一种约束融于布谷鸟算法的炼钢-连铸调度排产方法
本发明涉及一种约束融于布谷鸟算法的炼钢-连铸调度排产方法,属于钢铁冶炼领域。
背景技术:
1、钢铁企业生产过程是在高温、高能耗下进行的。炼钢-连铸是钢铁企业的关键工序,也是节能降耗的主要工序段,若钢水在工序之间有过长的等待,就会造成钢水的温降现象,为达到连铸机对钢水浇铸的温度要求,就需要在精炼炉上重新进行加温,从而增加了能源消耗。因此,合理地建立调度排产模型,采用优化调度方法快速生成调度计划表,使得生产过程紧凑,物流衔接紧密,就会达到节能、降耗的目标。
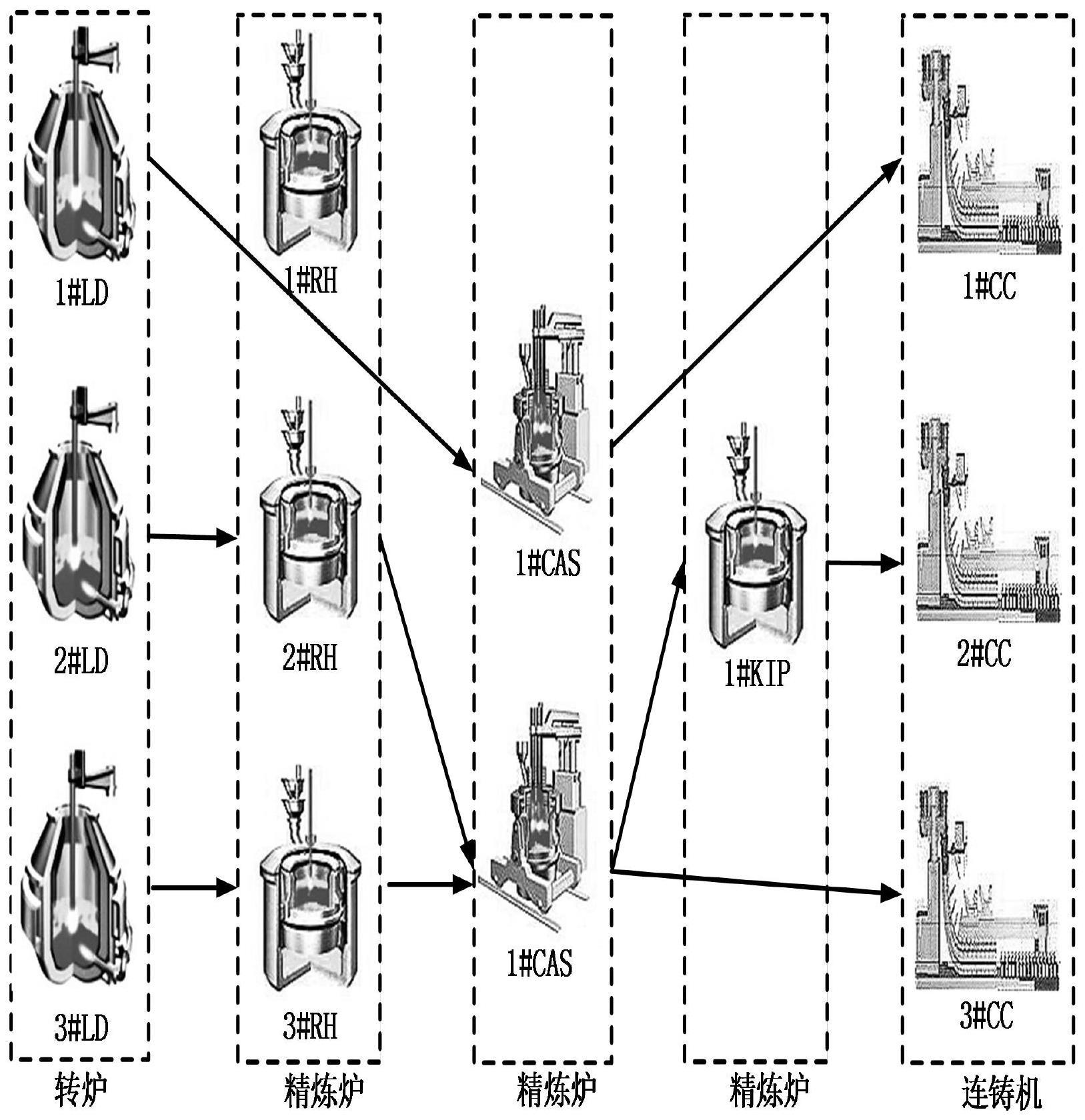
2、图1是某大型钢厂炼钢-连铸生产过程所使用的设备和生产工艺过程。首先将高炉中的铁水包送到炼铁厂,并倒入转炉设备中进行吹炼,吹炼的过程是把高温条件下的铁水进一步冶炼为含碳量更低的钢水。然后,将转炉中的钢水倒入准备好的钢包中,由指定的台车和行车将装有钢水的钢包送到相应的精炼设备上进行精炼。精炼是将转炉冶炼的普通钢水继续进行脱碳、去硫和去除杂质等处理,使钢水变成优质钢水,以确保连铸机浇铸出合格的板坯。
3、炼钢-连铸生产过程不仅涉及多炉次、多约束、多工序、多设备的等问题,还涉及到能源消耗问题,因为炼钢-连铸生产过程是在高温、高能耗下进行的,一旦调度不好就会产生不必要的能源消耗,从而浪费能源。因此,至今炼钢-连铸生产调度问题依然是钢厂重视的一个现实问题,也是理论上经久不衰的课题。
4、由于炼钢-连铸生产过程涉及多炉次、多约束、多工序、多设备的并行机等问题,难以实现“一步”求优,所以,国内外学者通常采用“两步”即两阶段、或多阶段的求优策略解决炼钢-连铸调度排产的问题。其原因是调度过程既涉及到设备变量(离散变量)又涉及时间变量(连续变量),且时间变量依赖于设备变量,如果不先求出设备变量,不同炉次在具有并行机的某个设备上加工不允许有冲突的约束无法精确描述,如《炼钢和连铸生产的优化建模与分析》中的记载(x wang,x jiang,h wang《optimal modeling and analysis ofsteelmaking and continuous casting production scheduling》,阅览于ieeexplore)。所以,研究者们不得不以牺牲求解效率为代价,采用先求设备变量,再求时间变量的“两步”求解优策略解决复杂生产过程的调度问题。这样分两步走就会影响求解的速度,目前尚没有一步求优的方法。
技术实现思路
