一种激光切割件的自动分拣方法及自动分拣系统与流程
本发明涉及视觉识别,尤其涉及一种激光切割件的自动分拣方法及自动分拣系统。
背景技术:
1、目前,人工捡取金属板材激光切割件费时费力。大臂展捡料机器人捡取金属板材成本较高,且往往只能适用于大型工件。小型捡料机器人本身臂展无法覆盖激光切割机的下料平台,需要辅助移动机构配合机器人移动才能全平台捡料,不利于快速移动、快节拍捡料。
2、此外,基于激光切割套料定位工件位置的捡料系统,难以处理中小料金属板材(尤其薄板)在下料平台上常见的“工件偏移、漏料、捡料带板、叠压、个别件微连接”等异常情况。因此,需要一种可靠的相对低成本的自动分拣方法,智能化处理上述异常情况,以便能够对中小料(中薄板)金属板材快速分拣。
技术实现思路
1、鉴于现有技术的上述缺点、不足,本发明提供一种激光切割件的自动分拣方法及自动分拣系统,实现低成本的快速分析快节拍捡料的目的。
2、为了达到上述目的,本发明采用的主要技术方案包括:
3、第一方面,本发明实施例提供一种激光切割件的自动分拣方法,所述方法包括:
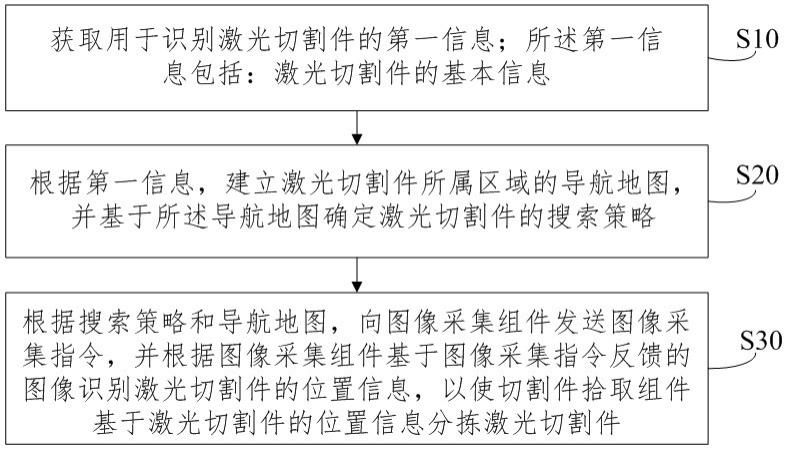
4、s10、获取用于识别激光切割件的第一信息;
5、s20、根据第一信息,建立激光切割件所属区域的导航地图,并基于所述导航地图确定激光切割件的搜索策略;
6、所述导航地图包括:多个依序排列的视觉小区组成的视觉地图;每一视觉小区具有唯一序号,且每一视觉小区为对应图像采集组件视野的区域;所述搜索策略包括依据视野小区确定搜索的步长和搜索的顺序;
7、s30、根据所述搜索策略和导航地图,向图像采集组件发送图像采集指令,并根据图像采集组件基于图像采集指令反馈的图像识别所述激光切割件的位置信息,以使切割件拾取组件基于所述激光切割件的位置信息分拣所述激光切割件。
8、可选地,所述方法还包括:s30包括:
9、根据所述搜索策略和导航地图,向图像采集组件发送第一图像采集指令,并获取图像采集组件返回的第一实时图像;
10、以及,基于第一信息,识别所述第一实时图像中是否存在激光切割件,若存在,则识别激光切割件的位置信息,以使切割件拾取组件基于所述激光切割件的位置信息分拣所述激光切割件;
11、否则,则按照搜索策略和导航地图向图像采集组件发送第n图像采集指令,以使图像采集组件基于第n图像采集指令采集第n实时图像并反馈,基于第一信息,识别所述第n实时图像中是否存在激光切割件,若存在,则识别激光切割件的位置信息,以使切割件拾取组件基于所述激光切割件的位置信息分拣所述激光切割件;
12、否则,重复上述发送第n+1图像采集指令,n大于等于1;若遍历完导航地图,均无激光切割件,则发出报警信号。
13、可选地,s10包括:
14、s11、自动分拣数控系统接收用户输入/导入的激光切割件的指定格式工件图(如cad工件图)、激光切割件的类型;
15、s12、自动分拣数控系统接收激光切割系统传输的套料文件和/或激光切割坐标信息;
16、s13、自动分拣数控系统根据指定格式工件图(如cad工件图)、激光切割件的类型、套料文件和/或激光切割坐标信息,获取作为第一信息的激光切割件的基本信息;所述基本信息包括下述的一种或多种:形状、坐标原点、激光切割件所属板材的板材信息、推测的坐标位置、激光切割件的类型与接料装置的对应关系、轮廓、模型特征、切割区域信息。
17、可选地,s20包括:
