一种阀门生产工艺数据智能管理方法、介质及设备与流程
本发明涉及数据处理,具体为一种阀门生产工艺数据智能管理方法、介质及设备。
背景技术:
1、阀门是一种广泛应用于工业管道、市政给水、灌溉、船舶建造、消防系统等领域,用来控制流体流量、压力和方向的装置。通常由阀体、阀瓣、阀杆等部件组成。
2、阀门的生产工艺包括选材、加工、组装和质检等多个环节。在加工环节中,机械设备对材料进行切削、焊接、冲压、磨削等操作,以制作出阀门的各个零部件。组装环节则包括阀体、阀瓣、阀杆、密封件等部件的安装和调整。加工和组装这两个环节直接影响阀门质量,因此绝大多数厂家在生产过程中设置了质检流程。质检员对阀门外观进行观察对比,以检测是否存在裂纹、毛刺等表面缺陷;通过卡尺、高度计等测量工具对阀门尺寸、直径、孔径等进行测量;利用声波在阀门零部件内部的发射进行声波检测,以检测阀门内部质量问题。现有的阀门工艺检测方法存在如下不足:
3、1.检测准确率依赖于质检员的经验和仪器精度,存在主观因素和误差;
4、2.需要较长的检测时间,影响了阀门生产的效率;
5、3.部分表面缺陷无法通过肉眼观察或传统测量工具检测出来,如微小裂纹或毛刺等;
6、4.内部质量问题只能通过声波检测等非破坏性测试手段进行检测,存在检测限性。
7、因此,上述检测方法的准确率依赖于质检员的经验和仪器精度,并且需要较长的检测时间,从而影响了阀门生产的效率。
技术实现思路
1、为了实现上述目的,本发明公开了一种阀门生产工艺数据智能管理方法,能够能够解决阀门生产中因加工、组装等环节出现的质量问题和检测时间长、效率低的问题,提高阀门生产的质量和效率。同时,通过对阀门生产过程中的数据进行采集、分析和挖掘,能够实现对阀门生产过程的全面监控和智能管理,帮助企业实现信息化、智能化生产管理,提高企业的竞争力和盈利能力。
2、根据本发明的一方面,提供一种阀门生产工艺数据智能管理方法,包括以下步骤:
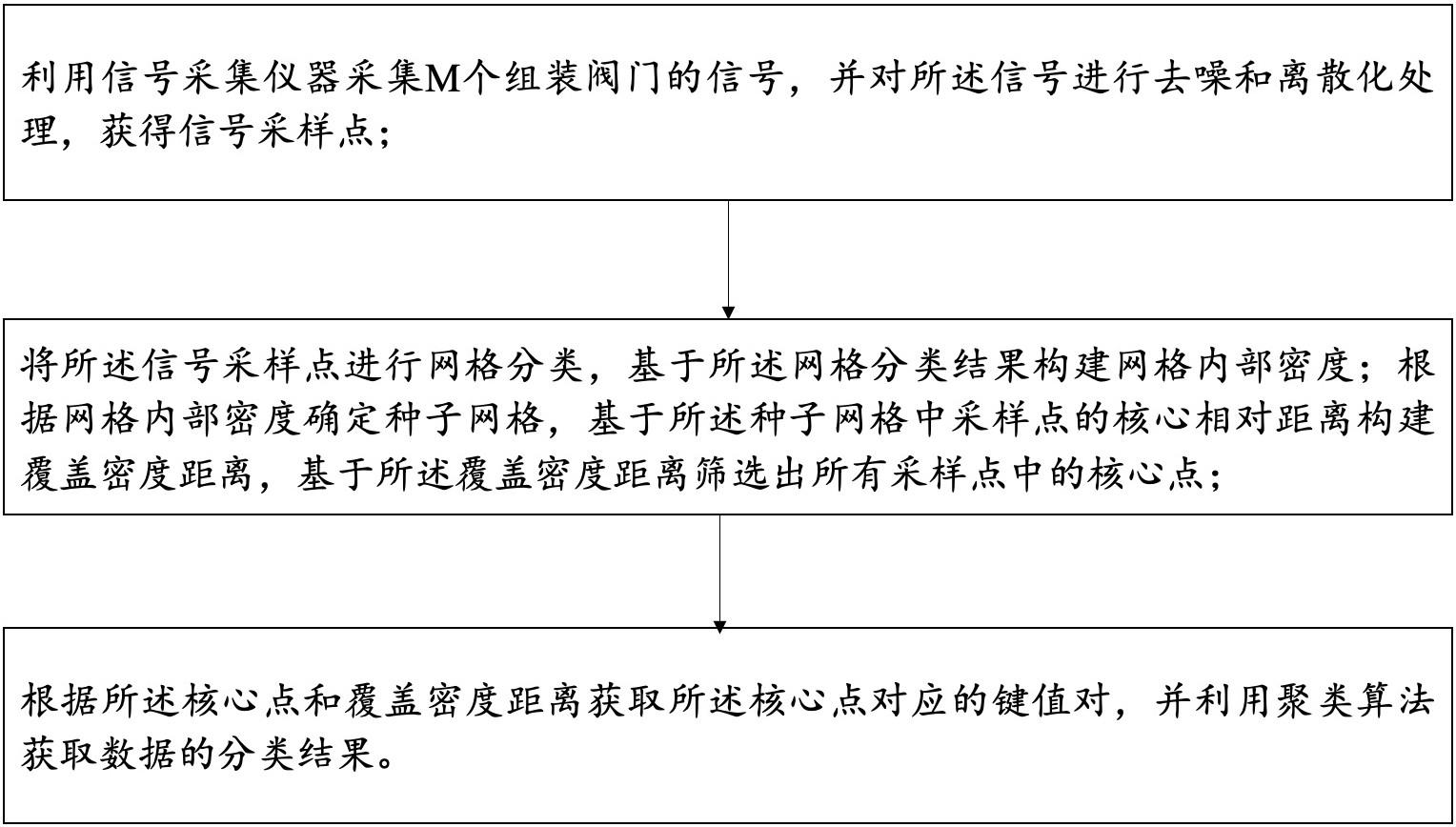
3、利用信号采集仪器采集m个组装阀门的信号,并对信号进行去噪和离散化处理,获得信号采样点;
4、将信号采样点进行网格分类,基于网格分类结果构建网格分布密度;根据网格分布密度确定种子网格,基于种子网格中采样点的核心相对距离构建覆盖密度距离,基于覆盖密度距离筛选出所有采样点中的核心点;
5、根据核心点和覆盖密度距离获取核心点对应的键值对,并利用聚类算法获取数据的分类结果。
6、上述阀门生产工艺数据智能管理方法还包括:信号采集仪器包括振动信号传感器、超声波探测仪、压力传感器。
7、上述阀门生产工艺数据智能管理方法还包括:利用信号采集仪器采集m个组装阀门的信号,并对信号进行去噪和离散化处理,获得信号采样点包括:
