一种用于注塑物的智能检测方法
本发明属于注塑物检测,涉及一种用于注塑物的智能检测方法。
背景技术:
1、注塑物注塑机在注塑产品时,需要在不同时间点根据注塑机内不同结构位置的特点,快速合理地控制温度、压力、抽心力等参数,从而形成高质量的注塑产品。但是在生产加工过程中,注塑产品的质量仍会因为冷却时间不足,脱模方向与加工纹路不一致或操作员操作失误等原因而存在缺陷,如注塑产品飞边、变形、烧伤等质量缺陷。因此,注塑产品产出后,需要对产品质量进行检测。
2、在传统的注塑产品检测环节中,通常采取人工检测方法对注塑产品的质量进行检测,虽然实现了注塑产品质量的检测,但是人工检测通常会带来较高的人力成本,检测效率较低,且长时间检测作业,质检人员容易精神疲惫,往往会导致漏检误检等问题。
技术实现思路
1、本发明的目的是针对现有技术存在的上述问题,提出了一种用于注塑物的智能检测方法,其所要解决的技术问题是:如何提高注塑物质量检测的效率。
2、本发明的目的可通过下列技术方案来实现:一种用于注塑物的智能检测方法,包括如下步骤:
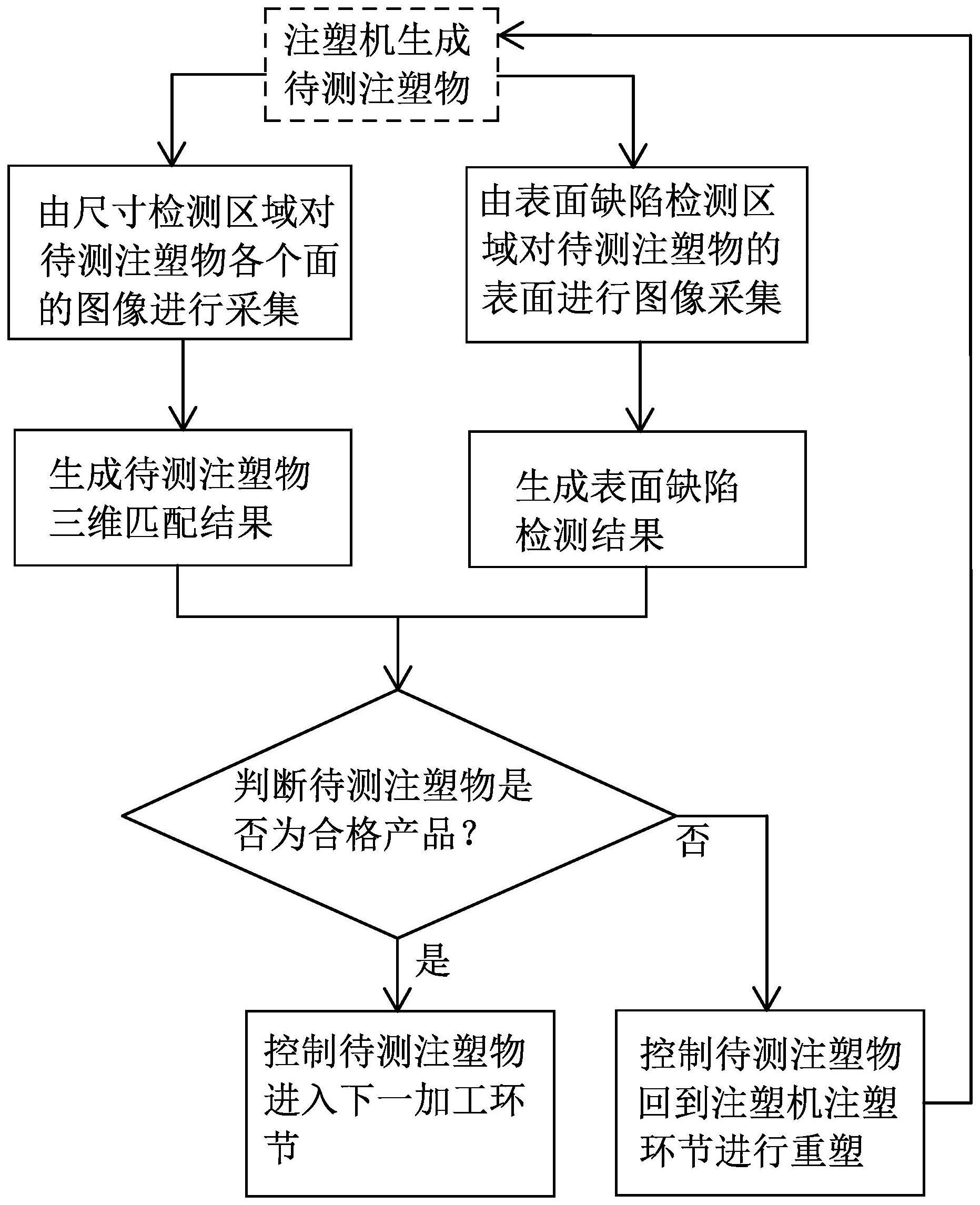
3、a、由尺寸检测区域对待测注塑物各个面的图像信息进行采集,从而生成待测注塑物三维点云数据,将待测注塑物三维点云数据与预存的标准点云数据进行比较,生成待测注塑物三维匹配结果;
4、b、由表面缺陷检测区域对待测注塑物的表面进行图像采集并将采集获得的注塑物表面图像进行缺陷检测,生成表面缺陷检测结果;
5、c、根据步骤a中的待测注塑物三维匹配结果和步骤b中的表面缺陷检测结果来判断待测注塑物是否为合格产品,若是合格产品,控制待测注塑物进入下一加工环节,若是不各格产品,控制待测注塑物回到注塑机注塑环节进行重塑。
6、本用于注塑物的智能检测方法的工作原理为:待测注塑物由注塑机注塑生成,生成后的注塑物依次由尺寸检测区域和表面缺陷检测区域进行检测,这两个检测区域的检测顺序可以人为进行先后调整,可以先检测表面缺陷也可以先检测尺寸缺陷,尺寸检测区域生成的待测注塑物三维匹配结果用于确定待测注塑物的尺寸是否存在问题,表面缺陷检测区域生成的表面曲线检测结果,用于确定待测注塑物的表面是否存在缺陷,在这两个结果有一个存在问题时,判断待测注塑物为不合格产品,将注塑物传送回注塑机进行重塑,反之,将注塑物传送到下一加工环节,如将注塑物进行装箱或者与其他注塑物进行组装的加工环节,本方法实现了待测注塑物的自动检测,节省了人力成本,采用智能分析,提高注塑物质量检测的精确性和效率。