1、针对现有技术中存在的问题,本技术提出一种约束融于布谷鸟算法的炼钢连-铸调度排产方法,炼钢-连铸调度排产的实现“一步”求优方法,提高求解速度。
2、为解决上述技术问题,本发明采取的技术方案是,一种约束融于布谷鸟算法的炼钢-连铸调度排产方法,包括以下步骤:
3、1)建立炼钢-连铸调度排产的优化模型;
4、根据优化目标,构建优化目标函数;确定优化目标的约束条件;
5、2)建立约束融于布谷鸟“一步”求优的炼钢-连铸调度算法;
6、3)对最优的鸟巢编码进行解码,解码时按照鸟巢对应的各炉次在各工序的加工设备及加工开始时间转化为一个调度排产方案。
7、优化的,上述约束融于布谷鸟算法的炼钢-连铸调度排产方法,在步骤1)中,炼钢-连铸调度排产的优化目标为:希望总等待时间尽可能小,以避免钢水温度下降;步骤1)中,优化目标函数被构建为
8、
9、优化目标的约束条件包括:
10、无作业冲突的约束,同一个设备相邻炉次必须在前一个炉次加工结束后方可进行下一个炉次加工;
11、
12、其中ε1和ε2为非常小的正数,fij(·)=f(xij(kg(θ)),xi'j'(kg(θ')))=tij(kg(θ))-|xi'j'(kg(θ`))-xij(kg(θ))|,设kg(θ)=kg(θ'),hij(kg(θ))=tij(kg(θ))-|xi'j'(kg(θ))-xij(kg(θ))|,得到简化表达为
13、
14、准时开浇约束,按照现场给定的开浇时间进行浇铸;
15、
16、炉次操作顺序约束,即炉次必须按其生产工艺路径进行加工;
17、xij(kg(θ+1))≥xij(kg(θ))+tij(kg(θ))+tij(kg(θ),kg(θ+1))
18、炉次在同类设备处理的唯一性约束;
19、
20、其中,
21、i为浇次序号,i=1,2,3…n;
22、ni为第i个浇次中的炉次数,j为第i个浇次中的炉次序号,j=1,2,3…ni;
23、lij第i个浇次的第j个炉次;
24、为炉次lij从转炉到连铸经过的加工设备总数,由浇次计划中的精炼方式确定;
25、θ为炉次lij从转炉到连铸加工的顺序号,
26、g表示设备类,g=1,2,3…g;
27、yij(kg(θ))为设备变量kg(θ)的函数,当yij(kg(θ))=1,表示炉次lij的第θ个操作在g类设备上的第kg(θ)个设备上加工,否则yij(kg(θ))=0;
28、kg为设备变量,表示g类设备的第kg个设备序号;kg=1,2,3…mg;
29、ti为浇次i的理想开浇时间;
30、tij(kg(θ),kg(θ+1))为炉次lij从第θ个操作设备kg(θ)到第θ+1个操作设备kg(θ+1)之间的运输时间;
