一种冷轧硅钢钢卷跨工序回溯跟踪方法及系统与流程
本发明涉及冷轧硅钢信息管理系统,具体涉及一种冷轧硅钢钢卷跨工序回溯跟踪方法及系统。
背景技术:
1、硅钢是一种严格按照生产工序流程组织生产,且各工序严格按照工艺范围进行生产的钢铁产品。因此硅钢的质量控制需要核验全流程各工序,以及每个工序的各工艺参数的稳定性。
2、冷轧硅钢主要工序流程包括:常化酸洗(cp),轧机(rcm),连续退火(ca),重卷分切(cs),包装(pa)等。其中各工序会包括多条机组,例如某钢卷生产流程为cp2→rcm2→ca3→cs3→pa3。当然也有低牌号钢卷无需经过cp工序,亦有部分牌号的rcm工序为委外生产。
3、目前的硅钢厂一般采用分级控制,至少包括一级基础自动化系统,负责保证机组安全稳定生产,二级过程控制系统,负责机组主要工艺管理及生产实绩管理;三级制造执行系统,负责全厂的合同、计划、订单等管理。
4、理论上来说,三级根据合同下发生产计划给二级,二级要求一级按照计划完成生产。实际上,考虑到生产过程断带、发现缺陷需要剪切等问题,生产计划和最终的实绩可能存在不一致。因此,根据冷轧硅钢实际生产结果,进行回溯跟踪,是用于控制硅钢质量的关键步骤。在一些第三方系统中,例如全流程质量管理系统,工艺大数据分析系统,希望快速得到钢卷跨工序流程,采用查各机组实绩表进行追溯的方案显然不能满足这种需求。
技术实现思路
1、本发明的目的在于克服现有技术之缺陷,为了解决冷轧硅钢钢卷的跨工序回溯跟踪问题,本发明提供了一种冷轧硅钢钢卷跨工序回溯跟踪方法及系统,其采用缓存机制,提前并及时对钢卷进行回溯,保证了钢卷回溯的快速性及稳定性。
2、为了到达预期效果,本发明采用了以下技术方案:
3、本发明公开了一种冷轧硅钢钢卷跨工序回溯跟踪方法,包括:
4、采集各机组设备的生产实绩数据;
5、将各机组设备的生产实绩数据存储在第一数据库;将待追溯的钢卷号列表数据存储在第二数据库;将钢卷号对应的原料钢卷号以及每个原料钢卷号对应的生产详细信息存储在第三数据库;
6、从第一数据库中获取各机组设备的生产实绩数据,并将新生产实绩数据中的钢卷号存入第二数据库中;从第二数据库中获取待回溯的钢卷号,根据该钢卷号从第三数据库中读取待回溯的钢卷号对应的生产详细信息,判断是否需要回溯,如果需要,则进行回溯,否则删除第二数据库中待回溯的钢卷号。
