂轮磨床的三维模型;
53、12)对蜗杆砂轮磨床进行热特性分析;
54、13)对蜗杆砂轮磨床进行热特性优化,优化蜗杆砂轮磨床床身筋板布置,实现蜗杆砂轮磨床静力学和动力学特性调控;在床身上增加冷却油池,实现蜗杆砂轮磨床热特性调控;
55、步骤二:对蜗杆砂轮磨床进行热误差补偿
56、21)利用如上所述方法构建得到热误差预测模型;
57、22)在蜗杆砂轮磨床运行过程中,利用热误差预测模型实时预测热误差;
58、23)根据预测得到的热误差对蜗杆砂轮磨床进行热误差补偿。
59、进一步,所述步骤21)中,对蜗杆砂轮磨床进行热特性分析的方法为:
60、(1)将初始温度设置为环境温度t∞;
61、(2)输入轴承的工作条件,包括初始预载荷、转速和装配条件;计算温度相关变量,包括轴承尺寸、轴承预载荷和润滑剂粘度;
62、(3)计算初始热负荷强度、对流系数和初始接触热导;
63、(4)建立热特性仿真模型;
64、(5)计算温度场和热变形;
65、(6)比较两个相邻迭代子步骤中所有节点的温度:若满足tin-ti-1n<1×10-6,则终止算法,然后保存关键点的温度以计算热变形;若不满足tin-ti-1n<1×10-6的条件,则根据计算得到的温度场更新润滑剂粘度、轴承尺寸、对流系数和轴承预载荷;根据计算得到的热变形以更新轴承预载、接触热导和轴承尺寸;循环执行步骤(2),直到满足tin-ti-1n<1×10-6的收敛条件。
66、本发明的有益效果在于:
67、本发明的蜗杆砂轮磨床磨削精度提升方法,一方面建立了热特性仿真模型,发现刀具和工件主轴之间的相对热变形随蜗杆砂轮和工件主轴的转速线性增加,通过对蜗杆砂轮磨床进行热特性优化,以实现热平衡设计和保证温度场均匀分布,提高抵抗热变形的能力和提高热稳定性;另一方面,创建了热误差预测模型,利用混沌麻雀搜索算法优化自回归小波神经网络(srwnn)的参数,本发明在混沌麻雀搜索算法中结合了伯努利混沌序列和扰动、基于精英对立的学习和正弦余弦搜索算法,创建得到的基于ilwt-icssa-srwnn的热误差预测模型能够有效提高预测精度,利用预测得到的热误差以实现对蜗杆砂轮磨床进行热误差补偿;如此,通过实施热特性优化和误差补偿,能够有效提高蜗杆砂轮磨床的磨削精度。
- 还没有人留言评论。精彩留言会获得点赞!