31、xij(kg(θ))称为时间变量,表示炉次lij的第θ个操作在g类设备的第kg(θ)个设备上加工的开始时间;
32、tij(kg(θ))为炉次lij的第θ个操作在第g类设备的第kg(θ)个设备上的加工时间。
33、优化的,上述约束融于布谷鸟算法的炼钢-连铸调度排产方法,在步骤2)中,将设备唯一性约束和工艺顺序约束融于初始化鸟巢编码中;将作业无冲突约束和准时开浇约束融到目标函数中,形成算法的适应值函数;通过计算适应值函数,找到最好的鸟巢编码。
34、优化的,上述约束融于布谷鸟算法的炼钢-连铸调度排产方法,在步骤2)中,算法求解过程如下:
35、201)设置算法基本参数;基本参数包括鸟巢个数、宿主发现外来鸟蛋的概率、步长因子和最大迭代次数等;
36、202)将设备唯一性约束和工艺顺序约束融于初始化生成鸟巢中;
37、203)将作业无冲突约束和准时开浇约束融到目标函数中,构成算法的适应值函数;通过计算适应值函数,找到当前最好的鸟巢编码,并记录其中最优鸟巢;
38、204)运用莱维飞行,更新除最优鸟巢以外的其他鸟巢,并重新计算适应值函数与上代最优鸟巢进行比较,保留最优鸟巢;
39、205)随机产生宿主发现外来鸟蛋的概率,并与初始设定的宿主发现外来鸟蛋的概率进行比较,对被宿主发现外来鸟蛋的鸟巢进行更新;
40、206)对步骤205)更新后的鸟巢进行适应值计算;并与步骤204)记录的最优鸟巢比较,记录更新最优鸟巢;
41、207)步骤201)至步骤206)完成后,判断迭代次数是否达到要求;
42、208)步骤207)中,如果迭代次数达到要求,则输出步骤206)得到最优鸟巢;如果迭代次数未达到要求,则重复步骤204)至步骤207)的过程,直至迭代次数达到要求再输出最优鸟巢并对最优鸟巢进行解码。
43、优化的,上述约束融于布谷鸟算法的炼钢-连铸调度排产方法,步骤202)中,将唯一性约束和工艺路径顺序约束融入鸟巢编码;
44、具体为,设计满足设备唯一性约束和工艺路径顺序约束的鸟巢编码为:
45、b=[a11,a12…a1g-1*a21,a22…a2g-1*…*an1,an2…ang-1]
46、其中aig(1≤i≤n,1≤g≤g)为1,mg区间的任意整数;mg为每道工序的并行机器数,表示炉次i在第g个工序的第aig台设备上加工;
47、每一个鸟巢编码对应炼钢-连铸调度排产问题的一个解;在解码时按照鸟巢对应的各炉次在各工序的加工设备及加工开始时间转化为一个调度排产方案。
