一种冲压工艺数据分析方法以及系统与流程
本发明涉及智能冲压工艺分析,特别是涉及一种冲压工艺数据分析方法以及系统。
背景技术:
1、冲压工艺是冲压模具开发的核心技术。长期以来,由于冲压零件种类的多样性、形状各异、材料的变化、冲压设备条件的差异等因素,导致冲压工艺基本上依赖人工经验特定设计。
2、工艺设计人员在设计冲压工艺方案过程,重复查阅各种手册和规范,手工计算数据和翻阅所有表格,繁重的工作量导致冲压工艺方案设计的工作效率低。此外,工艺设计人员的水平有高有低,人工查阅工艺数据的方式也将导致最终确定的工艺方案准确性较差。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种冲压工艺数据分析方法以及系统,能够采用自动化分析冲压工艺数据的方法,对冲压工艺的制作图纸信息进行自动化处理,输出冲压工艺方案所需的冲压工艺卡数据和模具图纸数据,从而减少人工工作量,同时提高工艺方案的准确性。
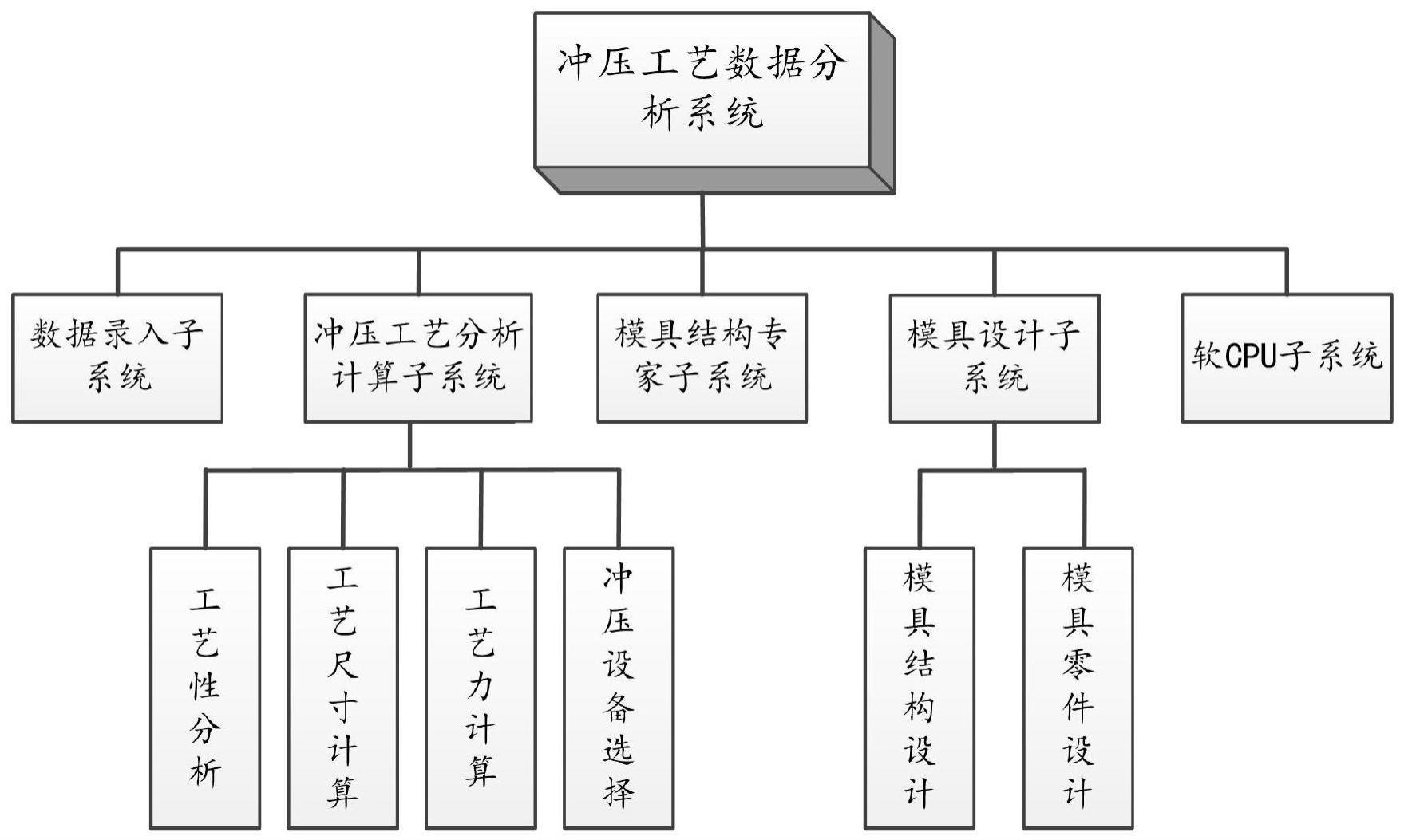
2、为了解决上述中至少一个技术问题,本发明实施例提供了一种冲压工艺数据分析方法,应用于冲压工艺数据分析系统,所述冲压工艺数据分析系统包括数据录入子系统、冲压工艺分析计算子系统、模具设计子系统以及软件处理子系统,所述方法包括:
3、所述数据录入子系统接收用户输入的制件图纸信息,根据所述制件图纸信息得到制件数据,将所述制件数据存入制件数据库,并向所述冲压工艺分析计算子系统发送第一完成信息;
4、所述冲压工艺分析计算子系统接收到所述第一完成信息时,向软件处理子系统发送第一计算指令,所述第一计算指令用于指示所述软件处理子系统确定产品的冲压加工方案及各冲压工序制件的工序尺寸以得出冲压工艺数据,且在接收到所述软件处理子系统反馈的冲压工艺数据时,将冲压工艺数据存储到冲压工艺数据库,以使得所述冲压工艺数据库输出冲压工艺卡数据,并向所述模具设计子系统发送第二完成信息;
5、所述模具设计子系统接收到所述第二完成信息时,向软件处理子系统发送第二计算指令,所述第二计算指令用于指示所述软件处理子系统计算出制造模具的必需信息,且在接收到所述软件处理子系统反馈的制造模具的必需信息时,将所述制造模具的必需信息存储到模具设计数据库,以使得所述模具设计数据库输出模具图纸数据。
6、优选地,所述方法还包括:
7、所述冲压工艺分析计算子系统从所述制件数据库中读取所述制件数据,将所述制件数据封装到所述第一计算指令,以使得所述软件处理子系统基于所述制件数据确定产品的冲压加工方案及各冲压工序制件的工序尺寸以得出冲压工艺数据。
8、优选地,所述方法还包括:
9、所述模具设计子系统从所述冲压工艺数据库读取所述冲压工艺数据,并将所述冲压工艺数据封装到所述第二计算指令,以使得所述软件处理子系统基于所述冲压工艺数据计算出制造模具的必需信息。