18、s21、所述自动分拣数控系统根据激光切割件的基本信息,获取激光切割件的捡料区域,所述捡料区域为捡料平台上的某一个区域;
19、s22、根据捡料区域和图像采集组件的视野尺寸,建立多视觉小区组成的导航地图;
20、s23、根据所述导航地图中视觉小区的位置信息和视觉小区的尺寸,确定横向移动步长和纵向移动步长、移动路径,得到激光切割件的搜索策略。
21、可选地,s23包括:
22、视觉小区的尺寸为90cmx90cm,横向移动步长和纵向移动步长均为30cm;激光切割件的直径/长为小于等于60cm的工件;
23、视觉小区的尺寸为100cmx100cm,横向移动步长和纵向移动步长均为30cm;激光切割件的直径/长为小于等于70cm的工件;
24、视觉小区的尺寸为100cmx100cm,横向移动步长和纵向移动步长均为20cm;激光切割件的直径/长为小于等于80cm的工件。
25、可选地,所述图像采集指令包括:待采集图像区域的中心坐标信息;
26、s30包括:
27、对第一实时图像进行二值化处理,并对二值化的图像进行亮度转换和直方图就均衡化,获得中间结果图像;
28、对中间结果图像进行特征提取,并判断提取的特征的轮廓和第一信息中的激光切割件的轮廓是否匹配;
29、若匹配,则确定第一实时图像存在激光切割件,激光切割件的类型编号,并根据提取的特征的轮廓的信息,获取作为抓取中心坐标的激光切割件的位置信息。
30、可选地,所述s30还包括:
31、切割件拾取组件包括:吸盘阵列时,所述自动分拣数控系统根据提取的特征的轮廓的信息,确定切割件拾取组件中所需要开启的吸嘴阵列组合的信息;以控制吸盘阵列基于所述激光切割件的位置信息分拣所述激光切割件。
32、可选地,所述方法还包括:
33、s40、针对存在激光切割件的实时图像,判断激光切割件是否符合该激光切割件所属类型的质量标准,输出判断结果。
34、第二方面,本发明实施例还提供一种激光切割件的自动分拣装置,其包括:
35、人机交互处理模块,用于获取识别激光切割件的第一信息;
36、数控任务管理模块,用于根据第一信息,建立激光切割件所属区域的导航地图,并基于所述导航地图确定激光切割件的搜索策略;根据所述搜索策略和导航地图,向图像采集组件发送图像采集指令;
37、所述导航地图包括:多个依序排列的视觉小区组成的视觉地图;每一视觉小区具有唯一序号,且每一视觉小区为对应图像采集组件视野的区域;所述搜索策略包括依据视野小区确定搜索的步长和搜索的顺序;
38、视觉分析处理模块,用于根据图像采集组件基于图像采集指令反馈的图像识别所述激光切割件的位置信息,以使切割件拾取组件基于所述激光切割件的位置信息分拣所述激光切割件。
39、在一种可选的实现方式中,数控任务管理模块,用于根据所述搜索策略和导航地图,向图像采集组件发送第一图像采集指令,
40、所述视觉分析处理模块,用于获取图像采集组件返回的第一实时图像;基于第一信息,识别所述第一实时图像中是否存在激光切割件,若存在,则识别激光切割件的位置信息,此时,数控任务管理模块还用于使切割件拾取组件基于所述激光切割件的位置信息分拣所述激光切割件;
41、在视觉分析处理模块确定所述第一实时图像中不存在激光切割件时,数控任务管理模块,用于按照搜索策略和导航地图向图像采集组件发送第n图像采集指令,以使图像采集组件基于第n图像采集指令采集第n实时图像并反馈;所述视觉分析处理模块,还用于基于第一信息,识别所述第n实时图像中是否存在激光切割件,若存在,则识别激光切割件的位置信息;
