一种自动生成工装夹具加工阶段参考成本算法及介质的制作方法
本发明属于生产加工自动控制,涉及一种自动生成工装夹具加工阶段参考成本算法及介质。
背景技术:
1、在汽车焊装行业内,非标机加件加工制造阶段所花费的成本是整个项目内占比较高的,并且机加制造的工时定额有详细的工艺工序支撑,每个工序所需工时也有详细的数据支持。通过工时定额决定加工成本较为权威,是目前各个制造行业应用最多的成本核算方法。与模具板块机加工艺不同,焊装板块机加工艺较为固定,每个工步所需工时也易于得到。但是随着公司内部项目数量的增多,项目周期不断减小,加工成本需要快速得到。
2、目前焊装板块机加参考成本是通过焊装项目标准部件手册来进行成本生成。因为焊装行业工装夹具大同小异,可以总结出具有一定特征的标准部件,设计员在设计时会参考标准参考部件或标准参考夹具,工艺员在工时定额时也会和标准参考部件做对比。焊装项目标准部件手册就是将历史项目中遇到的常用标准部件收集成册,计算平均机加成本,用零件数、气缸数、支座高度等作为区分。特殊零件如果手册内未收录,则按照加工工艺工步和实际工时,通过工时定额计算机加成本。现计算方式相较传统工时定额已经大幅度提高计算效率,且计算误差在可接受范围内。但仍不满足现有项目周期。
3、专利文献cn111783217a与本技术的相同点:都是运用catia vba二次开发技术,读取catia零件的属性,最终输出成excel文本格式。
4、不同点:本技术不需要通过测量毛坯料尺寸,选用更好测量、更能反映机加工艺特征的变量。并且在识别变量后带入相对应的工式,自动生成并导出机加成本文本文件。
5、专利文献cn111754193a与本技术的相同点:都是采用自动核算的方法进行计算成本,优化原来人工核算的方法,提高效率。
6、不同点:本技术针对于焊装行业工装夹具机加成本计算,上述专利是泛指的生产加工过程工资自动核算。本技术属于运用数学方法归纳优化成本工式,可以精确到每个机加件的成本,可以完全代替现有人工核算机加成本,效率和准确率上均有大幅提升。
7、专利申请cn111428362a与本技术有相同点:都是自动核算机加产品成本的方法。
8、不同点:本技术是从焊装行业工装夹具机加成本角度,特点是零件数目庞大,计算时间要快,整个项目的成本误差要在可接受范围内。并且本技术设计开发算法是catiavba,上述专利应用的是solidworks。本技术详尽计算在成本上,不需要和设计功能整合,而上述专利算法主要功能是自动生成图纸,成本为参考项。
技术实现思路
1、本发明所要解决的技术问题是克服了现有技术存在的上述问题,提供了一种自动生成工装夹具加工阶段参考成本算法,快速精确的提供加工阶段所需成本,生成的成本作为财务部的参考。
2、本发明的算法从单个零件出发,根据加工以往经验,机加成本主要分为一下几个部分:原材料、精加工工时、对刀时的辅助时间等。因为焊装行业工装夹具工件类型较为固定,精加工主要分为铣和车。因此机加成本和材料重量、材料种类、加工工时成正相关。算法原理从原来的准确工艺工步、工时定额转换成纯数学方法机器学习推导经验工式。原来的工艺准确但是计算非常繁琐,通过纯数学方法递归到最终工式虽有一定误差,但在可接受范围内。并且随着算法使用的逐渐校准,生成的机加成本会更为精准。
3、需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
4、为解决上述技术问题,本发明是采用如下技术方案实现的:
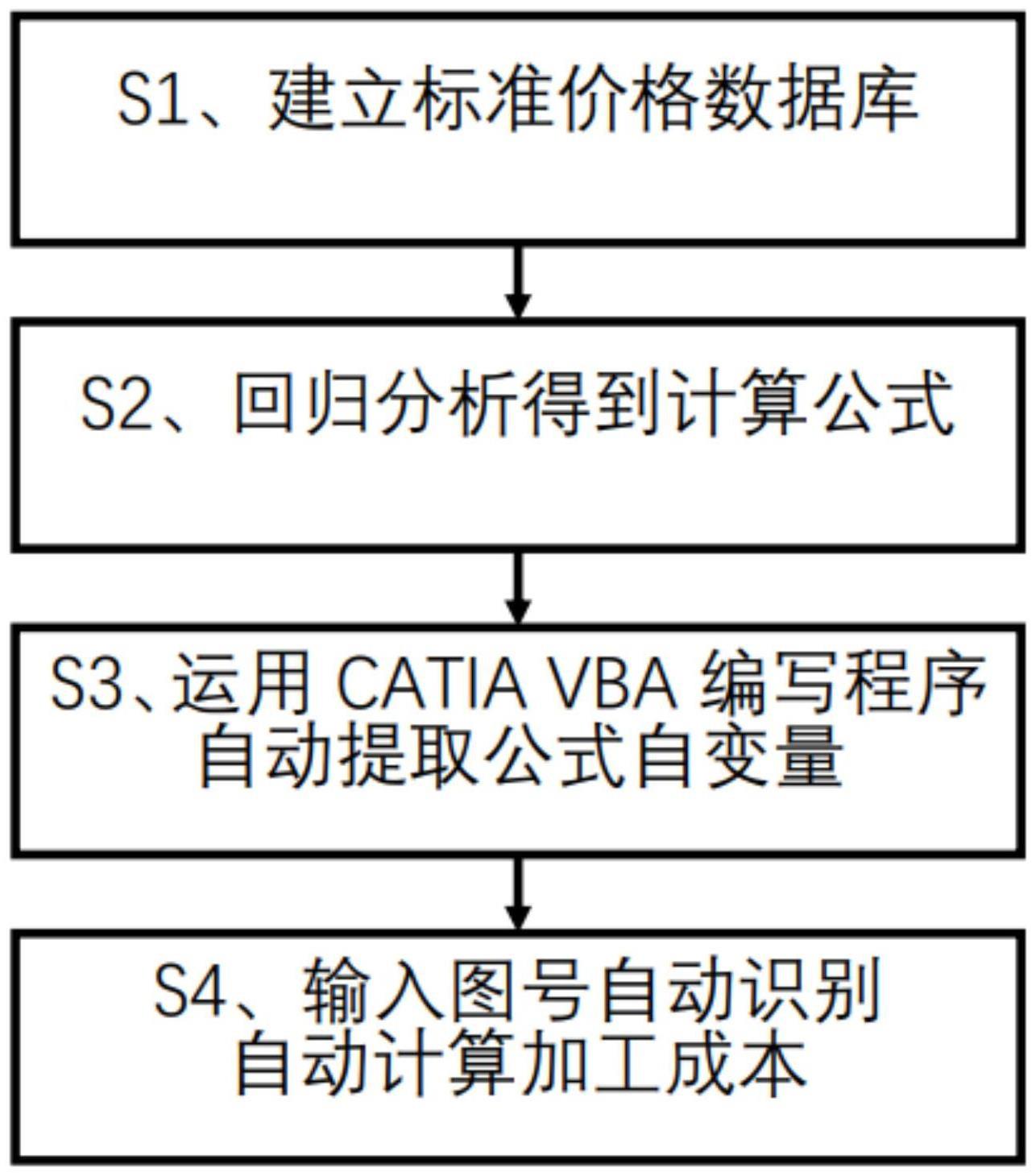
5、一种自动生成工装夹具加工阶段参考成本算法,包括以下步骤:
6、步骤一、建立标准价格数据库;