10、优选地,所述冲压工艺数据分析系统还包括模具结构专家子系统,所述模具结构专家子系统包括推理机以及知识库,所述方法还包括:
11、所述模具设计子系统向所述模具结构专家子系统发送用于确定模具结构的推理数据;
12、所述推理机接收到所述推理数据时,从所述知识库中获得预先存储在所述知识库中的专家知识,并采用预先设定的推理策略对所述推理数据进行推理,得到所述模具结构,向所述模具设计子系统反馈所述模具结构;
13、其中,所述推理策略包括正向推理、逆向推理以及混合推理中的任一项。
14、优选地,所述冲压工艺分析计算子系统包括工艺性分析模块、工艺尺寸计算模块、工艺力计算模块以及冲压设备选择模块,所述冲压工艺数据包括工艺性分析数据、工艺尺寸、工艺力以及冲压设备;
15、所述工艺性分析模块用于向软件处理子系统发送工艺性分析指令,所述工艺性分析指令用于指示所述软件处理子系统确定产品的冲压加工方案及各冲压工序制件的工序尺寸以得出所述工艺性分析数据;
16、所述工艺尺寸计算模块用于向软件处理子系统发送工艺尺寸计算指令,所述工艺尺寸计算指令用于指示所述软件处理子系统确定产品的冲压加工方案及各冲压工序制件的工序尺寸以得出所述工艺尺寸;
17、所述工艺力计算模块用于向软件处理子系统发送工艺力计算指令,所述工艺力计算指令用于指示所述软件处理子系统确定产品的冲压加工方案及各冲压工序制件的工序尺寸以得出所述工艺力;
18、所述冲压设备选择模块用于向软件处理子系统发送冲压设备选择指令,所述冲压设备选择指令用于指示所述软件处理子系统确定产品的冲压加工方案及各冲压工序制件的工序尺寸以得出所述冲压设备;
19、其中,所述第一计算指令包括所述工艺性分析指令、所述工艺尺寸计算指令、所述工艺力计算指令以及所述冲压设备选择指令。
20、本发明实施例还提供一种冲压工艺数据分析系统,所述冲压工艺数据分析系统包括数据录入子系统、冲压工艺分析计算子系统、模具设计子系统以及软件处理子系统;
21、所述数据录入子系统接收用户输入的制件图纸信息,根据所述制件图纸信息得到制件数据,将所述制件数据存入制件数据库,并向所述冲压工艺分析计算子系统发送第一完成信息;
22、所述冲压工艺分析计算子系统接收到所述第一完成信息时,向软件处理子系统发送第一计算指令,所述第一计算指令用于指示所述软件处理子系统确定产品的冲压加工方案及各冲压工序制件的工序尺寸以得出冲压工艺数据,且在接收到所述软件处理子系统反馈的冲压工艺数据时,将冲压工艺数据存储到冲压工艺数据库,以使得所述冲压工艺数据库输出冲压工艺卡数据,并向所述模具设计子系统发送第二完成信息;
