一种扫地机自动核对SN码设备的制作方法
一种扫地机自动核对sn码设备
技术领域
1.本实用新型属于扫地机生产技术领域,尤其涉及一种扫地机自动核对sn码设备。
背景技术:
2.扫地机sn码作为产品的重要身份证明,是扫地机产品生产、销售、售后维护的唯一证明。而在扫地机生产过程中通常会出现以下问题:
3.sn码信息存在打印不良、扫描信息录入错误,则会出现重码、不在订单号段、位数不正确等不良现象;扫地机需要扫描铭牌二维码、烧录客户提供的sn码,由于sn码信息错误导致主机sn码信息错误,终端客户在使用过程中会出现不能升级的现象,因而存在客诉风险;扫描过程需要人工进行判断,会存在误判现象。
4.传统的sn码是通过人工识别的方式,工人作业时容易出现视觉疲劳、操作失误、判断错误等情况影响产品的品质,且人工识别作业的方法效率较低。sn码在录入的时候会造成信息出现误差,sn码在识别的过程中会出现错误或者识别不准确的问题,会造成sn码贴码不准确,需要工作人员再次仔细审核,浪费大量的人力和物力。
技术实现要素:
5.为解决sn码识别准确度和识别效率的问题,本实用新型提供了一种扫地机自动核对sn码设备。
6.为实现上述目的,本实用新型的技术方案为:
7.一种扫地机自动核对sn码设备,包括控制面板台,所述控制面板台上方安装有送卷料机构;所述送卷料机构包括送料台,所述送料台一端安装有送料机构,另一端安装有卷料机构,所述送料台上沿sn码贴纸传送方向依次安装有贴纸按压装置和贴纸点数装置;所述控制面板台上设置有支撑杆,所述支撑杆上安装有贴纸镭雕装置和sn码扫描对比装置;所述贴纸镭雕装置和sn码扫描对比装置沿sn码贴纸传送方向依次安装;所述贴纸镭雕装置下方正对送料机构上的sn码贴纸;所述sn码扫描对比装置下方正对贴纸点数装置;所述贴纸点数装置与sn码扫描对比装置信号连接。
8.进一步的改进,所述送料机构包括连杆一,所述连杆一安装在送料台的一端的侧壁上;所述连杆一中部安装有送料活动连杆;所述连杆一的端部安装有送料伺服电机和送料固定滚筒,所述送料伺服电机和送料固定滚筒电连接;所述卷料机构包括连杆二,所述连杆二安装在送料台的另一端与连杆一同一侧壁上;所述连杆二中部安装有卷料活动连杆;所述连杆二的端部安装有卷料伺服电机和卷料固定滚筒,所述料伺服电机和卷料固定滚筒电连接。
9.进一步的改进,所述贴纸按压装置包括两个固定块,固定块分别固定在送料台两侧壁上;所述两个固定块上均成形有安装槽,安装槽内均安装有连接块,连接块与安装槽之间设置有压力调节弹簧;所述连接块之间设置有按压活动滚轮。
10.进一步的改进,所述贴纸点数装置上设置固定块,固定块固定在送料台上,所述贴
纸点数装置两端均设置有第一挡块;所述第一挡块螺纹连接有贴纸宽度调节螺栓,所述贴纸宽度调节螺栓轴接在第三挡块上,所述第三挡块与固定块固定连接;所述三挡块轴接有贴纸长度调节螺栓,所述贴纸长度调节螺栓上螺纹连接有第二挡块;所述第二挡块上设置有贴纸厚度调节螺栓,所述贴纸厚度调节螺栓螺纹连接有第四挡块;所述贴纸调节机构靠内一侧底部设置有色标传感器点数装置;所述色标传感器点数装置信号连接到sn码扫描对比装置。
11.进一步的改进,所述的所述贴纸点数装置两端的第一挡块上的贴纸调节机构位置呈镜像分布。
12.进一步的改进,所述贴纸镭雕装置包括激光镭雕机。
13.进一步的改进,所述sn码扫描对比装置包括sn码扫描枪,所述sn码扫描枪正下方对准贴纸点数装置。
14.进一步的改进,所述送料台形状中空。
15.本实用新型的优点:
16.1.本实用新型结构简单,能够检测识别有误、信息不正确的sn码,提高了sn码识别的效率和准确率,节约了人力资源。
附图说明
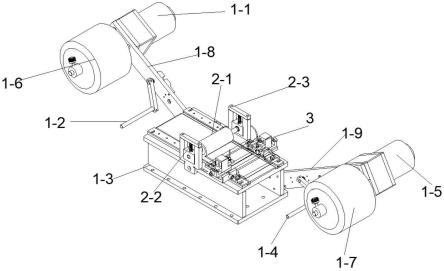
17.图1为一种扫地机自动核对sn码设备整体结构示意图;
18.图2为送卷料机构俯视图;
19.图3为贴纸按压装置结构示意图;
20.图4为贴纸点数装置结构示意图;
21.图5为本实用新型的立体结构示意图;
22.图6为本实用新型运作过程流程图。
23.其中:送卷料机构1、送料伺服电机1-1、送料活动连杆1-2、送料台1-3、卷料活动连杆1-4、卷料伺服电机1-5、送料固定滚筒1-6、卷料固定滚筒1-7、连杆一1-8、连杆二1-9、贴纸按压装置2、按压活动滚轮2-1、压力调节弹簧2-2、固定块2-3、贴纸点数装置3、贴纸宽度调节螺栓3-1、贴纸厚度调节螺栓3-2、贴纸长度调节螺栓3-3、色标传感器点数装置3-4、第一挡块3-5、第二挡块3-6、第三挡块3-7、第四挡块3-8、固定块3-9、贴纸镭雕装置4、sn码扫描对比装置5、sn码扫描枪5-1、sn码对比显示装置5-2、控制面板台6、激光镭雕机7。
