超声刀初始控制频率确定方法、系统、电子设备及介质与流程
本技术涉及智能医疗器械应用,具体涉及一种超声刀初始控制频率确定方法、系统、电子设备及介质。
背景技术:
1、超声刀是一种常见的外科手术刀,具有创伤小、烟雾少、可凝血等特点,在外科手术中广泛应用。其工作原理是超声刀主机以控制频率进行工作,通过换能器谐振转换为同等频率的机械纵波,带动超声刀头振动,其频率高、振幅小,对小面积人体组织产生切割凝血作用。
2、手术切割过程中,由于高频振动组织摩擦,超声刀头会逐步升高其温度,同时温度升高进一步影响换能器的谐振频率,因而在超声刀使用过程中,超声刀主机需要不断跟踪谐振频率的变化,并改变控制频率才能保证超声刀的切割有效性即切割速度。当本次切割完成后,下次切割时,通常采用重新起始寻频或采用上一次切割完成后的瞬时控制频率作为下次寻频的起点(也即为初始控制频率),因为本次切割停止后,刀头温度会快速降低导致谐振频率变化,因而在确定控制频率时需要更多时间去寻找跟踪到真实谐振频率。
技术实现思路
1、鉴于以上所述相关技术的缺点,本技术提供一种超声刀初始控制频率确定方法、系统、电子设备及介质,以解决上述技术问题。
2、本技术提供的一种超声刀初始控制频率确定方法,所述方法包括:
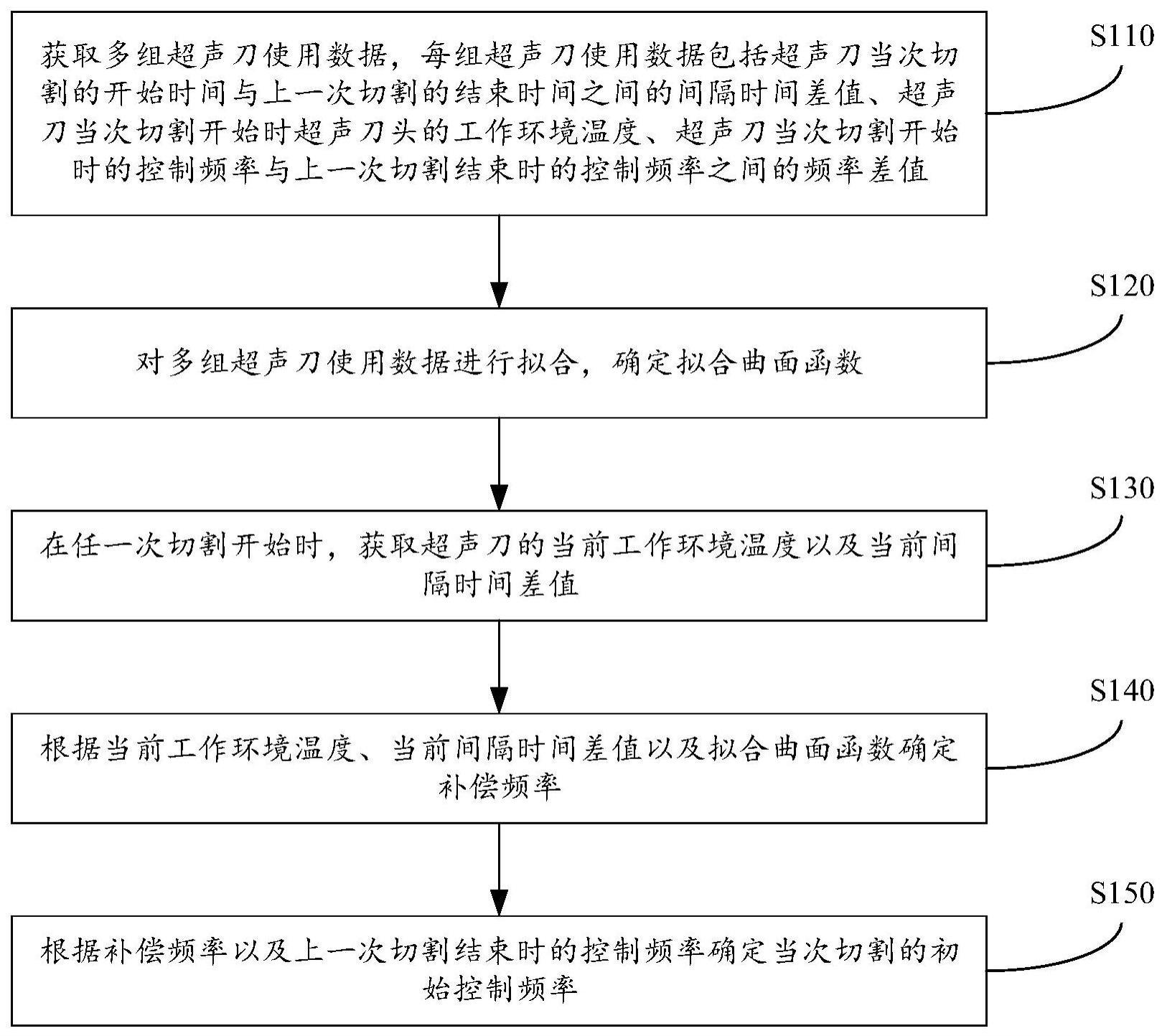
3、获取多组超声刀使用数据,每组所述超声刀使用数据包括超声刀当次切割的开始时间与上一次切割的结束时间之间的间隔时间差值、所述超声刀当次切割开始时超声刀头的工作环境温度、所述超声刀当次切割开始时的控制频率与上一次切割结束时的控制频率之间的频率差值;
4、对多组所述超声刀使用数据进行拟合,确定拟合曲面函数;
5、在任一次切割开始时,获取超声刀的当前工作环境温度以及当前间隔时间差值;
6、根据所述当前工作环境温度、所述当前间隔时间差值以及所述拟合曲面函数确定补偿频率;
7、根据所述补偿频率以及上一次切割结束时的控制频率确定当次切割的初始控制频率。
8、于本技术一实施例中,所述根据所述补偿频率以及上一次切割结束时的控制频率确定当次切割的初始控制频率之后,所述方法还包括:
9、获取超声刀激发过程中的阻抗值以及电压电流相位差;
10、对所述阻抗值进行采样得到阻抗值采样数据,并根据所述阻抗值采样数据确定阻抗波动率;
11、对所述电压电流相位差进行采样得到相位差采样数据,并根据所述相位差采样数据确定相位差波动率;
12、确定所述超声刀激发过程中的持续时间,所述持续时间为阻抗波动率小于第一预设阈值且相位差波动率小于第二预设阈值的连续时间;
13、在目标持续时间大于或等于预设时间阈值时,确定所述目标持续时间内的阻抗均值,若所述目标持续时间内的阻抗均值小于预设均值阈值,则将通过比例积分微分控制算法得到的频率确定为所述超声刀的控制频率。
14、于本技术一实施例中,所述获取超声刀激发过程中的阻抗值以及电压电流相位差,包括:
15、获取超声刀主机驱动输出端的电压采样值和电流采样值,并获取超声刀主机采样输出回路同一时刻的电压信号以及电流信号;
16、根据所述电压采样值确定所述超声刀主机的驱动输出电压,并根据所述电流采样值确定所述超声刀主机的驱动输出电流;
17、将所述驱动输出电压与所述驱动输出电流的比值作为所述阻抗值;
18、将经过离散傅里叶变换的所述电压信号以及所述电流信号的差值作为所述电压电流相位差。
19、于本技术一实施例中,所述对所述阻抗值进行采样得到阻抗值采样数据,并根据所述阻抗值采样数据确定阻抗波动率,包括:
20、通过滑动窗口对所述阻抗值进行采样,得到多组阻抗值采样数据;
21、确定每组所述阻抗值采样数据的滑窗阻抗均值;
22、根据每组所述阻抗值采样数据以及对应的滑窗阻抗均值,确定每组阻抗值采样数据的阻抗波动率。
23、于本技术一实施例中,所述对所述电压电流相位差进行采样得到相位差采样数据,并根据所述相位差采样数据确定相位差波动率,包括:
24、通过滑动窗口对所述电压电流相位差进行采样,得到多组相位差采样数据;
25、确定每组相位差采样数据的相位差均值;
26、根据每组相位差采样数据以及对应的相位差均值确定每组相位差采样数据的相位差波动率。
27、于本技术一实施例中,所述滑动窗口内的采样点数最少为2。
28、于本技术一实施例中,所述根据所述补偿频率以及上一次切割结束时的控制频率确定当次切割的初始控制频率,包括:
29、将上一次切割结束时的控制频率以及所述补偿频率的和确定为当次切割的初始控制频率。
30、为实现上述目的及其他相关目的,本技术提供一种超声刀初始控制频率确定系统,包括:
31、历史数据获取模块,用于获取多组超声刀使用数据,每组所述超声刀使用数据包括超声刀当次切割的开始时间与上一次切割的结束时间之间的间隔时间差值、所述超声刀当次切割开始时超声刀头的工作环境温度、所述超声刀当次切割开始时的控制频率与上一次切割结束时的控制频率之间的频率差值;
32、数据处理模块,用于对多组所述超声刀使用数据进行拟合,确定拟合曲面函数;
33、当前数据获取模块,用于在任一次切割开始时,获取超声刀的当前工作环境温度以及当前间隔时间差值;
34、补偿频率确定模块,用于根据所述当前工作环境温度、所述当前间隔时间差值以及所述拟合曲面函数确定补偿频率;
35、初始频率确定模块,用于根据所述补偿频率以及上一次切割结束时的控制频率确定当次切割的初始控制频率。
36、为实现上述目的及其他相关目的,本技术还提供一种电子设备,所述电子设备包括:
37、一个或多个处理器;
38、存储装置,用于存储一个或多个程序,当所述一个或多个程序被所述一个或多个处理器执行时,使得所述电子设备实现前述的一个或多个所述的超声刀初始控制频率确定方法。
39、为实现上述目的及其他相关目的,本技术还提供一种计算机可读存储介质,其上存储有计算机程序,当所述计算机程序被计算机的处理器执行时,使计算机执行前述的一个或多个所述的超声刀初始控制频率确定方法。
40、如上所述,本技术提供的一种超声刀初始控制频率确定方法、系统、电子设备及介质,具有以下有益效果:
41、本技术中的一种超声刀初始控制频率确定方法,该方法通过获取多组超声刀使用数据,并对多组超声刀使用数据进行拟合,确定拟合曲面函数,在确定拟合曲面函数后,在任一次切割开始时,获取超声刀的当前工作环境温度以及当前间隔时间差值,并根据当前工作环境温度、当前间隔时间差值以及拟合曲面函数确定补偿频率,最后根据补偿频率以及上一次切割结束时的控制频率确定当次切割的初始控制频率。通过在超声刀使用之前确定可以反应频率差值、间隔时间差值以及工作环境温度之间变化关系的拟合曲面函数,可以在超声刀开始使用时,较快地根据当前工作环境温度、当前间隔时间差值以及拟合曲面函数确定补偿频率,进而较快的确定初始控制频率,可以提高超声刀的工作速度。
42、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
- 还没有人留言评论。精彩留言会获得点赞!