42、视觉分析处理模块和数控任务管理模块交互实现对导航地图的遍历,若遍历完导航地图,均无激光切割件,则数控任务管理模块发出报警信号。
43、可选地,人机交互处理模块,具体用于接收用户输入/导入的激光切割件的指定格式工件图、激光切割件的类型;
44、接收激光切割系统传输的套料文件和/或激光切割坐标信息;
45、根据指定格式工件图、激光切割件的类型、套料文件和/或激光切割坐标信息,获取作为第一信息的激光切割件的基本信息;所述基本信息包括下述的一种或多种:形状、坐标原点、激光切割件所属板材的板材信息、推测的坐标位置、激光切割件的类型与接料装置的对应关系、轮廓、模型特征、切割区域信息。
46、可选地,数控任务管理模块,具体用于根据激光切割件的基本信息,获取激光切割件的捡料区域,所述捡料区域为捡料平台上的某一个区域;
47、根据捡料区域和图像采集组件的视野尺寸,建立多视觉小区组成的导航地图;
48、根据所述导航地图中视觉小区的位置信息和视觉小区的尺寸,确定横向移动步长和纵向移动步长、移动路径,得到激光切割件的搜索策略。
49、相应地,视觉小区的尺寸为90cmx90cm,横向移动步长和纵向移动步长均为30cm;激光切割件的直径/长为小于等于60cm的工件;
50、视觉小区的尺寸为100cmx100cm,横向移动步长和纵向移动步长均为30cm;激光切割件的直径/长为小于等于70cm的工件;
51、视觉小区的尺寸为100cmx100cm,横向移动步长和纵向移动步长均为20cm;激光切割件的直径/长为小于等于80cm的工件。
52、可选地,图像采集指令包括:待采集图像区域的中心坐标信息。
53、可选地,视觉分析处理模块具体用于对第一实时图像进行二值化处理,并对二值化的图像进行亮度转换和直方图就均衡化,获得中间结果图像;
54、对中间结果图像进行特征提取,并判断提取的特征的轮廓和第一信息中的激光切割件的轮廓是否匹配;
55、若匹配,则确定第一实时图像存在激光切割件,激光切割件的类型编号,并根据提取的特征的轮廓的信息,获取作为抓取中心坐标的激光切割件的位置信息。
56、可选地,切割件拾取组件包括吸盘阵列,数控任务管理模块根据提取的特征的轮廓的信息,确定切割件拾取组件中所需要开启的吸嘴阵列组合的信息;以控制吸盘阵列基于所述激光切割件的位置信息分拣所述激光切割件。
57、第三方面,本发明实施例还提供一种激光切割件的自动分拣系统,自动分拣系统用于对捡料平台上的激光切割件进行自动分拣,自动分拣系统包括:集成有自动分拣数控系统的工控机、自动控制器、图像采集组件、第一传动结构;第一传动结构用于使图像采集组件移动至捡料平台的指定位置;
58、所述工控机根据第一信息向所述自动控制器发送一个以上的指令,以使自动控制器根据一个以上的指令控制第一传动结构使所述图像采集组件移动,以实时采集指定位置的图像;
59、所述工控机中的自动分拣数控系统根据第一信息和实时采集的图像确定激光切割件的位置信息;以使切割件拾取组件根据激光切割件的位置信息拾取所述激光切割件;
60、所述第一信息为用户输入的信息,或者为激光切割系统传输的信息。
61、可选地,所述切割件拾取组件安装在第一传动结构上;