7、步骤二、回归分析得到计算公式;
8、步骤三、运用catia vba编写程序自动提取公式自变量;
9、步骤四、输入图号自动识别自动计算加工成本。
10、进一步地,步骤一中所述的建立标准价格数据库;具体包括:
11、第一、将目前焊装行业工装夹具所涉及的机加件进行分类;
12、第二、找到影响机加件的成本的关键变量,加工后成品件质量、材料、精加工面面积、精加工面数量、孔数、厚度和是否数控;其中质量、材料反映原材料;精加工面面积、精加工面数量反映精加工工时;厚度决定大致下料情况;是否数控决定型面加工工步。
13、第三、收集历史项目内机加件的精确价格,根据历史项目应用的机加件形状决定权重,建立机加件价格数据库。
14、进一步地,步骤二中所述回归分析得到计算公式,具体指:
15、运用数学方法机器学习归纳优化成本计算公式;
16、运用数学回归方法,测定关键变量的系数。
17、进一步地,步骤三中所述运用catia vba编写程序自动提取公式自变量;具体包括:
18、基于excel vba开发,通过识别明细表内属性1填写内容为“d”标识出待输出的零件;
19、通过人机对话界面输入3d文件路径等信息,再利用递归算法,求出文件夹内所有符合条件的零件,并与excel中信息对比后得到筛选后的零件路径;
20、基于catia automation得到catia api接口,通过筛选后的零件路径将零件在catia中依次打开,并读取相应信息。
21、进一步地,所述基于excel vba开发,通过识别明细表内属性1填写内容为“d”标识出待输出的零件;具体包括:
22、读取明细表内属性1填写内容为“d”所对应的零件编号,该编号需要与3d文件存在对应性。
23、进一步地,所述递归算法,是将等待计算的零件一次和数据库比对特征,根据特征将待计算零件分类,根据分类将各特征值带入相应零件的参数依次计算结果,并最终回归返回零件成本价格。
24、进一步地,所述基于catia automation得到catia api接口,通过筛选后的零件路径将零件在catia中依次打开,并读取相应信息;具体包括:
25、3d信息读取:
26、依据excel中零件名称来分类不同零件的计算方法和系数,即名称不同,对应的取值内容不同,对应的计算公式也存在差别:
27、是否数控,读取属性;
28、厚度,读取属性;
29、重量,读取体积,再与密度乘积计算得出(指定密度和用户密度);
30、精加工面积,通过拓扑方式搜素精加工颜色得出精加工面数量及总面积;
31、孔数,通过拓扑方式搜素不同颜色的孔得出孔数量;
32、材料,读取属性;
33、3d信息输出:
34、通过在单元格内赋予公式的方式输出结果,防止算法仅做数值的输出,方便输出完成后人工调整相应值。
35、进一步地,步骤四中所述输入图号自动识别自动计算加工成本,具体指:将信息汇总输出到excel,完成算法的运行。
36、一种智能终端,包括处理器、输入设备、输出设备和存储器,所述处理器、输入设备、输出设备和存储器相互连接,所述存储器用于存储计算机程序,所述计算机程序包括程序指令,所述处理器被配置用于调用所述程序指令,执行如权利要求1至8任一项所述的方法。
37、一种计算机可读存储介质,所述计算机存储介质存储有计算机程序,所述计算机程序包括程序指令,所述程序指令当被处理器执行时使所述处理器执行所述的自动生成工装夹具加工阶段参考成本算法。
38、与现有技术相比本发明的有益效果是:
39、本发明能够快速精确的提供加工阶段所需成本,生成的成本作为财务部的参考。本发明可以精确到每个机加件的成本,可以完全代替现有人工核算机加成本,效率和准确率上均有大幅提升。
- 还没有人留言评论。精彩留言会获得点赞!