一种多工序加工系统的加工指标多维测算方法
本发明涉及加工评价,具体涉及一种多工序加工系统的加工指标多维测算方法。
背景技术:
1、多工序加工系统中包含多个加工工序,因此系统加工指标与各个加工工序均密不可分,对加工指标的评价可以分析出多工序加工系统的实时生产运行情况进行定性或定量掌握,再根据定性或定量掌握后对多工序加工系统生产情况进行优劣程度判定,判断生产系统与加工件的匹配程度;
2、现有技术仅仅在加工过程中进行加工指标的单纯定量或定性评价,而评价结果对于多工序加工系统的加工设定无反馈指导作用,导致加工指标的测算数据利用率不足。
技术实现思路
1、本发明的目的在于提供一种多工序加工系统的加工指标多维测算方法,以解决现有技术中仅仅在加工过程中进行加工指标的单纯定量或定性评价,而评价结果对于多工序加工系统的加工设定无反馈指导作用,导致加工指标的测算数据利用率不足的技术问题。
2、为解决上述技术问题,本发明具体提供下述技术方案:
3、一种多工序加工系统的加工指标多维测算方法,包括以下步骤:
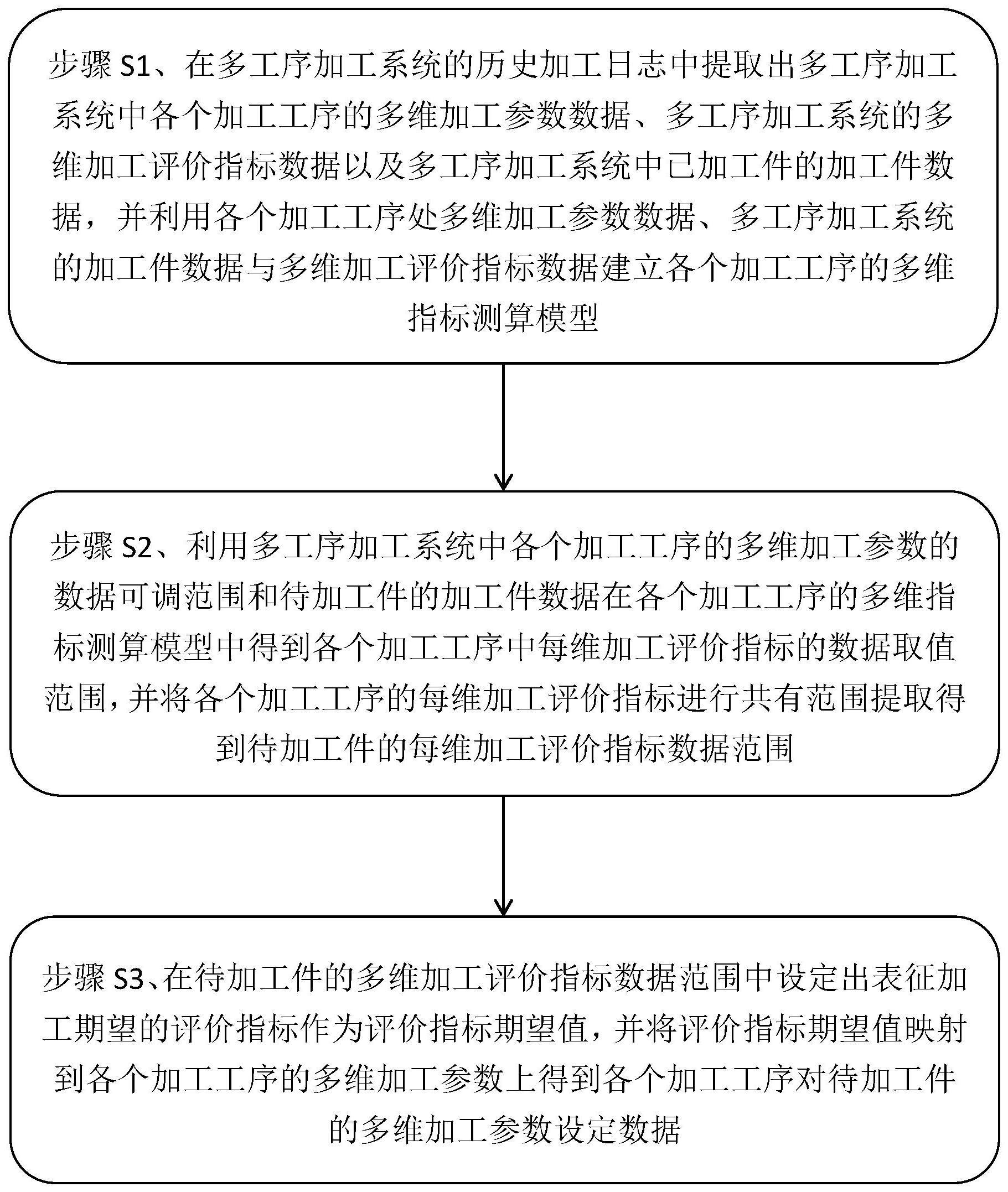
4、步骤s1、在多工序加工系统的历史加工日志中提取出多工序加工系统中各个加工工序的多维加工参数数据、多工序加工系统的多维加工评价指标数据以及多工序加工系统中已加工件的加工件数据,并利用各个加工工序处多维加工参数数据、多工序加工系统的加工件数据与多维加工评价指标数据建立各个加工工序的多维指标测算模型;
5、步骤s2、利用多工序加工系统中各个加工工序的多维加工参数的数据可调范围和待加工件的加工件数据在各个加工工序的多维指标测算模型中得到各个加工工序中每维加工评价指标的数据取值范围,并将各个加工工序的每维加工评价指标进行共有范围提取得到待加工件的每维加工评价指标数据范围,以实现待加工件在多工序加工系统上加工指标的多维测算来提高加工评价的全面性;
6、步骤s3、在待加工件的多维加工评价指标数据范围中设定出表征加工期望的评价指标作为评价指标期望值,并将评价指标期望值映射到各个加工工序的多维加工参数上得到各个加工工序对待加工件的多维加工参数设定数据,以使得多工序加工系统达到待加工件的加工期望。
7、作为本发明的一种优选方案,所述多维加工参数数据、多维加工评价指标数据以及已加工件的加工件数据的提取,包括:
8、随机选取多个已加工件,并获取多个已加工件的加工件数据,在所述历史加工日志中提取出各个加工工序处对每个已加工件进行加工的多维加工参数数据;