62、或者,所述切割件拾取组件安装在第二传动结构上,所述工控机根据激光切割件的位置信息借助于自动控制器控制第二传动结构移动切割件拾取组件以拾取所述激光切割件。
63、可选地,自动分拣数控系统执行上述第一方面任一所述的一种激光切割件的自动分拣方法。
64、可选地,切割件拾取组件的端头包括多个吸嘴的开放式吸盘阵列结构。本实施例中吸盘阵列结构的各吸盘组合实现吸合是可以通过编程方式实现。
65、可选地,工控机与自动控制器通过modbus-tcp总线协议交互信息;
66、自动控制器与第一传动结构通过ethercat总线协议交互信息;
67、自动控制器通过dmcnet总线方式控制切割件拾取组件。
68、可选地,第一传动结构包括:
69、位于捡料平台两侧面的y轴导轨,
70、横跨捡料平台上方的横梁,设置在横梁上的x轴导轨,
71、横梁上安装有z轴丝杠,且z轴丝杠上固定有切割件拾取组件;
72、图像采集组件固定在z轴丝杠上;
73、所述自动控制器借助于第一传动结构驱动y轴导轨、x轴导轨和z轴丝杠在各自的方向上运动。
74、第四方面,本发明实施例还提供一种激光切割装置,其包括:激光切割系统和上述第三方面任一所述的激光切割件的自动分拣系统;
75、所述激光切割系统在激光切割件加工完成后,所述激光切割系统将承载激光切割系统的激光切割件的平台移动至自动分拣系统的区域,并作为捡料平台,所述激光切割件的自动分拣系统按照第一方面任一所述的自动分拣方法对捡料平台的激光切割件进行识别并捡取。
76、另外,本发明实施例还提供一种激光切割件的自动分拣系统的操作方法,自动分拣系统为上述实施例的自动分拣系统;所述操作方法包括:
77、自动分拣系统获取激光切割件的基本信息,并建立激光切割件所属区域的导航地图,并基于所述导航地图确定激光切割件的搜索策略;
78、自动分拣系统根据当前视觉小区的坐标位置,获取图像采集组件的相机在当前视觉小区正上方拍照所需要的坐标位置;
79、自动分拣系统基于相机的坐标位置向自动控制器下发第一动作指令,自动控制器基于第一动作指令控制传动系统将相机送至需要拍照的位置;
80、自动分拣系统根据环境光和相机参数,控制相机拍照,获取相机拍到的实时图像,并分析实时图像中是否存在符合工件模型特征的激光切割件;所述工件模型特征为激光切割件的基本信息中的特征;
81、如果存在,获取激光切割件的位置信息,以及切割件拾取组件中对应的吸嘴阵列开启组合、激光切割件的类型;
82、自动分拣系统基于激光切割件的位置信息,以及切割件拾取组件中对应的吸嘴阵列开启组合、激光切割件的类型向自动控制器下发第二动作指令,自动控制器基于第二动作指令控制传动系统将切割拾取组件落至预捡取高度实现激光切割件的捡取。
83、进一步地,若不存在激光切割件,则当前视觉小区的搜索捡料任务结束,按照搜索策略准备进行下一个视觉小区的搜索,直至导航地图中所有视觉小区的搜索结束,则全部捡料完成。
84、本发明实施例的方法将一个较大的区域(需要搜索捡料的区域),划分为多个视觉小区(近距离观测的相机视野),逐一拍照搜索分析的方法,使得图像采集组件成本低,且拍照快、传输快、分析快,通过该方法可以避免现有技术中设置大视野高清照片传输慢,无法快速分析的缺陷。
85、另外,本发明的自动分拣方法可以实现智能化的自动捡料,且可以灵活捡取各种类型、不同小尺寸的激光切割件,可以有效解决现有技术中漏料、捡料叠压等异常情况。
- 还没有人留言评论。精彩留言会获得点赞!