8、信号包括超声波信号、振动信号、压力信号;使用超声波信号频率的2倍的采样频率对超声波信号、振动信号、压力信号进行离散化,得到的信号采样点;信号采样点包括:离散声波信号、离散振动信号、离散压力信号。
9、上述阀门生产工艺数据智能管理方法还包括:将信号采样点进行网格分类,基于网格分类结果构建网格分布密度包括:构建网格分布密度l,用于表征每个网格区域内采样点的局部密度的大小,计算第i个网格的网格分布密度:
10、
11、
12、
13、其中,是第i个网格的分布密度,n是存在采样点的网格的总数量,是第i个网格中的采样点数量,是n个网格中采样点数量与相等的网格的集合,是第i个网格中采样点在每个属性的幅值的分布反差,是n个网格中采样点在每个属性幅值的分布方差与相等的网格的集合,是两个集合的交集,是两个集合交集中网格的数量;是n个网格分布密度级的信息熵,计算所有网格的网格分布密度,将网格分布密度大小相等的作为同一网格分布密度级,n个网格的网格分布密度最大值、最小值分别为、,则将对应的网格分布密度级记为第1级,将对应的网格分布密度级记为第r级,是第r级网格分布密度级的概率,其大小等于网格分布密度级为r的网格数量与网格总数量n的比值,是n个网格分布密度的均值。
14、上述阀门生产工艺数据智能管理方法还包括:构建覆盖密度距离包括:构建覆盖密度距离c,用于表征每个种子网格中每个数据点成为非核心点的距离远近,计算种子网格i中采样点x的覆盖密度距离:
15、
16、
17、
18、
19、其中,是基于信息增益和网格分布密度获取采样点x、y之间的网格距离,x(g,t)是维度t的信息增益,g是所有采样点所有维度幅值的集合,是维度的数量,是两个采样点在t维度幅值上的欧氏距离;的采样点x的网格局部密度,是第i个网格中采样点的数量,y是第i个网格中第y个采样点,是是第i个网格中网格距离的最大值,是调参因子,是采样点x的核心相对距离,n是存在采样点的网格数量,、分别是第i个网格中、第b个网格中网格局部密度最大值。
20、上述阀门生产工艺数据智能管理方法还包括:根据网格分布密度确定种子网格包括:获取每个网格的网格分布密度,利用otsu算法获取分割阈值,将网格分布密度大于分割阈值的网格确定为种子网格。
21、上述阀门生产工艺数据智能管理方法还包括:基于覆盖密度距离筛选出所有采样点中的核心点包括:将覆盖密度距离最大值记为,获取每个网格中覆盖密度距离最大值对应的采样点,将小于筛选阈值值的采样点剔除,将剩余采样点作为核心点。
22、上述阀门生产工艺数据智能管理方法还包括:根据核心点和覆盖密度距离获取核心点对应的键值对,并利用聚类算法获取数据的分类结果包括:基于核心点分别获取每个核心点的覆盖密度距离,将每个核心点和其对应覆盖密度距离组成键值对,再将键值对用于optics聚类算法获取数据的有序列表决策图,以实现对阀门生产工艺数据的智能管理。