48、优化的,上述约束融于布谷鸟算法的炼钢-连铸调度排产方法,步骤203)中,将无作业冲突的约束和准时开浇约束融于优化目标中,构成算法的适应值函数,具体为:
49、j=j1+j2+j3,其中:
50、
51、将作业冲突的约束转化成目标j2,
52、将准时开浇约束转化成目标j3。
53、优化的,上述约束融于布谷鸟算法的炼钢-连铸调度排产方法,步骤204)利用莱维飞行更新鸟巢的位置和路径,进而随机产生下一代鸟巢位置,其具体过程包括:
54、布谷鸟算法寻找宿主鸟巢的位置和路径的更新公式为
55、其中,i取整数,i∈[1,n],n为鸟巢个数;表示第t代的第i个鸟巢;α为控制步长的步长因子,α>0;l(u,v)是随机移动步长,l(u,v)=u/v1/λ,式中λ∈(1,3];u和v是服从下列正态分布的两个随机变量,
56、
57、优化的,上述约束融于布谷鸟算法的炼钢-连铸调度排产方法,步骤2中的205),对被宿主发现外来鸟蛋的鸟巢进行更新,更新公式如下:
58、
59、其中,h为heaviside函数;参数pa为初始设定外来鸟蛋被宿主发现的概率;r表示每个鸟巢位置的每个变量被发现的概率,r∈(0,1);和分别为第t代中第x个和第y个鸟巢位置;
60、随机产生宿主发现外来鸟蛋的概率r,并与初始设定的宿主发现外来鸟蛋的概率pa进行比较,若r>pa,则用公式进行更新,随机改变此鸟巢,即改变调度排产方案中各炉次所经设备,否则保持原来鸟巢不变,利用公式j=j1+j2+j3计算更新后的每个鸟巢的适应值j,并与当前最优鸟巢进行比较,保留最优鸟巢。
61、优化的,上述约束融于布谷鸟算法的炼钢-连铸调度排产方法,步骤206)-208)中,计算更新后的每个鸟巢的适应值,并与当前最优鸟巢进行比较,保留最优鸟巢。然后,判断迭代次数是否达到要求;如果迭代次数达到要求,则输出步骤206)得到最优鸟巢;如果迭代次数未达到要求,则重复步骤204)至步骤207)的过程,直至迭代次数达到要求,再输出最优鸟巢;
62、步骤3)中,对最优鸟巢进行解码,即按照鸟巢对应的各炉次在各工序的加工设备及加工开始时间,作业时间计算炉次在该设备上的结束时间,形成一个调度排产方案。
63、本技术的有益效果为:将调度约束融于布谷鸟算法的“一步”求优方法,把设备变量唯一性约束和炉次加工顺序约束融入到布谷鸟的编码当中,将不冲突约束和准时开浇约束融入到适应值中,经过迭代后的种群中的鸟巢都是满足工艺约束条件的,从中选出无冲突的最优鸟巢,并作为最优解。该算法可以显著提高求解速度,提高炼钢-连铸调度排产速度,满足现场调度要求。
- 还没有人留言评论。精彩留言会获得点赞!