一种注塑件问题识别方法与流程
本发明涉及注塑领域,尤其涉及一种注塑件问题识别方法。
背景技术:
1、在注塑成型过程中,由于原料物性参数变化、工艺参数不合理及注塑机性能不足等因素,注塑制品会出现短射、飞边、裂纹、翘曲、气泡、熔接纹等缺陷。这些缺陷不仅影响注塑制品的外观,且严重影响其使用性能。然而当前注塑制品缺陷检测识别大多依靠人工离线抽样检测、自动化程度不高、检测效率低下,且容易受到检测人员主观意志的影响,准确率不高。现有技术中已经提出了少量的注塑制品缺陷检测识别方法,例如,吴盛金在分割出缺陷区域的基础上,提取了3维形状特征及4维hu不变矩,运用bp(back propagation)神经网络对手机外壳中的缺陷进行分类,准确率为84.44%。孙天瑜对短射、飞边、银纹、波流痕四种注塑缺陷进行研究,提取缺陷区域的形状和纹理特征,采用支持向量机(supportvector machine,svm)进行分类识别。现有的方法均需要对缺陷特征进行分析以选择合适的、区分度高的特征并进行特征提取,紧接着根据提取的特征通过bp神经网络或支持向量机进行分类,最后在输出端给出分类结果。上述方法均依赖于缺陷特征的人工选取和描述。然而缺陷特征的准确选取和有效描述比较困难,要选择区分度高的特征需要很好的先验知识;而且必须对不同的注塑缺陷选择不同的特征,方法的适应性比较差。
2、中国专利文献cn104850858b公开了“一种注塑制品缺陷检测识别方法”。包括1)采集正常和存在已知缺陷的注塑制品的图像,对图像进行分类并生成样本;2)构建多层卷积神经网络模型,所述卷积神经网络模型能提取注塑制品图像的特征;3)使用步骤1)中的样本对步骤2)中构建的多层卷积神经网络模型进行训练;4)将采集的实测注塑制品的图像经过图像灰度化、图像缩放和图像归一化的预处理后输入步骤3)中已训练完成的卷积神经网络模型,卷积神经网络模型对实测注塑制品的图像进行分类识别,以判断注塑制品是否存在注塑缺陷,若存在缺陷则对缺陷类别进行识别,但是该方法无法能够识别注塑件中问题的种类,同时也无法准确的识别出问题的位置,更无法针对不同的问题明确注塑机本身何处出了问题。
技术实现思路
1、本发明主要解决原有无法准确识别注塑件存在问题的位置与种类以及无法联系注塑件问题与注塑机本身缺陷的技术问题,提供一种注塑件问题识别方法,本专利通过双区域识别法在不同的注塑件熵确定出现问题的区域,在通过多种复合方法精确找到注塑件不同位置上的各种问题,再通过多个决策树的叠加将注塑件的问题就行分类,最后还可以利用keca根据注塑件的问题确认注塑机存在的缺陷,在提高注塑件问题识别效率和准确率的同时也能够及时确认并解决注塑机存在的缺陷。
2、本发明的上述技术问题主要是通过下述技术方案得以解决的:本发明包括
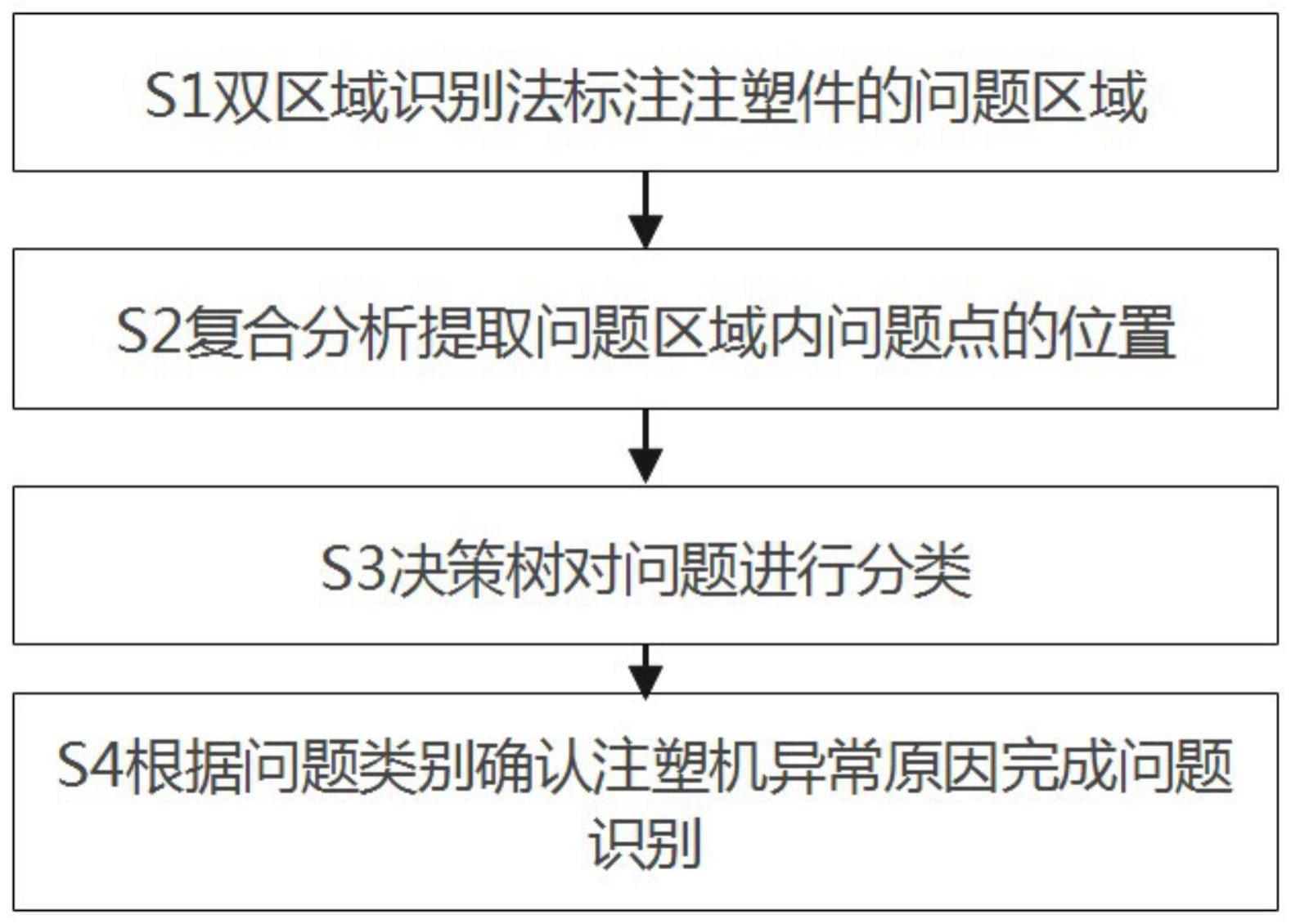
3、s1双区域识别法标注注塑件的问题区域;