9、统计出每个已加工件在多工序加工系统加工过程中多维加工评价指标数据,所述多维加工评价指标包括所述工件加工损耗率、工件加工效率、系统加工成本、系统事故率,多维加工评价指标数据为多维加工评价指标的数据表达。
10、作为本发明的一种优选方案,所述利用各个加工工序处多维加工参数数据、多工序加工系统的加工件数据与多维加工评价指标数据建立各个加工工序的多维指标测算模型,包括:
11、将加工工序处多维加工参数数据、多工序加工系统的加工件数据作为bp神经网络的输入项,将所述多维加工评价指标数据作为bp神经网络的输出项,利用所述bp神经网络对所述bp神经网络的输入项和bp神经网络的输出项进行网络训练得到加工工序处的多维指标测算模型;
12、所述多维指标测算模型的函数表达式为:
13、[eva_data]m=bpi([act_data]n,[pro_data]l);
14、式中,[eva_data]m为多维加工评价指标数据,[act_data]n为多维加工参数数据,[pro_data]l为加工件数据,bpi为第i个加工工序处的bp神经网络,m为多维加工评价指标数据中数据分量维度,n为多维加工参数数据中数据分量维度,l为加工件数据中数据分量维度,i为计量常数。
15、作为本发明的一种优选方案,所述利用多工序加工系统中各个加工工序的多维加工参数的数据可调范围和待加工件的加工件数据在各个加工工序的多维指标测算模型中得到各个加工工序中每维加工评价指标的数据取值范围,包括:
16、在多工序加工系统中获取每个加工工序处每维加工参数的数据可调范围,并依次将每维加工参数由数据可调范围中最小值调整至最大值,其中,每维加工参数在数据可调范围中每调整一次,就将当前调整次的多维加工参数数据与和待加工件的加工件数据带入至每个加工工序的多维指标测算模型中,由多维指标测算模型输出每个加工工序处在当前调整次的多维加工评价指标数据;
17、对各个加工工序在所有调整次的多维加工评价指标数据中提取出每维加工评价指标数据的最小值和最大值得到各个加工工序处每维加工评价指标数据的数据取值范围。
18、作为本发明的一种优选方案,所述每加工参数在数据可调范围中每个调整次的调整量设定包括:
19、将每维加工参数的当前调整次的多维评价指标数据与上一调整次的多维评价指标数据进行数据相似度计算,并利用数据相似度根据调整量的自适应调整函数得到当前调整次到下一调整次的每维加工参数调整量,以及下一调整次的每维加工参数;
20、所述自适应调整函数的函数表达式为:
21、