23、根据本发明的另一方面,提供一种计算机可读存储介质,其上存储有计算机程序,其中,计算机程序被执行时实现如上所述的任一阀门生产工艺数据智能管理方法的步骤。
24、根据本发明的另一方面,提供一种计算机设备,包括处理器、存储器和存储于存储器上的计算机程序,其中,处理器执行计算机程序时实现如上所述的任一阀门生产工艺数据智能管理方法的步骤。
25、本发明提供了一种智能化的阀门生产工艺数据管理方法,它利用信号采集仪器采集阀门组装过程中的信号,经过去噪、离散化处理、网格分类和覆盖密度距离计算、核心点筛选和聚类算法等步骤,实现对阀门生产工艺数据的智能管理。相较于传统方法,本方法有以下优点:
26、高效性:本方法通过采用去噪、离散化处理等技术,有效减少数据噪声和冗余,提高了采样点的准确性和稳定性。同时,利用网格分类和覆盖密度距离计算,可以更准确地描述数据点之间的聚类关系,提高聚类结果的准确性和稳定性。因此,本方法可以更快速、更准确地获取数据分类结果,提高数据处理效率。
27、灵活性:本方法不仅可以应用于阀门生产工艺数据的管理,而且还可以扩展应用到其他领域的工艺数据管理。因为本方法采用了基于网格分类和覆盖密度距离计算的通用数据处理方法,可以根据不同领域的需求进行优化和改进,灵活适应不同的数据特征和生产需求。
28、稳定性:本方法采用了网格分类和覆盖密度距离计算等技术,可以减少数据噪声和冗余,提高数据处理的稳定性。同时,核心点筛选和聚类算法的应用,能够更快速地获取数据的分类结果,进一步提高数据处理的稳定性。
29、可靠性:本方法采用了多项技术手段,如去噪、离散化处理、网格分类和覆盖密度距离计算等,能够更准确地描述数据点之间的聚类关系,提高数据处理的可靠性。同时,聚类算法的运用,也能够更准确地分类数据,进一步提高数据处理的可靠性。
30、实用性:本方法具有广泛的应用前景和推广价值,可以应用于其他领域的数据智能管理,如工业制造、物流配送等领域。这为数据管理提供了一种新的思路和方法,对于提高生产效率、降低生产成本、提高产品质量等方面都有很好的应用效果。
31、具体而言,本发明所提出的一种阀门生产工艺数据智能管理方法,通过对采样点的网格分类结果构建网格分布密度级的信息熵以及网格分布密度,网格分布密度考虑了分类空间中可能不存在采样点的情况,从而避免不存在采样点的网格对采样点局部密度的影响,提高后续网格分类的精度;其次,该方法基于种子网格中采样点的核心相对距离构建覆盖密度距离,覆盖密度距离考虑了种子网格中采样点局部密度的大小以及距离其余种子网格中局部密度较大采样点的差异,消除了种子网格中可能存在大量漏缝组装阀门对应的采样点时区域对比的误差,提高了后续正常核心点的筛选精度,从而提高了对阀门生产工艺数据的管理效率。
- 还没有人留言评论。精彩留言会获得点赞!