4、s2复合分析提取问题区域内问题点的位置;
5、s3决策树对问题进行分类;
6、s4根据问题类别确认注塑机异常原因完成问题识别。
7、在现有的注塑件的生产过程中,为了能够确保注塑件的良品率合格,因此会设置一定的检查方法持续检查生产出来的注塑件内部是否存在问题。但是大部分现有的方法大多只能检测出注塑件内一些常见位置出现的问题,如果在注塑件一些较为偏僻的位置,现有的方法并不能很精确的检测出注塑件所有位置出现的问题。本专利使用双区域识别法锁定注塑件的问题区域,再通过多种方式复合分析确定问题区域内存在的问题点,然后使用决策树将问题进行分类,最后使用keca方法将注塑件内的问题与注塑机的问题一一对应,利用注塑件的问题反向推导出注塑机的问题,使得工作人员能够快速地对机器进行维修,从而达到提高注塑件生产效率和生产质量的目的。
8、作为优选,所述步骤s1中利用双区域识别法将注塑件实际生产中的图像与标准图像的像素点进行对比确认实际生产注塑件是否存在问题,设定实际图像任意点a的坐标为(x,y),灰度为f(x,y),在标准图像中对应a点的任意点a的坐标为(x,y),灰度为f(x,y),在a点周围区域内找到与a点灰度差值就小的点a′以及最小的灰度差值d(x,y)=min[|f((x,y)-f(a,b)|],式中a∈[x-2,x+2],b∈[y-2,y+2],同样在标准图像中找到一个点b的坐标为(p,q),灰度为g(x,y),在实际图像上找到一个与b点坐标相同的点b,b点的灰度为g(x,y),在b点相邻的区域内找到一个与b点灰度差值最小的点b‘以及最小的灰度差值d(x,y)=min[|g((x,y)-g(a,b)|],式中a∈[x-2,x+2],b∈[y-2,y+2],取d(x,y)和d(x,y)的最大值为f(x,y)=[d(x,y),d(x,y)],若f(x,y)值越大则代表该区域为问题区域的可能性越大,将该区域标注出来,若f(x,y)趋近于0则为无问题区域。在对实际生产的注塑件进行问题区域审查前,先生产出一个标准的注塑件,对其进行图像拍摄,获得其灰度图像,然后将其确定为标准图像。完成准备步骤后,拍摄设备会对新生产出来的注塑件录制灰度图像,在标准图像和实际图像上个寻找一个点并确定坐标,分别在对方图像上寻找对应坐标的点比较两者的灰度值,选取两者灰度值的最大为值f(x,y),通过判断f(x,y)值得大小判断注塑件不同位置是否为问题区域。
9、作为优选,所述步骤s1中当实际图像中问题区域给标注出来后,选择合适的阈值,利用otsu法将问题区域从实际图像中分割出来。当使用双区域识别法标注完注塑件的区域后,为了能够放大问题区域,同时细致的观察问题区域的灰度变化,需要将问题区域的灰度图像从整个注塑件图像中分割出来。切割图像的方式有很多种,本实施例使用otsu法,otsu法也称之为最大类间方差法,假设图像中z点的坐标为(x,y),z点的灰度值为f(x,y),设定一个阈值为z,图像经过处理后z点坐标的灰度为g(x,y),当f(x,y)大于等于阈值z,g(x,y)则为1,当f(x,y)小于阈值z,g(x,y)则为0,灰度为1的像素点为问题点,灰度为0的像素点则为正常点,多次重复上述步骤,即可将问题区域从原图像中切割出来。