7、进一步地,所述各机组设备的生产实绩数据具体包括:各机组设备的入口钢卷号、出口钢卷号、生产时间以及钢卷的基本信息。
8、进一步地,所述第三数据库包括第一表格和第二表格,其中,第一表格用于存储钢卷号对应的原料钢卷号,第二表格用于存储每个原料钢卷号对应的生产详细信息;第一表格包括钢卷号、原料钢卷号、原料钢卷所在机组号以及更新时间;第二表格包括原料钢卷号、生产机组详细信息、是否完成追溯以及更新时间。
9、进一步地,所述后台跟踪模块从第三数据库中读取待回溯的钢卷号对应的生产详细信息,如果读取结果为空,则需要回溯,如果读取结果不为空,当第二表格中是否完成追溯为否,且生产机组详细信息为空或者更新时间超时,则需要回溯。
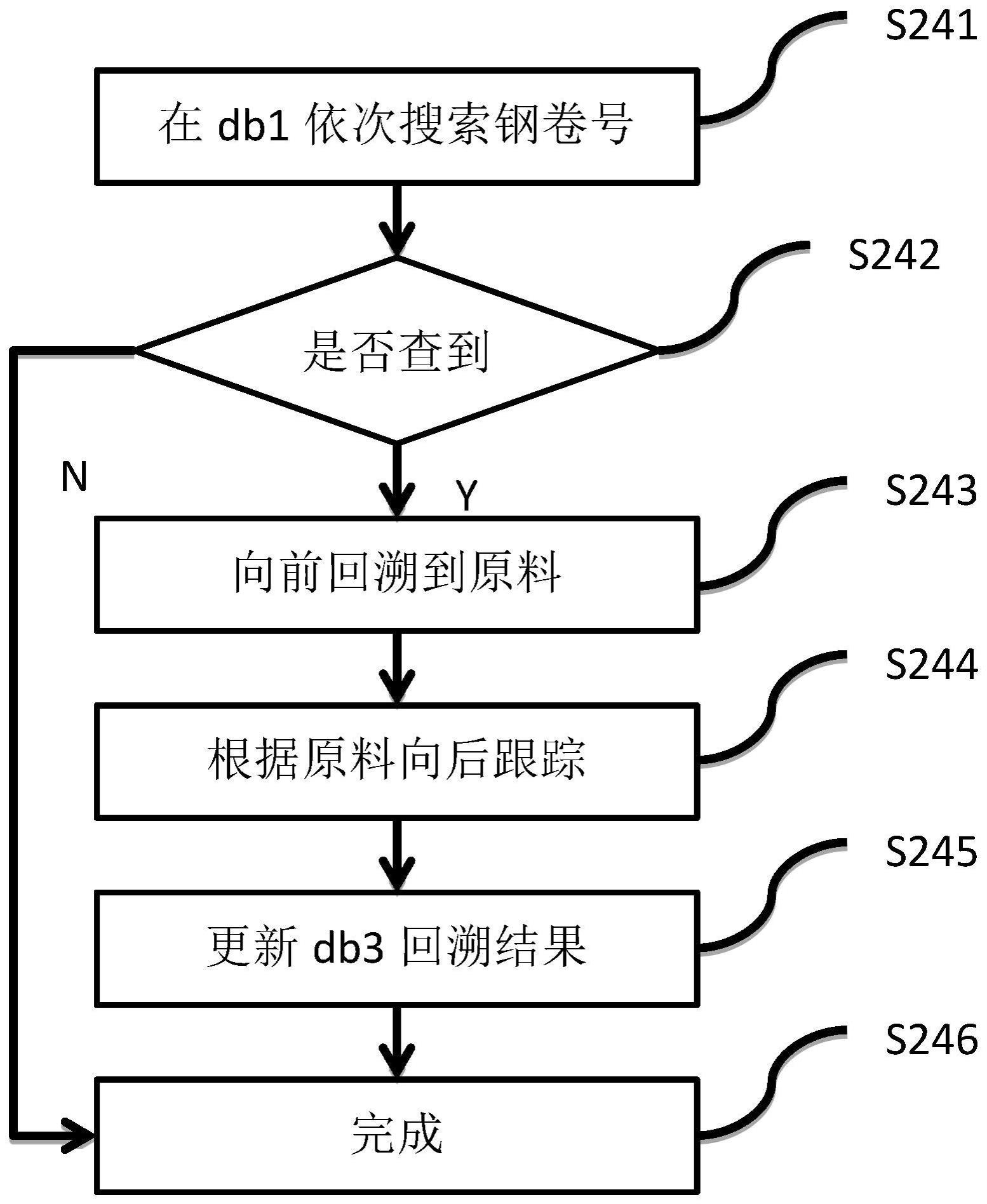
10、进一步地,所述回溯的具体步骤如下:
11、s241)根据待回溯的钢卷号,在第一数据库中依次搜索钢卷号的详细信息;
12、s242)判断是否找到钢卷号所在机组信息,如果找到,则执行s243),否则执行s246);
13、s243)根据钢卷号所在机组信息向前回溯到原料钢卷号;
14、s244)根据原料钢卷号向后跟踪;
15、s245)将根据跟踪查询到的信息存入第三数据库并进行数据库更新;
16、s246)完成回溯跟踪流程。
17、进一步地,所述向前回溯具体包括:将冷轧硅钢工序进行分类,其中,常化酸洗分类编号为1;轧机分类编号为2;连续退火分类编号为3;重卷分切分类编号为4;包装分类编号为5;若当前工序分类编号为1,则认为已经回溯到原料钢卷号,否则分类编号依次减1得到新分类编号,在新分类编号的相关机组查询钢卷信息,直到无法查到钢卷信息或者钢卷号所在工序分类编号为1,则认为已经回溯到原料钢卷号。
18、进一步地,所述向后跟踪具体包括:将冷轧硅钢工序进行分类,其中,常化酸洗分类编号为1;轧机分类编号为2;连续退火分类编号为3;重卷分切分类编号为4;包装分类编号为5;将原料钢卷号所在工序分类编号依次加1得到新分类编号,在新分类编号的相关机组查询钢卷信息,直到无法查到钢卷信息或者钢卷号所在工序分类编号为5,则向后跟踪结束。
19、进一步地,所述s245)具体包括:将s244)中跟踪查询到的各机组的入口钢卷和出口钢卷号的原料钢卷号均设置为s243)的原料钢卷号,将原料钢卷号的详细信息存入第三数据库的第二表格,如果此时s244)中向后跟踪到分类编号为5,则第二表格中的是否完成追溯为是,否则为否。