具体实施方式
24.以下结合附图及实施例对本实用新型做进一步说明。
25.实施例1
26.如图1所示的一种扫地机自动核对sn码设备,包括送卷料机构1、贴纸按压装置2、贴纸点数装置3、贴纸镭雕装置4、sn码扫描对比装置5、控制面板台6。控制面板台6上安装有有sn码扫描对比装置5和贴纸镭雕装置4,sn码扫描对比装置5包括sn码扫描枪5-1,sn码扫描枪5-1的正下方对准贴纸点数装置3。
27.控制面板台6上方安装送料台1-3,送料台1-3中空,送料台1-3外侧壁的两端,一端安装有连杆一1-8,另一端安装有连杆二1-9;连杆一1-8上安装有送料活动连杆1-2,连杆二
1-9安装有卷料活动连杆1-4;连杆一1-8的端部一侧安装有送料伺服电机1-1,另一侧安装有送料固定滚筒1-6;连杆二1-9的端部一侧安装有卷料伺服电机1-5,另一侧安装有卷料固定滚筒1-7。送料伺服电机1-1与送料固定滚筒1-6电连接,卷料伺服电机1-5与卷料固定滚筒1-7电连接。
28.送料台1-3上安装有贴纸按压装置2,贴纸按压装置2包括两个固定块2-3,固定块2-3分别固定在送料台1-3两侧壁上。固定块2-3上成形有安装槽,安装槽内安装有连接块,连接块与安装槽之间设置有压力调节弹簧2-2。连接块和连接块之间连接有按压活动滚轮2-1。
29.贴纸按压装置2的一侧的送料台1-3上安装有贴纸点数装置3,贴纸点数装置3两端的固定块3-9固定在送料台1-3上,贴纸点数装置3的固定块3-9上设置有贴纸调节机构,贴纸调节机构包括贴纸宽度调节螺栓3-1、贴纸厚度调节螺栓3-2和贴纸长度调节螺栓3-3。两个贴纸调节机构靠近侧下方设置有色标传感器点数装置3-4。贴纸宽度调节螺栓3-1横向设置,顺时针调节贴纸宽度调节螺栓3-1,贴纸宽度调节螺栓3-1调节第一挡块3-5向机构内部运动,第一挡块3-5与sn码贴纸边缘平齐;逆时针调节贴纸宽度调节螺栓3-1,第一挡块3-5向机构外部运动;贴纸厚度调节螺栓3-2竖向设置,顺时针调节贴纸厚度调节螺栓3-2,贴纸厚度调节螺栓3-2调节第四挡块3-8向下运动,第四挡块3-8与sn码贴纸上表面平齐,反之逆时针调节贴纸厚度调节螺栓3-2;贴纸长度调节螺栓3-3纵向设置,顺时针调节贴纸长度调节螺栓3-3,贴纸长度调节螺栓3-3调节第二挡块3-6向机构内部运动,第二挡块3-6与sn码贴纸边缘平齐,反之逆时针调节贴纸长度调节螺栓3-3。
30.根据贴纸的长、宽、厚,来调节贴纸长度调节螺栓3-3、贴纸宽度调节螺栓3-1、贴纸厚度调节螺栓3-2,使贴纸能平顺通过点数系统
31.工作过程:
32.准备动作:将待镭雕料卷固定于送料固定滚筒1-6上,拉出sn码贴纸绕过送料活动连杆1-2,再将sn码贴纸穿过送料台1-3,之后穿过按压活动滚轮2-1,再穿过色标传感器点数装置3-4,后绕过送料活动连杆1-4,最后固定于卷料固定滚筒1-7上。根据贴纸实际长度、宽度,分别调节贴纸宽度调节螺栓3-1及贴纸长度调节螺栓3-3,使贴纸与送料台1-3基本保持水平位置。
33.设备动作:电源开关控制面板台6开关置于“开”位置,调节好sn码镭雕装置后启动镭雕作业,送料活动连杆1-2、送料活动连杆1-4依据重力作用对sn码贴纸做初步送料动作,送料伺服电机1-1与卷料伺服电机1-5同步开启运行,激光镭雕机7依据sn码对比显示装置5-2的sn码信息在空白sn码贴纸上镭雕好sn码信息,通过色标传感器点数装置3-4对sn码贴纸进行点数管理,同步色标传感器点数装置3-4输出信号至sn码扫描枪5-1,sn码扫描枪5-1同步对已镭雕好的sn码贴纸进行扫描,扫描结果录入sn码比对装置5中进行比对,系统直接判断sn码信息是否一致。扫描信息与sn码比对比装置5中信息比对,sn码一致时sn码对比显示装置5-2显示“sn码一致”并显示绿色字体,sn码不一致时sn码对比显示装置5-2显示“sn码不一致”且显示红色字体不良预警;“sn码一致”的贴纸可以正常应用于生产,出现“sn码不一致”的贴纸需将不良贴纸清理并重新镭雕,避免不良贴纸用于生产的产品上。
34.尽管本实用新型的实施方案已公开如上,但并不仅仅限于说明书和实施方案中所列运用,它完全可以被适用于各种适合本实用新型的领域,对于熟悉本领域的人员而言,可
容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本实用新型并不限于特定的细节和这里所示。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1