量子多元宇宙优化点云基准面的冲压模具磨损评估方法
本发明涉及模具,尤其是量子多元宇宙优化点云基准面的冲压模具磨损评估方法。
背景技术:
1、近年来,随着机械智能制造的高速发展,冲压工艺的应用前景日益广阔。冲压过程中,模具的失效形式主要包括模具变形、模具断裂以及模具磨损等。其中,因模具变形、模具断裂等造成失效的情况仅占30%左右,可通过优化模具结构、选择合适的模具材料等方法解决,模具磨损是模具失效的最主要形式,但为了满足零件的成形及尺寸要求,模具磨损是不可避免的。模具单次工作磨损越小,产品精度越高、质量越好、模具报废或修模次数越少、成本越低。因此,及时评估模具磨损程度是冲压工艺必须解决的关键问题,能直接反映冲压工艺的优劣性。
2、对于模具磨损的测量没有准确的理论公式计算方法,传统检测方案通常是利用人工检测的方法,借助相关仪器,按照严谨的工程顺序实现手动测量,这种方法不仅容易受到测量人员的主观意识影响,且测量速度慢,浪费人力资源,同时还会受到外界因素的干扰,已逐渐无法满足智能工业生产系统和日益完善的冲压工艺质量评价技术发展的需要。近几年,随着有限元技术的成熟,许多研究者们采用数值模拟方法在冲压模具磨损方面做了大量的研究并取得了较好的成果:研究模具磨损深度与冲压次数的动态关系,建立动态磨损模型对于磨损程度进行预测;从冲压速度、压边力等角度研究冲模磨损的影响规律,建立冲模寿命预测模型;基于cae分析及archard磨损理论,建立摩擦模型对冲模寿命预测。以上方法都是通过数值模拟、建立数学模型的方法对冲压磨具磨损程度预测,预测值与实际磨损存在一定的偏差,而且分析模拟过程复杂,预测效率较低。
3、过去十几年,为适应零件误差检测的需求,基于三坐标测量仪(cmm)的零件误差检测技术开始问世,根据三坐标测量仪的工作特点,可对冲压模具进行三维信息的获取,由于三坐标测量仪在使用时,无需特定的测量工具就可以完成冲压模具特征信息的获取工作,因此该技术可以实现冲压模具磨损程度的测试。但是,三坐标测量仪同样存在着诸多缺点,例如针对性强、测量速度慢、检测精度不高、设备成本大等问题,特别是当面对几何特征较为复杂的冲压模具时,获取的三维特征信息将不能准确的体现出来。
4、近几年,随着人工智能和三维激光扫描技术的发展,三维重建技术慢慢代替人工,被广泛的应用于工业零部件的缺陷检测和误差判定,大大提高检测精度和效率。随着三维数据测量技术的快速发展,基于三维激光扫描技术的金属零件误差检测已经成为智能制造的研究重点,很多学者开始采用三维扫描技术对冲压模具缺陷进行评定,这些方法首先对冲压模具进行三维激光扫描,获取冲压模具的三维点云数据,然后采用特征对齐法完成点云模型与cad模型的对齐,根据对齐误差对冲压模具缺陷进行评定。这些方法较传统方法的检测效率和精度都大大提升,但是采用特征对齐法完成点云模型与cad模型的对齐方法的误差受特征选择的影响大,而且对不同冲压模具都需要与原cad模型的对齐,降低了现场实时检测的效率。
技术实现思路
1、本发明提出量子多元宇宙优化点云基准面的冲压模具磨损评估方法,解决了传统模具磨损测量方法的效率和精度低、过程复杂等问题,能实现较为准确并快速的冲压模具平面磨损程度评估,提升工业生产效率和自动化程度。
2、本发明采用以下技术方案。
3、量子多元宇宙优化点云基准面的冲压模具磨损评估方法,所述方法包括以下步骤:
4、步骤一、通过三维激光扫描仪获取冲压模具点云数据并预处理;
5、步骤二、构建冲压模具平面磨损度测量的点云目标函数,将平面磨损度测量转换为点云基准面的优化过程;