20、本发明还公开了一种冷轧硅钢钢卷跨工序回溯跟踪系统,包括:
21、采集模块,用于采集各机组设备的生产实绩数据;
22、存储模块,所述存储模块包括第一数据库、第二数据库、第三数据库;
23、所述第一数据库用于存储各机组设备的生产实绩数据;
24、所述第二数据库用于存储待追溯的钢卷号列表数据;
25、所述第三数据库用于存储钢卷号对应的原料钢卷号以及每个原料钢卷号对应的生产详细信息;
26、跟踪需求模块,用于从第一数据库中获取各机组设备的生产实绩数据,并将新生产实绩数据中的钢卷号存入第二数据库中;
27、后台跟踪模块,用于从第二数据库中获取待回溯的钢卷号,根据该钢卷号从第三数据库中读取待回溯的钢卷号对应的生产详细信息,判断是否需要回溯,如果需要,则进行回溯,否则删除第二数据库中待回溯的钢卷号。
28、进一步地,所述回溯的具体步骤如下:
29、s241)根据待回溯的钢卷号,在第一数据库中依次搜索钢卷号的详细信息;
30、s242)判断是否找到钢卷号所在机组信息,如果找到,则执行s243),否则执行s246);
31、s243)根据钢卷号所在机组信息向前回溯到原料钢卷号;
32、s244)根据原料钢卷号向后跟踪;
33、s245)将根据跟踪查询到的信息存入第三数据库并进行数据库更新;
34、s246)完成回溯跟踪流程。
35、与现有技术相比,本发明的有益效果是:本发明公开了一种冷轧硅钢钢卷跨工序回溯跟踪方法及系统,该方法具体包括:采集各机组设备的生产实绩数据;将各机组设备的生产实绩数据存储在第一数据库;将待追溯的钢卷号列表数据存储在第二数据库;将钢卷号对应的原料钢卷号以及每个原料钢卷号对应的生产详细信息存储在第三数据库;从第一数据库中获取各机组设备的生产实绩数据,并将新生产实绩数据中的钢卷号存入第二数据库中;从第二数据库中获取待回溯的钢卷号,根据该钢卷号从第三数据库中读取待回溯的钢卷号对应的生产详细信息,判断是否需要回溯,如果需要,则进行回溯,否则删除第二数据库中待回溯的钢卷号。本发明采用缓存机制,提前并及时对钢卷进行回溯,保证了钢卷回溯的快速性及稳定性。本发明基于生产实绩,将各工序进行分类编号,将待回溯跟踪钢卷先进行缓存,再对钢卷的回溯跟踪,先向前回溯,再向后跟踪,保证了跟踪的正确性;将跟踪结果进行数据库缓存,便于第三方系统快速获取跟踪结果。
- 还没有人留言评论。精彩留言会获得点赞!