10、作为优选,所述步骤s2中使用中心位置特征提取法确认注塑件问题点的位置,选取问题区域c的中心点为c,得到设定实际图像为h1,问题点中心坐标为(xc,yc),坐标点的灰度值为h1(xc,yc),标准图像为h2,问题中心坐标为(xc,yc),坐标点的灰度值为h2(xc,yc),根据h1(xc,yc)和h2(xc,yc)值得不同,确定问题区域存在于标准图像中还是存在实际图像中。当问题区域的灰度图像从整体图像内分割出来后,需要准确地从问题区域内存在问题的点。中心位置特征提取法先确定标准图像和实际图像的问题中心坐标,同时分别得到中心坐标的灰度值,任意灰度值h1(xc,yc)和h2(xc,yc)共同作为一组中心位置特征描述参数,将实际图像和标准图像处理成二值图像后,h1和h2变为问题点中心位置特征,h1和h2的1值仅为1或0。当h1(xc,yc)=0,h2(xc,yc)=1时,说明标准图像中存在问题点;当h1(xc,yc)=1,h2(xc,yc)=1时,说明标准图像和实际图像中均存在问题点;当h1(xc,yc)=0,h2(xc,yc)=0时,说明标准图像和实际图像中均不存在问题点;当h1(xc,yc)=1,h2(xc,yc)=0时,说明标准图像中不存在问题点,实际图像中存在问题点。中心位置特征提取法能够非常清晰的找到注塑件表面和轮廓上存在的问题点。
11、作为优选,所述步骤s2中也包括形态灰度特征识别法确认问题点的位置,绘制灰度梯度图像,计算问题区域的灰度的均值g1,最大值g2,故m′boundary为问题区域的灰度梯度图像,n为m′boundary的中像素数,根据问题点周围区域的的整体灰度计算出平均灰度g3,g3与g1以及g2共同构成灰度特征g,利用灰度特征g内参数差值较大,则确定问题区域内问题点的具体坐标,最后提取的梯度特征并通过灰度的值确认区域性或者线条型问题点。注塑件若是因为烧灼而产生相关问题,烧灼的中心的注塑表面形态以及色差至边缘存在明显的变化,通过形态灰度特征识别法能够在灰度梯度图像上得到明显的区别。通过计算问题点周围区域的灰度梯度图像的均值灰度g1、最大值灰度g2、问题区域的平均灰度g3,三个参数构成的灰度特征能够直观的反馈出问题区域内灰度的梯度变化,工作人员能够直观的识别出是否存烧灼导致的问题点。