6、步骤三、将量子计算引入多元宇宙算法优化,采用量子叠加态对宇宙黑洞和白洞进行编码,通过量子旋转门更新和量子非转门来实现宇宙物质的更新和变异;最后,将量子多元宇宙算法用于寻优点云基准面,将适应度值作为平面磨损度,并设置阈值对磨损程度进行评估。
7、步骤一中,采用手持式三维激光扫描仪对锁具冲压模具进行三维点云数据扫描;在预处理过程中,采用密度聚类算法和快速双边滤波相结合实现对点云数据进行光滑处理,先采用密度聚类算法对大尺度离群噪声点进行去除,再利用快速双边滤波算法对小尺度噪声进行平滑处理,采用可实现对小尺度起伏噪声进行平滑光顺的快速双边滤波算法,通过密度聚类算法和快速双边滤波相结合方法对空间三维模型表面进行降噪,并保持点云数据中的几何特征信息,避免三维点云数据被过渡光滑。
8、所述方法针对冲压模具的平面磨损度进行测量,步骤二中,平面磨损度的定义为:当被测冲压模具的平面出现磨损后,待测平面与理想平面之间的存在一定的变量值,为平面度误差,磨损程度越大、平面度误差也就越大,将平面度误差代表平面磨损度;
9、步骤二的冲压模具待测平面的三维点云数据中,通过两个平行平面i和平面ii包容所有被测平面点数据,fmz代表区域宽度。如图1(b)所示,假设smz是根据最小区域原则计算出的基准平面,求取平面度误差时,寻找一个基准平面smz,使得fmz最小,同时平面i和平面ii还需满足gb/t11337-2004标准规定的最小包容准则:被测平面点数据至少有三个点或四个点在平面i和平面ii上;创建三维空间直角坐标系,将被测平面上的点数据设为pi(xi,yi,zi)(i=1,2,…,n);并用方程z=ax+by+c表示基准平面smz,此时,pi到smz的距离用公式一所表示
10、
11、从上式可知,当pi在smz上方时,di取正值,下方时,di取负值,如图1(b)所示;此时pi到smz的最长距离与最短距离之差可以用f表示,如公式二所示;
12、f=max(di)-min(di)公式二;
13、将公式二代入公式一,得到公式三;
14、
15、将优化目标函数设为f(a,b),并根据最小包容区域平面度误差的定义,此时目标函数的最优解即为所求的平面度误差,如公式四所示;
16、fmz=minf(a,b)公式四;
17、求解优化参数a和b,使得目标函数f(a,b)达到最小,即为平面度误差,也就是平面磨损度。
18、步骤三中,采用基于量子机制改进的多元宇宙优化算法来优化步骤二中的模型参数a和b,使得目标函数f(a,b)达到最小;
19、基于量子机制改进的多元宇宙优化算法的具体方法包括以下步骤;
20、步骤s31、多元宇宙量子编码实现;
21、步骤s32、基于群智能优化算法和小生境协同进化策略,实现量子多元宇宙算法的量子编码初始化,初始化公式为
22、
23、xij代表第i个宇宙第j个量子比特,j代表量子比特总长度;
24、步骤s33、自适应量子旋转门实现,即采用量子旋转门对所求宇宙以及宇宙中的物体进行更新进化,由传统的宇宙进化结合量子进化,提高其跳出局部最优解的能力,对量子宇宙位置进行更新;以避免多元宇宙算法寻优时的宇宙进化步长过短导致的陷入局部最优解导致算法速率过低的问题;
25、步骤s34、较差宇宙量子变异,即引入量子变异操作,对较差的宇宙进行更新,从而使得整个宇宙群体具有较强的整体进化能力;同时,引入的量子变异操作视作对整体的宇宙进行的微小扰动,以增强算法跳出局部最优解能力;
26、步骤s35、通过轮盘赌机制进行物质转移;即:算法中的物体遵循轮盘赌机制,通过白洞通道与黑洞通道进行不同宇宙间的移动,以公式表述为
27、