22、式中,δact_datanext为所述每维加工参数调整量,act_datanow、act_dataold分别为当前调整次的每维加工参数数据、上一调整次的每维加工参数数据,k为常系数,i为数据相似度,i0为相似度阈值;
23、所述下一调整次的每维加工参数的函数表达式为:
24、act_datanext=δact_datanext+act_datanow;
25、式中,act_datanext为下一调整次的每维加工参数数据。
26、作为本发明的一种优选方案,所述将各个加工工序的每维加工评价指标进行共有范围提取得到待加工件的每维加工评价指标数据范围,包括:
27、将各个加工工序的每维加工评价指标的数据取值范围中的最小值提取出,并在所有最小值中选取出数值最大的最小值作为每维加工评价指标的共有最小值;
28、将各个加工工序的每维加工评价指标的数据取值范围中的最大值提取出,并在所有最大值中选取出数值最小的最大值作为每维加工评价指标的共有最大值;
29、将每维加工评价指标的共有最小值和共有最大值组成的共有范围作为待加工件的每维加工评价指标数据范围。
30、作为本发明的一种优选方案,所述评价指标期望值的数据分量维度小于或等于所述多维评价指标的数据分量维度。
31、作为本发明的一种优选方案,所述各个加工工序处的多维加工参数数据、多维加工评价指标数据以及加工件数据在计算前均进行数据分量的归一化处理。
32、作为本发明的一种优选方案,所述将评价指标期望值依据各个加工工序在所有调整次的多维加工评价指标数据与所有调整次的多维加工参数数据进行映射得到各个加工工序对待加工件的多维加工参数设定数据。
33、作为本发明的一种优选方案,所述多维指标测算模型与加工工序一一对应。
34、本发明与现有技术相比较具有如下有益效果:
35、本发明建立加工工序的多维指标测算模型,表征出多维加工参数数据、加工件数据与多维加工评价指标数据间的关联关系,将各个加工工序的每维加工评价指标进行共有范围提取得到待加工件的每维加工评价指标数据范围,以实现待加工件在多工序加工系统上加工指标的多维测算来提高加工评价的全面性,在待加工件的多维加工评价指标数据范围中设定出表征加工期望的评价指标作为评价指标期望值,并将评价指标期望值映射到各个加工工序的多维加工参数上得到各个加工工序对待加工件的多维加工参数设定数据,以使得多工序加工系统达到待加工件的加工期望,评价指标测算结果对于多工序加工系统的加工设定进行反馈指导,充分利用加工指标的测算数据。
- 还没有人留言评论。精彩留言会获得点赞!