12、作为优选,所述步骤s2中还包括轨迹模拟法来确认间题点的位置,将间题轨迹确认为d(a)为问题轨迹,dk(a)表示a区域经历了k次损坏,再利用模拟轨迹得到的直线方程y=ax+b,对比问题轨迹与模拟直线方程上坐标点的均值差得到标准系数r,r的取值范围为[0,1],r的值越接近1则表示两者误差值越小,则实际图像内不存在问题点,若r的值越接近0则表示存在问题点。注塑件中若是因为注塑原料瞬时温度过高未及时冷却会在注塑件内部形成高温流动液体致使熔接痕的产生,而高温流动原料若遇到急速冷却时,原料在注塑件内部运动时会与注塑件内壁发生碰撞产生喷射纹。两者问题产生后都会在注塑件内部形成一段轨迹,因此当图像识别出注塑件存在形态较为奇怪的轨迹时,将其从图像中国提取出来并利用轨迹方程模拟对应的可能性轨迹。通过对比问题轨迹与模拟轨迹方程的坐标差值便可以得到一个标准系数r。根据r的数值判断该段问题估计存在何种问题。一般来说,注塑件内的轨迹大多为直线,若问题估计出现大量的非线性弯曲,该段轨迹基本存在问题。
13、作为优选,所述步骤3中当确认问题区域后,系统通过决策树对确认的问题点进行分类,决策树中首先确定决策函数为f(x)=sign(w·x+b),式中f(x)为决策函数,b为截距,w为超平面法向量,通过决策函数可以得到一个最优解问题,结合拉格朗日对偶性能够获知不同问题的最优解,多个决策树得加在一起构成多级决策树,将注塑件的问题分类完成。决策树是一种分类方式,每一级决策树根据决策函数都能够对一种问题进行处理并将其归类,当多个决策树叠加在一起时构成多级决策树。根据注塑件内存在的问题的种类构建对应级数的多决策树便能够将问题进行有效的分类归置。
14、作为优选,所述步骤s4中当决策树将注塑件的问题分类后,系统根据注塑件的问题种类利用keca对问题数据进行分析,keca的表达式为:
15、h(p)=-log∫p2(x)dx
16、式中h(p)为瑞利熵,p(x)为中心化后的样本x的概率密度函数,根据keca的计算结果,明确何种设备问题导致注塑件产生的问题。现有注塑件的检查方法大多仅仅检测注塑件本身的是否存在问题,但是大多数情况下注塑件制作出现问题是由注塑机本身引起的。现有的检测技术仅仅只能得到注塑件问题,只能依靠人工检查和工人的工作经验来反向检查注塑机本身是否存在问题,检查维修完成的效率非常低,极易耽误注塑件本身的制作进度。本专利先将现有注塑件的问题以及注塑机本身的问题资料录入系统中,注塑件问题与注塑机本身问题之间存在的联系也进行记录。再使用keca法计算出注塑件问题与注塑机本身之间的关联度。每次计算完成后问题之间的关联度都会录入系统更新数据,使得系统针对此类问题能够更快的处理,协助工作人员能够在发现注塑件出现问题后能够快速地明确注塑机是否出现问题以及注塑机什么器件出现问题,在维修后最终确保生产出来的注塑件拥有较高的品质。
17、本发明的有益效果是:本专利能够精确的识别出注塑件中,各个位置存在的不同问题,在识别出问题区域后能够自主的将不同的问题分门别类归置到常见的问题中,在归置完问题之后,利用相应的keca方法能够根据注塑件出现问题的种类和位置确定注塑机本身存在的缺陷,便于工作人员快速修复注塑机,提高注塑件生产的品质和效率。
- 还没有人留言评论。精彩留言会获得点赞!