28、其中r1是[0,1]中的随机数,表示由轮盘选择机制选择的第k个宇宙的第j个参数,ni(ui)是第i个宇宙的归一化膨胀率。当膨胀率大于r1时,采用轮盘选择机制选择的白洞代替,否则保持原来黑洞不变;
29、步骤s36、宇宙内部自发更新;具体为:
30、算法中,由宇宙内部激发自身向最优宇宙改变,此过程模拟虫洞概念,其中含有重要的两个参数:虫洞存在概率wep与虫洞旅行距离率tdr;当虫洞存在概率wep高于r1时,宇宙通过虫洞随机传送物质以保证种群多样性,同时都通过虫洞旅行距离率tdr与最优宇宙交换物质以提高膨胀率;当虫洞存在概率wep低于r1时,通过公式十一、公式十二的自适应量子旋转门对宇宙个体的量子变量进行适应性更新。整体更新机制如以下公式:
31、
32、其中r2,r3,r4是[0,1]中的随机数,xj表示迄今为止形成的最佳宇宙的第j个参数,lbj表示第j个变量的下限,ubj是第j个变量的上限;tdr和wep的更新方式与传统多元宇宙优化算法的更新方式相同;
33、步骤s37、量子灾变;具体机制为:当连续迭代次数累积到一定数量,而整个量子多元宇宙的最优适应度仍未发生任何改变,可以判定整个宇宙进入了局部最优解,这时候保留量子多元宇宙中适应度值较优前10%的宇宙个体,重新初始化剩余的90%的宇宙个体,形成新的量子多元宇宙进行迭代进化,寻找最优值。
34、步骤s31具体为:基于量子机制对多元宇宙优化算法进行改进,首先就是将传统多元宇宙算法的十进制改为量子机制下的量子比特编码,每个量子比特拥有0和1,以及0、1叠加状态;第i个量子宇宙的第j个个体采用量子比特的概率幅表示量子种群编码,即量子宇宙中物体q编码为:
35、
36、其中表示量子宇宙物体q的编码序列,j为量子编码长度,每个量子比特均可由cosθ或sinθ来得出量子角θj(1≤j≤j),n为[0,2π]内产生的随机数;故量子宇宙q可编码为余弦编码qc和正弦编码qs,此种方式双链量子编码:
37、qc=(cos(θ1),cos(θ2),...,cos(θj)) 公式六;
38、qs=(sin(θ1),sin(θ2),...,sin(θj)) 公式七;
39、公式六中余弦编码的量子比特是根据cosθj生成,公式七中正弦编码的量子比特是根据sinθj生成;
40、每个宇宙中的物体都进行量子比特编码,使得所有宇宙结合体成为一个量子宇宙的多元宇宙族群:
41、
42、其中n是宇宙数(候选解),d是输入参数(变量)的编号。
43、步骤s32中,第i个量子宇宙的第j个个体的量子旋转门定义为:
44、
45、其中为此时旋转的角度,由于是参与计算而不是参与自适应变化的值,故定义为运算中角度;
46、量子比特使用量子旋转门更新,第i个量子宇宙的第j个量子比特的量子旋转门更新过程如下:
47、
48、式中t代表变化次数,代表第i个量子宇宙的第j个量子比特;对量子旋转角采用随迭代次数增加而自适应更新的方式,以平衡搜索与开采之间的关系,量子旋转角的更新机制如下公式:
49、
50、式中为当前最佳宇宙第j个量子比特对应的角度,g为迭代次数,maxtime为最大迭代次数。
51、步骤s34中的量子变异操作实现,采用量子非门对量子比特概率幅进行操作,量子非门以公式表述为:
52、
53、量子比特使用量子非门进行更新,第i个量子宇宙的第j个量子比特的量子变异引发的量子态更新过程如下:
54、
55、式中t代表变化前后的区分,代表第i个量子宇宙的第j个量子比特。
56、基于量子机制对多元宇宙优化算法进行改进后形成的量子多元宇宙算法qmvo算法,算法流程如下:
57、步骤1:设定算法基本变量:编码长度j、宇宙数量n、最大迭代次数maxtime、维度d,虫洞存在概率范围:[wepmin,wepmax],旅行距离率的开发精度p;