23、所述模具设计子系统接收到所述第二完成信息时,向软件处理子系统发送第二计算指令,所述第二计算指令用于指示所述软件处理子系统计算出制造模具的必需信息,且在接收到所述软件处理子系统反馈的制造模具的必需信息时,将所述制造模具的必需信息存储到模具设计数据库,以使得所述模具设计数据库输出模具图纸数据。
24、优选地,所述冲压工艺数据分析系统还包括模具结构专家子系统,所述模具结构专家子系统包括推理机以及知识库;其中,
25、所述模具设计子系统向所述模具结构专家子系统发送用于确定模具结构的推理数据;
26、所述推理机接收到所述推理数据时,从所述知识库中获得预先存储在所述知识库中的专家知识,并采用预先设定的推理策略对所述推理数据进行推理,得到所述模具结构,向所述模具设计子系统反馈所述模具结构。
27、优选地,所述模具结构专家子系统还包括解释机;
28、所述解析解用于接收用户输入的专家知识,将所述专家知识转化为计算机识别的形式后输入所述知识库。
29、优选地,所述模具结构专家子系统还包括数据库;
30、所述数据库用于存储所述推理机执行推理过程的各种中间状态及目标,以及推理后得到的所述模具结构。
31、优选地,所述模具设计子系统包括模具的结构设计模块和模具的零件设计模块,所述制造模具的必需信息包括模具的结构信息和模具的零件信息;
32、所述模具的结构设计模块向软件处理子系统发送模具的结构计算指令,所述模具的结构计算指令用于指示所述软件处理子系统计算出所述模具的结构信息;
33、所述模具的零件设计模块向软件处理子系统发送模具的零件计算指令,所述模具的零件计算指令用于指示所述软件处理子系统计算出所述模具的零件信息。
34、本发明实施例中一种冲压工艺数据分析方法以及系统,所述数据录入子系统接收用户输入的制件图纸信息,根据所述制件图纸信息得到制件数据,将所述制件数据存入制件数据库,并向所述冲压工艺分析计算子系统发送第一完成信息;所述冲压工艺分析计算子系统接收到所述第一完成信息时,向软件处理子系统发送第一计算指令,所述第一计算指令用于指示所述软件处理子系统确定产品的冲压加工方案及各冲压工序制件的工序尺寸以得出冲压工艺数据,且在接收到所述软件处理子系统反馈的冲压工艺数据时,将冲压工艺数据存储到冲压工艺数据库,以使得所述冲压工艺数据库输出冲压工艺卡数据,并向所述模具设计子系统发送第二完成信息;所述模具设计子系统接收到所述第二完成信息时,向软件处理子系统发送第二计算指令,所述第二计算指令用于指示所述软件处理子系统计算出制造模具的必需信息,且在接收到所述软件处理子系统反馈的制造模具的必需信息时,将所述制造模具的必需信息存储到模具设计数据库,以使得所述模具设计数据库输出模具图纸数据。因此,能够采用自动化分析冲压工艺数据的方法,对冲压工艺的制作图纸信息进行自动化处理,输出冲压工艺方案所需的冲压工艺卡数据和模具图纸数据,从而减少人工工作量,同时提高工艺方案的准确性。
- 还没有人留言评论。精彩留言会获得点赞!