7、在上述的用于注塑物的智能检测方法中,在所述步骤a中,由尺寸检测区域对待测注塑物各个面的图像信息进行采集的操作包括:
8、感应待测注塑物是否到达尺寸检测点;
9、在到达检测点时,通过抓取机器人抓取待测注塑物并调整待测注塑物的位置,使三维相机对待测注塑物的各个面进行图像摄取,从而获得待测注塑物各个面的图像;
10、完成后关闭三维相机,抓取机器人放下待测注塑物使之进入下一环节。如放置待测注塑物到传输带上,使之传输到表面缺陷检测区域。
11、在上述的用于注塑物的智能检测方法中,在所述步骤a中,生成待测注塑物三维点云数据的操作包括:
12、将尺寸检测区域中的三维相机和抓取机器人手臂建立坐标系映射关系;
13、利用坐标系映射关系将各个面的图像数据进行点云数据拼接,从而生成待测注塑物三维点云数据。这一步采用多位姿三维拼接算法对摄取的各个面的图像进行拼接。
14、在上述的用于注塑物的智能检测方法中,在所述步骤a中,生成待测注塑物三维匹配结果的操作包括:
15、将生成的待测注塑物三维点云数据与预存的标准注塑物数据配准到同一坐标系中;
16、将待测注塑物三维点云数据与标准注塑物数据进行匹配,对匹配后的待测注塑物三维点云数据与标准点云数据进行对比分析,找出差异点,从而生成包括缺陷坐标、缺陷类别、置信度和面积的待测注塑物三维匹配结果。缺陷类别包括尺寸缺陷和表面缺失等缺陷类型,尺寸缺陷是指待测注塑物的尺寸不符合要求,或大或小;表面缺失是指待测注塑物表面存在部分缺失的情况。
17、在上述的用于注塑物的智能检测方法中,在所述步骤b中,由表面缺陷检测区域对待测注塑物的表面进行图像采集包括:
18、感应待测注塑物是否到达表面缺陷检测点;
19、在到达检测点时,通过相机和光源对待测注塑物的表面进行图像摄取;从而获得注塑物表面图像;
20、完成后关闭光源和相机。
21、在上述的用于注塑物的智能检测方法中,在所述步骤b中,生成表面缺陷检测结果的操作包括:
22、使用表面缺陷检测算法对待测注塑物表面图像进行分析,找出缺陷位置,生成包括缺陷坐标、缺陷类别、置信度和面积的表面缺陷检测结果。
23、在上述的用于注塑物的智能检测方法中,在所述步骤b中,表面的缺陷类别包括划伤、黑点、磨伤和挤压。
24、在上述的用于注塑物的智能检测方法中,在所述步骤c中,判断待测注塑物是否为合格产品的操作包括:
25、接收尺寸检测区域生成的待测注塑物三维匹配结果和表面缺陷检测区域生成的表面缺陷检测结果;
26、根据待测注塑物三维匹配结果和表面缺陷检测结果中的缺陷类别、置信度和面积进行缺陷筛选;
27、根据待测注塑物三维匹配结果和表面缺陷检测结果中的置信度进行缺陷分级,根据缺陷分级结果判断待测注塑物是否为合格产品。
28、在上述的用于注塑物的智能检测方法中,在所述步骤c中,缺陷筛选的操作包括:
29、预先设定各缺陷类别所对应的置信度保留值和面积保留值;
30、将待测注塑物三维匹配结果或表面缺陷检测结果中的置信度和面积信息分别与对应缺陷类别的置信度保留值和面积保留值进行对比,在满足置信度大于置信度保留值且面积大于面积保留值时,保留该缺陷,否则从待测注塑物三维匹配结果或表面缺陷检测结果中去除该缺陷。
31、在上述的用于注塑物的智能检测方法中,在所述步骤c中,所述缺陷分级的操作包括:
32、预先设定各缺陷类别所对应的置信度等级值;
33、将待测注塑物三维匹配结果或表面缺陷检测结果中的置信度与对应缺陷类别的置信度等级值进行对比,在置信度大于置信度等级值时,定义该待测注塑物等级为b,则认为该待测注塑物属于不合格产品;反之,在置信度小于或等于置信度等级值时,定义该待测注塑物等级为a,则认为该待测注塑物属于合格产品。
34、与现有技术相比,本用于注塑物的智能检测方法具有以下优点:
35、1、本发明通过视觉检测实现了待测注塑物的自动检测与分析,节省了人力成本,且避免了人力检测效率低的问题,有效提高了注塑物质量检测的效率。
36、2、本发明实现了对待测注塑物尺寸的检测、区域缺失和表面缺陷的检测,检测更加全面,能够更加精确地对待测注塑物的质量进行检测,有效提高了待测注塑物检测的精确性,同时也提高注塑物产品的质量。
- 还没有人留言评论。精彩留言会获得点赞!