58、步骤2:初始化量子多元宇宙,通过公式五、公式九生成总体量子多元宇宙u=[u1,u2...un];
59、步骤3:宇宙个体初始膨胀率计算,通过比较获得当前最优宇宙;
60、步骤4:执行轮盘赌机制,白洞与黑洞进行物质转移,根式公式十五,当膨胀率大于r1时,采用轮盘选择机制选择的白洞代替,否则保持原来黑洞不变;
61、步骤5:执行宇宙内部自发更新,根据公式十六,当虫洞存在概率wep高于r1时,通过虫洞旅行距离率tdr与最优宇宙交换物质以提高膨胀率;当虫洞存在概率wep低于r1时,通过公式十一、公式十二的自适应量子旋转门对宇宙个体的量子变量进行适应性更新;
62、步骤6:当连续迭代次数累积到一定数量,而最优适应度仍未发生任何改变,可以判定发生了量子灾变,这时保留宇宙中适应度值较优前10%的宇宙个体,重新初始化剩余的90%的宇宙个体,形成新的量子多元宇宙继续迭代进化;
63、步骤7:更新wep和tdr,进行全体宇宙依据适应值排序,对最差的10%宇宙个体通过公式十四进行量子变异操作;
64、步骤8:若达到最大迭代次数,则循环退出,输出最优宇宙和目标函数最终的适应度值,反之返回步骤4。
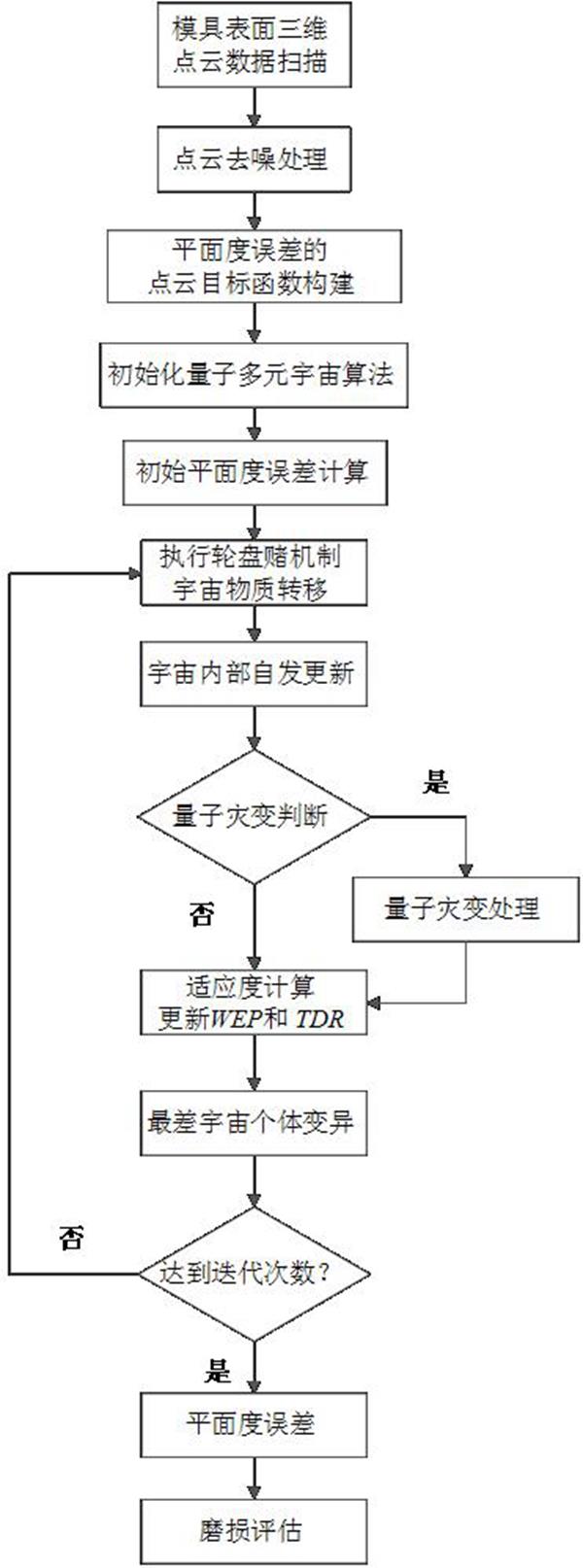
65、所述评估方法采用量子多元宇宙算法优化点云基准面目标函数的参数a和b,使得目标函数f(a,b)达到最小,此时的适应度值即为平面度误差,也就是平面磨损度,根据设置的阈值对平面磨损进行评估;实现流程如图3所示,具体实现步骤如下:
66、步骤a1、采用手持式三维激光扫描仪对冲压磨具表面进行三维点云数据扫描,并采用密度聚类算法和快速双边滤波相结合实现对点云数据进行光滑处理;
67、步骤a2、建立模具平面度误差评定模型,也就是构建平面基准面的三维点云目标函数f(a,b),a和b为量子多元宇宙的输入变量;
68、步骤a3、量子多元宇宙算法参数设置:编码长度j、宇宙数量n、最大迭代次数maxtime、维度d,虫洞存在概率范围:[wepmin,wepmax],旅行距离率的开发精度p;
69、步骤a4:初始化量子多元宇宙,a和b为输入变量,f(a,b)为宇宙个体膨胀率,计算初始平面度误差;
70、步骤a5:执行轮盘赌机制,白洞与黑洞进行物质转移;
71、步骤a6:执行宇宙内部自发更新,当虫洞存在概率wep高时,通过虫洞旅行距离率tdr与最优宇宙交换物质以提高膨胀率,当虫洞存在概率wep低时,通过自适应量子旋转门对宇宙个体的量子变量进行适应性更新;
72、步骤a7:当连续迭代次数累积到一定数量,而最优适应度仍未发生任何改变,可以判定发生了量子灾变,这时保留宇宙中适应度值较优前10%的宇宙个体,重新初始化剩余的90%的宇宙个体,形成新的量子多元宇宙继续迭代进化;
73、步骤a8:更新wep和tdr,进行全体宇宙依据适应值排序,对最差的10%宇宙个体进行量子变异操作;
74、步骤a9:若达到最大迭代次数,则循环退出,输出最优宇宙和目标函数最终的适应度值,反之返回步骤a5;
75、步骤a10、点云目标函数的最优适应度值,即为模具表面的平面度误差;
76、步骤a11、对平面磨损程度进行评估,将平面度误差与设置的误差阈值比较,误差大于阈值的磨具平面磨损严重,判为不合格模具,需进一步修补或替换。
77、本发明解决了传统模具磨损测量方法的效率和精度低、过程复杂等问题,实现较为准确并快速的冲压模具平面磨损程度评估,提升工业生产效率和自动化程度。
- 还没有人留言评论。精彩留言会获得点赞!